Для студентов МГТУ им. Н.Э.Баумана по предмету Сопротивление материаловЗадача 4.2Задача 4.2
5,0057
2013-10-052025-10-20СтудИзба
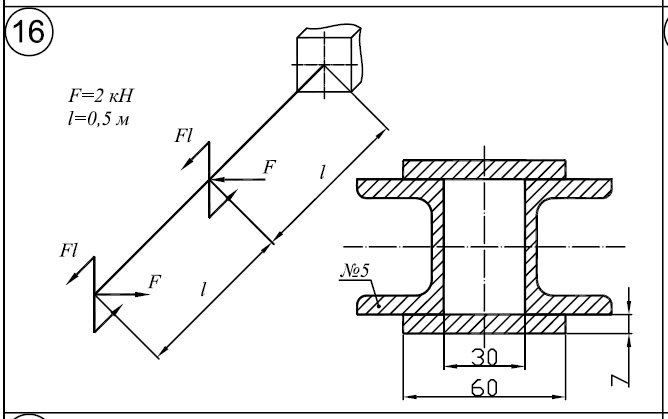
Задача 4.2 вариант 16
-50%
Описание
Характеристики решённой задачи
Предмет
Учебное заведение
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСеместр
Номер задания
Вариант
Теги
Просмотров
5274
Качество
Скан рукописных листов
Размер
6,43 Mb
Список файлов
4.2.pdf
(4.2).pdf
Вам все понравилось? Получите кэшбэк - 40 рублей на Ваш счёт при покупке. Поставьте оценку и напишите положительный комментарий к купленному файлу. После Вы получите деньги на ваш счет.
 polosatik
polosatik
05 октября 2013 в 16:34
Комментарии
Нет комментариев
Стань первым, кто что-нибудь напишет!