Курсовая работа: Установка герметизации корпусов диодов методом нанесения суспензии стекла
Описание
Расчетно–пояснительная записка
к курсовому проекту на тему
Установка герметизации корпусов диодов методом нанесения суспензии стекла
2005 г.
Содержание
- Введение……………………………………………………………………………………....3
- Описание процессной модели……………………………………………………………..4
2.1 Деление технологии на процессы…………………………………………………....8
2.2 Выбор сервисных функций………………………………………………………….....8
2.3 Выбор функций коррекции цели……………………………………………………....9
- Описание состояний установки…………………………………………………………...10
- Штатные состояния…………………………………………………….............10
- Аварийные состояния………………………………………………………… 11
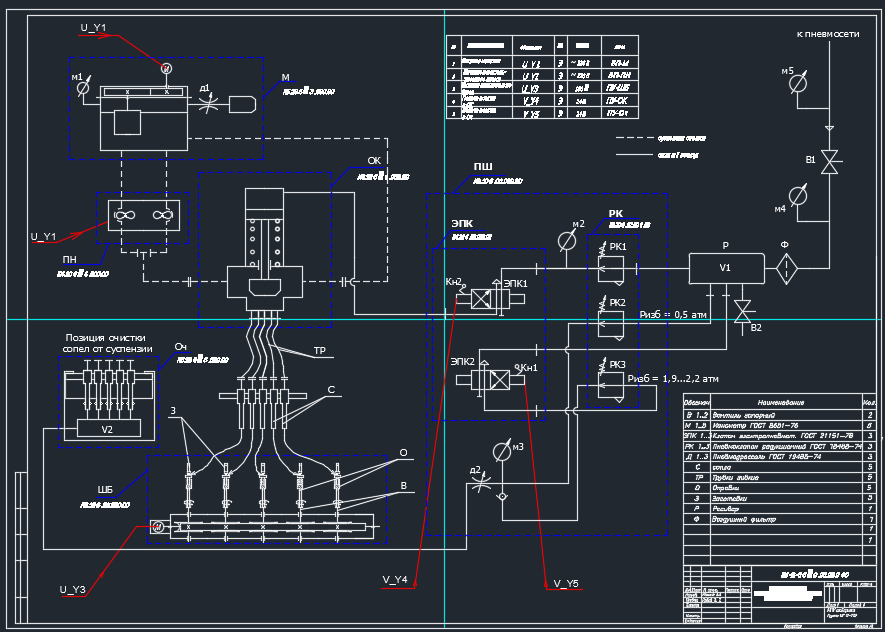
4. Описание комплексной принципиальной схемы …………………………………….....12
5. Расчёт электропитания…………………………………………..................................... 13
6. Технические задания на элементы и узлы машины…………………………………...14
7. Заключение……………………………………………………………………………………16
8. Список использованной литературы……………………………………………………...17
1. Введение
В настоящее время все больше производств переходят на автоматизированное оборудование. В настоящее время применение систем автоматизированного управления является не просто признаком хорошего тона в инженерии, а насущной необходимостью.
Целью проекта является разработка системы автоматического управления для установки герметизации корпусов диодов методом нанесения суспензии стекла. Система автоматизированного управления призвана обеспечить соблюдение режима подсушивания в течение сорока секунд после окончания нанесения суспензии стекла. Для создания такой системы необходимо проводить исследования режимов нанесения суспензии и исследовать выходные параметры изделий.
Для упрощения работы оператора и повышения производительности предложен вариант полуавтоматической установки вместо имеющегося поста с ручным нанесением суспензии стекла.
2. Описание процессной модели
Для запуска установки оператор включает электропитание от стандартной промышленной электросети с напряжением 220В и частотой переменного тока 50Гц. Питание установки включеног в течении всего цикла работы.
Затем оператор открывает вентиль, соединяющий установку с пневмосетью предприятия. Давление в пневмосети 0,7Мпа. Оператор должен следить по показаниям манометра за давлением в пневмосети и в случае несоответствия давления норме отключить установку.
Затем оператор переключает установку в режим «работа» при этом включаются перемешивание суспензии стекла. Совместно с системой барботажа пневмовибратор обеспечивает функционирование замкнутой системы перекачки абразива. Оператор должен контролировать работоспособность мотор-редуктора мешалки по наличию характерного звука и работоспособность перистальтического насоса – визуально, по наличию вращения ротора. В процессе работы оператор должен наблюдать за циркуляцией суспензии через специальное окно и в случае её прекращения отключить установку и вызвать инженера участка.
При включении электропитания установки включаются мотор-редуктор мешалки, перистальтический насос, обеспечивающий циркуляцию суспензии стекла через рабочий объём ОК. Оператор должен визуально контролировать работу мешалки через смотровое стекло и работу перистальтического насоса по наличию вращения ротора ПН.
Установка заготовок в валки ШБ производится вручную. Необходимо заранее установить заготовку в оправку, концевик которой непосредственно вставляется в валок ШБ.
После загрузки пяти валков, соответствующих пяти соплам ОК, оператор включает вращение валков ШБ. При этом подача сжатого воздуха к штоку ОК отключена и подаваемый воздух идёт через очиститель, надетый на сопла ОК, тем самым осуществляется продув сопел от остатков суспензии стекла после предыдущих срабатываний и выполняется дополнительный барботаж суспензии стекла.
После включения вращения заготовок оператор снимает очиститель с сопел нажимает «Прочистка сопел», переключая подачу сжатого воздуха с продува сопел ОК на шток. При этом начинается дозирование необходимой порции суспензии. При герметизации p-n-перехода диода оператор нажимает «Нанесение суспензии», отключая подачу сжатого воздуха к штоку ОК, и надевает на сопла очиститель и с этого момента воздух вновь идёт на продув сопел от остатков суспензии. После нанесения суспензии на заготовки оператор засекает 40 секунд и по прошествии этого времени отключает вращение валков ШБ.
После окончания обработки изделия вынимаются из валков ШБ вручную. При этом оператор должен визуально контролировать герметизацию p-n-перехода изделия и в случае несоответствия должен проконсультироваться с инженером-технологом для принятия решения о переналадке установки.
После окончания обработки кассеты выезжают из установки. Снятие их с транспортёра производится вручную. При этом оператор должен контролировать качество обработки и в случае несоответствия, должен отключить установку для переналадки.
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

Начать зарабатывать
 zzyxel
zzyxel


















