
Материалы сварных конструкций
1. Материалы сварных конструкций
Правильность выбора материала, является одним из основных вопросов при проектировании сварных конструкций, поскольку материал определяет работоспособность изделия, технологию его изготовления, стоимость изделия.
Исходными данными для выбора материала являются условия эксплуатации, кроме того, материал должен обладать требуемыми для изготовления технологическими свойствами.
При выборе материала учитывают комплекс условий: первоначальные затраты на материал, технологическую обработку (в т.ч. сварку) возможность последующего ремонта и т.д.
К материалам, используемым при изготовлении сварных конструкций, можно отнести стали, цветные сплавы, а также пластмассы, композитные материалы. Но основное место при проектировании и производстве сварных конструкций занимают конструкционные стали и цветные сплавы.
1.1. Виды разрушающих испытаний. Механические характеристики сталей и сплавов
1.1.1.Испытания на растяжение
Испытание на растяжение является наиболее распространенным методом определения характера поведения материала при статических нагрузках и оценки характеристик механических свойств материалов, т.е. характеристик упругости, прочности, пластичности, статической вязкости.
· Упругостью называется способность материала восстанавливать первоначальные размеры и форму детали после снятия внешних нагрузок.
· Пластичностью называется способность материала накапливать до разрушения пластические (остаточные) деформации.
· Статической вязкостью называется способность материала поглощать энергию, идущую на деформирование образца.
Количественными оценками свойств материала являются следующие характеристики:
Рекомендуемые материалы
· Предел пропорциональностиσПЦ - наибольшее напряжение, до которого деформации прямо пропорциональны напряжениям.
· Предел упругостиσУ - напряжение, до которого материал не получает остаточных деформаций.
· Предел текучестиσТ - напряжение, при котором деформации растут без заметного увеличения нагрузки.
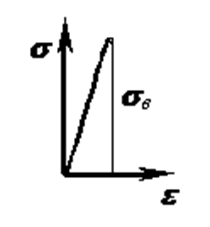
· Временное сопротивлениеσВ (предел прочности) - максимальное напряжение (определенное без учета изменения площади поперечного сечения в процессе нагрузки) выдерживаемое материалом при растяжении.
Характеристики механических свойств материалов получают путем испытания образцов стандартной формы и размеров.
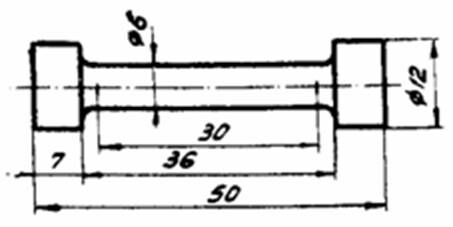
Рис. 3.1 Образец для испытаний на растяжение ОМ
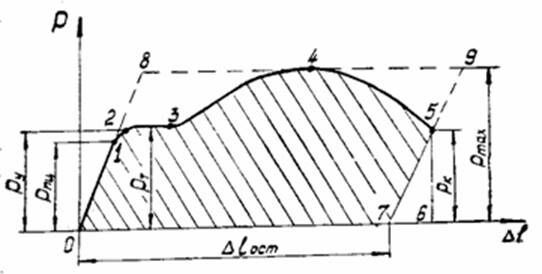
Рис. 3.2Диаграмма растяжения для стали
При испытании образца (Рис. 3.1) на испытательной машине получают первичную диаграмму растяжения в координатах: нагрузка P- удлинение образца ∆l (Рис. 3.2). Эта диаграмма зависит от размеров образца. Для того, чтобы диаграммы не зависели от размеров испытуемых образцов и были сравнимы для различных материалов, первичную диаграмму перестраивают. При этом, удлинения ∆l делят на начальную длину образца l0 (ε=∆l/l0), нагрузки на начальную площадь поперечного сечения F0 (σ=P/F0). Координаты "ε-σ" используют для построения условной диаграммы растяжения, которая подобна первичной, так как при ее построении абсциссы и ординаты первичной диаграммы делятся на постоянные величины.
Рассмотрим более детально процесс растяжения стального образца. Начальный участок диаграммы 0-1 является прямолинейным и дает пропорциональную зависимость  , где
, где  . Участок пропорциональности заканчивается напряжением
. Участок пропорциональности заканчивается напряжением

называемым пределом пропорциональности. Участок 0-1-2 составляет область упругих деформаций. При разгрузке из точки 2 деформации исчезают полностью. Участок заканчивается напряжением
 ,
,
которое называется пределом упругости. Практически предел упругости совпадает с пределом пропорциональности. Участок 2-3 составляет физическую площадку текучести: деформация продолжается при постоянном напряжении
 ,
,
которое называется пределом текучести.
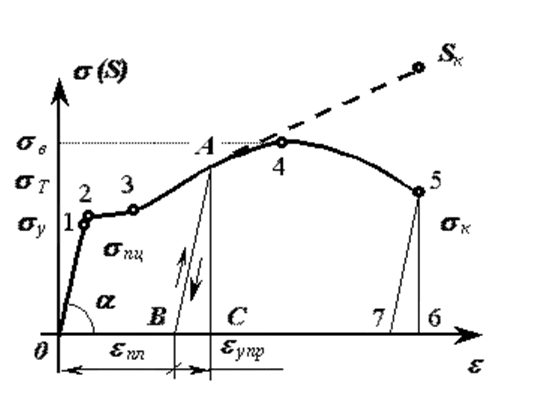
Рис. 3.3Машинная и истинная диаграммы растяжения для стали.
Участок 3-4 характеризует упрочнение материала:
увеличение деформации вызывает непропорциональное увеличение напряжения. Наибольшее напряжение

на условной диаграмме называется временным сопротивлением (пределом прочности) материала. До точки 4 материал по длине образца растягивается равномерно. При достижении σВ деформация образца локализуется в одном месте, образуется шейка. Вследствие местного уменьшения площади сечения необходима меньшая нагрузка для продолжения деформации, чем объясняется снижение напряжения на участке 4-5.
В точке 5 происходит разрушение. Условное разрушающее напряжение

не отражает истинной величины действующих в материале напряжений в зоне разрушения (в месте образования шейки).
Условные диаграммы не учитывают изменения площади сечения и длины образца. Если учесть эти изменения, то можно построить истинную диаграмму деформирования в координатах "  ". Напряжение
". Напряжение  называется истинным сопротивлением разрыву.
называется истинным сопротивлением разрыву.
Для большинства материалов имеет место закон упругой разгрузки и повторной нагрузки. При разгрузке из точки A на диаграмме растяжения получим прямую линию, параллельную начальному участку (Рис. 3.3). Точка В делит деформацию εС на εУПР, исчезающую при разгрузке, и εПЛ, остающуюся в образце. При повторном нагружении на диаграмме получается линия, почти совпадающая с линией разгрузки. После достижения точки А зависимость ε-σ изобразится в виде кривой А-4-5 так, как если бы промежуточной разгрузки не проводилось.
Линейный участок АВ при повторной нагрузке больше начального участка 0-1, следовательно, предел пропорциональности повышается. Однако при этом уменьшается величина остаточной деформации. Такое повышение прочности и уменьшение пластичности материала вследствие предварительной нагрузки выше предела текучести называется наклепом материала.
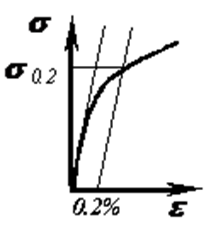
Существуют материалы, у которых отсутствует физическая площадка текучести (Рис. 3.4). Для них определяется условный предел текучести, т.е. напряжение, при котором остаточная деформация составляет заранее заданную малую величину. При этом на оси абсцисс откладывают отрезок, равный 0.002-0.005 от первоначальной длины образца, и проводят линию, параллельную прямой нагружения. Ордината точки пересечения этой линии с диаграммой растяжения соответствует величине условного предела текучести σ0.2 (или σ0.5).
При испытании хрупких материалов, например чугуна (Рис. 3.5), шейка на образце не образуется. Разрушение происходит при небольших пластических деформациях. Хрупкие материалы менее строго подчиняются закону Гука, начальный участок диаграммы деформирования слегка искривлен.
|
Рис. 3.4 Диаграмма растяжения для материала не имеющего площадки текучести |
Рис. 3.5 Диаграмма растяжения для хрупкого материала |
Второй группой характеристик, получаемых при испытаниях на растяжение, являются характеристики пластичности, по которым можно оценить способность материала накапливать пластические деформации.
Характеристиками пластичности являются: относительное остаточное удлинение образца при разрыве
где lК - длина рабочей части образца к моменту разрыва; l0 - начальная длина рабочей части образца.
и относительное остаточное сужение площади поперечного сечения образца при разрыве
где F0 - начальная площадь сечения; FK- площадь поперечного сечения образца в шейке к моменту разрыва.
Формы и размеры образцов стандартизированы. Так как относительное остаточное удлинение образца при разрыве зависит от типа испытанного образца, то его размеры подбираются в соответствии с соотношениями
 =11.3 или =5.65.
=11.3 или =5.65.
В соответствии с указанными соотношениями, длина круглых стандартных образцов для испытания на растяжения будет соответственно в 10 и в 5 раз больше их диаметра. Поэтому определяемые при испытаниях образцов с различной длиной значения относительного остаточного удлинения принято обозначать  и
и  .
.
Площадь, заключенная под первичной диаграммой растяжения (рис.2), численно равна работе, затраченной на разрушение образца. При этом площадь 5-6-7 численно равна работе упругого деформирования, а площадь 0-1-2-3-4-5-7 - работе пластического деформирования образца.
Статическая вязкость материала характеризуется работой, затраченной на пластическое деформирование до разрушение единицы объема материала:
 ,
,
где a- удельная работа; A- работа, затраченная на пластическое деформирование до разрушения образца; V0- начальный объем образца.
Для упрощения расчетов, работу, затраченную на пластическое деформирование, можно определить как площадь прямоугольника с основанием  и высотой
и высотой  (Рис. 3.2).
(Рис. 3.2).
Разницу между площадью этого прямоугольника и площадью под кривой растяжения учитывают поправочным коэффициентом η, называемым коэффициентом полноты диаграммы
 .
.
1.1.2.Измерение твердости
Твердость – это свойство материала оказывать сопротивление контактной деформации или хрупкому разрушению при внедрении индентора в его поверхность. Испытания на твердость – самый доступный и распространенный вид механических испытаний. Наибольшее применение в технике получили статические методы испытания на твердость при вдавливании индентора: метод Бринелля, метод Виккерса и метод Роквелла.
При испытании на твердость по методу Бринелля (ГОСТ 9012-59) в поверхность материала вдавливается твердосплавный шарик диаметром D под действием нагрузки Р и после снятия нагрузки измеряется диаметр отпечатка d (рис.2.3,а). Число твердости по Бринеллю (НВ) подсчитывается как отношение нагрузки Р к площади поверхности сферического отпечатка М:
|
| ( 3.9) |
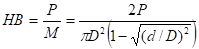
При D=10 мм, Р= 29400 Н (Р/D2 =294 МПа) и времени выдержки под нагрузкой 10 с твердость по Бринеллю обозначается символом НВ с указанием числа твердости. При этом размерность (МПа) не ставиться, например 200НВ. При использовании шариков других диаметров (1, 2, 2,5 и 5 мм) изменяется нагрузка вдавливания, а символ твердости НВ дополняется тремя индексами. Например 180НВ2,5/187,5/30 обозначает что при D= 2,5 мм, Р=187,5 кгс (1839Н) и времени выдержки под нагрузкой 30 с число твердости по Бринеллю равно 180.
Метод Бринелля не рекомендуется применять для материалов с твердостью более 450 НВ, так как стальной шарик может заметно деформироваться, что внесет погрешность в результаты испытаний.
При испытании на твердость по методу Виккерса (ГОСТ 2999-75) в поверхность материала вдавливается алмазная четырехгранная пирамида с углом при вершине α=136º (рис.2.3, б). После снятия нагрузки вдавливания измеряется диагональ отпечатка d1 . Число твердости по Виккерсу HV подсчитывается как отношение нагрузки Р к площади поверхности пирамидального отпечатка М:
|
| ( 3.11) |
 =
=
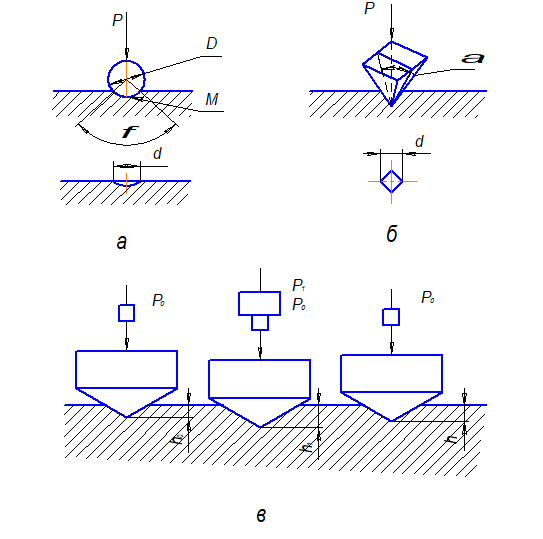
Рис.2.3. Схема испытания на твердость
Число твердости по Виккерсу обозначается символом HV с указанием нагрузки Р и времени выдержки под нагрузкой, причем размерность числа твердости (МПа) не ставиться. Продолжительность выдержки индентора под нагрузкой принимается для сталей 10 – 15 с, а для цветных металлов – 30 с. Например 450HV10/15 означает , что число твердости по Виккерсу 450 получено при Р=10 кгс (98,1Н), приложенной к алмазной пирамиде в течении 15 с.
Преимущество метода Виккерса по сравнению с методом Бринелля заключается в том, что методом Виккерса можно испытывать материалы более высокой твердости из-за применения алмазной пирамиды.
При испытании на твердость по методу Роквелла (ГОСТ 9013-59) в поверхность материала вдавливается алмазный конус с углом при вершине 120º или стальной шарик диаметром 1,588 мм . Однако, согласно этому методу, за условную меру твердости принимается глубина отпечатка. Схема испытания по методу Роквелла показана на (рис.2.3, в.)
Вначале прикладывается предварительная нагрузка Р0, под действием которой индентор вдавливается на глубину h0. Затем прикладывается основная нагрузка Р1 под действием которой индентор вдавливается на глубину h1. После этого снимают нагрузку Р1, но оставляют предварительную нагрузку Р0. При этом под действием упругой деформации индентор поднимается вверх, но не достигает уровня h0. Разность (h-h0) зависит от твердости материала; чем тверже материал, тем меньше эта разность. Глубина отпечатка измеряется индикатором часового типа с ценой деления 0,002 мм. При испытании мягких металлов методом Роквелла в качестве индентора применяется стальной шарик. Последовательность операций такая же, как при испытании алмазным конусом. Число твердости, определённое методом Роквелла, обозначается HR. Однако в зависимости от формы индентора и значений нагрузок вдавливания к этому символу добавляется буква А,С, или В, обозначающая соответствующую шкалу измерений. Шкала В используется для измерения наименее твердых металлов, индентором является стальной шарик. По шкале А измеряют твердость особо твердых материалов и в этом случае во избежание повреждений алмазного конуса рекомендуется меньшая нагрузка вдавливания.
Числа твердости по Роквеллу подсчитываются по формулам
| HRA(HRC) = 100 –[(h-h0)/0,002] | ( 3.12) |
| HRB = 130 –[(h-h0)/0,002] | ( 3.13) |
где 100 и 130 – предельно заданное число делений индикатора часового типа с ценой деления 0,002 мм. Например 50 HRC означает, что твердость, определенная методом Роквелла по шкале С при вдавливании алмазного конуса, равна 50.
Преимущество метода Роквелла по сравнению с методом Бринелля и Виккерса заключается в том, что значения твердости по методу Роквелла фиксируются непосредственно стрелкой индикатора, при этом отпадает необходимость в оптическом измерении размеров отпечатка.
Для измерения твердости тонких слоев материала и даже их отдельных структурных составляющих применяют метод микротвердости (ГОСТ 9450- 76).
Этот метод по существу не отличается от метода Виккерса, однако при этом используют малые нагрузки вдавливания; 0,049(0,005); 0,098(0,01); 0,196(0,02); 0,49(0,05); 0,98(0,1); 1,962(0,2); 4,9(0,5) Н (кгс).
1.1.3.Испытания на ударный изгиб
Для проверки способности металла сопротивляться ударным нагрузкам применяют особый вид испытний ударным изгибом - определение ударной вязкости надрезанных образцов. Эти испытания проодят на маятниковых копрах. Испытание должно проводиться при ударе маятника со стороны, противоположной концентратору, в плоскости его симметрии.
На Рис. 3.6 показан маятниковый копер и направление удара бойка маятника. Разность высот положения маятника ло и после удара позволяет вычислить работу А, израсходлванную на разрушение образца.
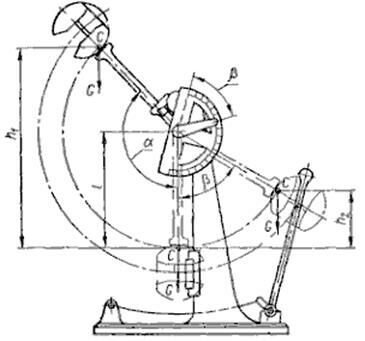
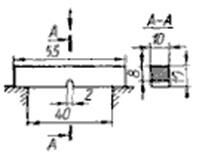
Рис. 3.6 Схема испытания на ударный изгиб.
При испытаниях используются два типа образцов (Рис. 3.7):
· Образец с U образным надрезом (образец Менаже);
· Образец с V образным надрезом (образец Шарпи).
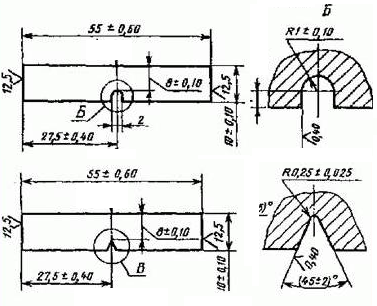
Рис. 3.7 Образцы для испытаний на ударный изгиб
Ударной вязкостью (КСU или КСV в зааисимости от формы надреза) Дж/см2 (кгс×м/см2) называется величина работы разрушения образца, тнесенная к плоскости его поперечного сечения в месте надреза. Ударную вязкость вычисляют по формуле:
|
| ( 3.16) |
 ,
,где А - работа удара, Дж (кгс×м);
F - начальная площадь поперечного сечения образца в месте концентратора, см2,
Хотя данные об ударной вязкости не могут быть использованы при расчете на прочность, но они позволяют оценить особое качество металла – его склонность к хрупкости при динамических нагрузках в условиях сложного напряженного состояния в области надреза, и решить вопрос о применимости того или иного материала для данных условий работы.
Учитывая, что большинство важнейших конструкционных материалов склонно к охрупыванию при понижении температуры работы – явление хладноломкости – испытания образцов материала на ударную вязкость рекомендуется проводить при разных температурах.
1.2. Правила нанесения показателей свойств материалов.
На чертежах изделий, подвергаемых термической и другим видам обработки, указывают показатели свойств материалов, полученных в результате обработки, например: твердость (HRCэ, HRB, HRA, HB, HV), предел прочности (σв), предел упругости (σу), ударная вязкость (ак) и т. п.
Глубину обработки обозначают буквой h.
Величины глубины обработки и твердости материалов на чертежах указывают предельными значениями: «от…до», например: h 0,7…0,9; 40…46 HRCэ
В технически обоснованных случаях допускается указывать номинальные значения этих величин с предельными отклонениям, например, h 0,8±0,1; (43±3) HRCэ.
Допускается указывать значения показателей свойств материалов со знаками ≥ или ≤, например σв≥1500 кгс/см2, твердость ≥780 HV т.п.
Обозначение твердости HRCэ следует указывать только во вновь разрабатываемой документации. При использовании ранее разработанной документации для перевода значения твердости HRC в HRCэ следует руководствоваться ГОСТ 8. 064 - 79
Допускается на чертежах указывать виды обработки, результаты которых не подвергаются контролю, например, отжиг, а также виды обработки, если они являются единственными гарантирующими требуемые свойства материала и долговечность изделия. В этих случаях наименование обработки указывают словами или условными сокращениями, принятыми в научно-технической литературе (Рис. 3.8).
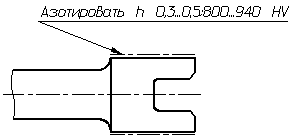
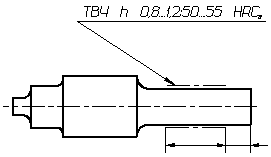
Рис. 3.8 Указание на чертежах вида обработки
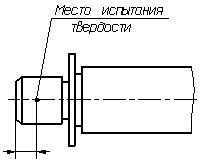
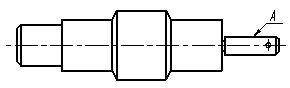
При необходимости в зоне требуемой твердости указывают место испытания твердости (Рис. 3.9)
Если все изделие подвергают одному виду обработки, то в технических требованиях делают запись: «40..45 HRCэ » или «Цементировать h 0,7…0,9 мм, 58…62 HRCэ » или «Отжечь» и т.п.
|
Рис. 3.9 Указание на чертежах места испытания |
Рис. 3.10 Указание поверхности, отличающейся по твердости |
|
Рис. 3.11 Указание поверхности, отличающейся по твердости |
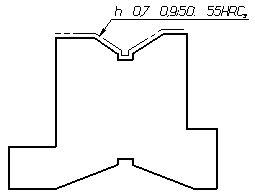
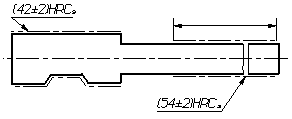
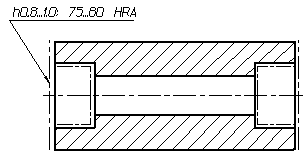
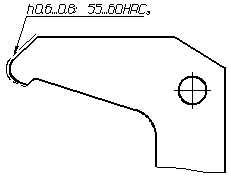
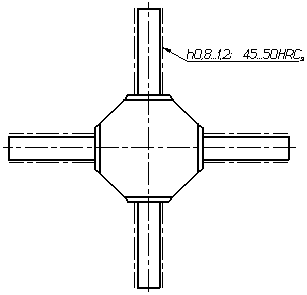
Если большую часть поверхности изделия подвергают одному виду обработки, а остальные поверхности - другому виду обработки или предохраняют от нее, то в технических требованиях делают запись по типу: «40…45 HRCэ, кроме поверхности А » (Рис. 3.10) или «30..35 HRCэ, кроме места, обозначенного особо» (Рис. 3.11). Если обработке подвергают отдельные участки изделия, то показатели свойств материалов и, при необходимости, способ получения этих свойств указывают на полках линий-выносок, а участки изделия, которые должны быть обработаны, отмечают штрих пунктирной утолщенной линией, проводимой на расстоянии 0,8…1 мм от них, с указанием размеров, определяющих поверхности (Рис. 3.12, Рис. 3.13)
|
Рис. 3.12 Обозначение показателей свойств материала отдельных участков изделия |
Рис. 3.13 Обозначение показателей свойств материала отдельных участков изделия |
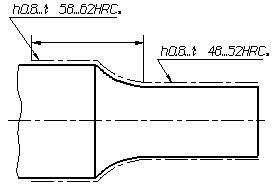
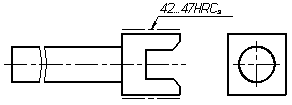
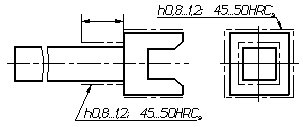
Размеры, определяющие поверхности, подвергаемые обработке, допускается не проставлять, если они ясны из данных чертежа (Рис. 3.14, Рис. 3.15).
|
Рис. 3.14 Обозначение поверхности, подвергаемой обработке |
Рис. 3.15 Обозначение поверхности, подвергаемой обработке |
Поверхности изделия, подвергаемые обработке, отмечают штрих-пунктирной утолщенной линией на той проекции, на которой они ясно определены (Рис. 3.16).
Допускается отмечать эти поверхности и на других проекциях, при этом надписи с показателями свойств материала, относящимися к одной и той же поверхности, наносят один раз (Рис. 3.17).
|
Рис. 3.16 Обозначение поверхности, подвергаемой обработке |
Рис. 3.17 Обозначение поверхности, подвергаемой обработке |
При одинаковой обработке симметричных участков или поверхностей изделия отмечают штрих пунктирной утолщенной линией все поверхности, подвергаемые обработке, а показатели свойств материала указывают один раз (Рис. 3.18).
|
Рис. 3.18 Обозначение симметричных поверхностей, подвергаемой обработке |
При наличии на изделии участков поверхностей с различными требованиями к свойствам материала эти требования указывают отдельно для каждого участка (Рис. 3.17).
Если надписи с указанием свойств материала и размеры, определяющие поверхности, подвергаемые обработке, затрудняют чтение чертежа, то допускается приводить их на дополнительном упрощенном изображении.
При обработке поверхностей или участков изделия, определяемых термином или техническим понятием (например, рабочая часть или хвостовик режущего инструмента, поверхности зубьев, зубчатого колеса или поверхности, обозначенные буквами, и т.п.), допускается (если это не приведет к неоднозначному пониманию чертежа) не отмечать их штрих пунктирной утолщенной линией, а в технических требованиях делать запись по типу: «хвостовик h 0,8…1 мм; 48..52 HRCэ ». «Поверхность А-45…50 HRCэ ».
1.3. Стали. Классификация. Маркировка
По содержанию легирующих элементов конструкционные стали делят на:
· Углеродистые стали. Содержат легирующие элементы, кроме углерода в небольших количествах, как примеси.
· Низколегированные стали. Легированны одним или несколькими элементами, содержание каждого из них не превышает 2%. Суммарное содержание легирующих элементов не превышает 5%.;
· Среднелегированные стали. Суммарное содержание легирующих элементов до 10 %.
· Высоколегированные стали. Суммарное содержание легирующих элементов превышает 10 %. Содержание железа –не менее 45 %.
Поскольку важнейшим легирующим элементом, определяющим механические и технологические характеристики (свариваемость) является углерод, стали подразделяют по содержанию углерода на:
· малоуглеродистые (до 0,25 %);
· среднеуглеродистые (0,25 – 0,45 %);
· высокоуглеродистые ( свыше 0,45 %).
Наибольшее распространение при производстве сварных конструкций получили малоуглеродистые и низколегированные стали.
Маркировка.
Маркировка качественных сталей включает слово «Сталь» и цифры, указывающие на содержание углерода в сотых долях процента. В легированных сталях затем идут буквы и цифры, указывающие наличие тех или иных химических элементов и их содержание в процентах.
Легирующие добавки имеют следующие условные обозначения: марганец – Г, кремний – С, никель – Н, хром – Х, молибден – М, ванадий – Ф, медь – Д, титан – Т, вольфрам – В, бор – Р, азот – А (если в середине обозначения), алюминий – Ю (если в середине обозначения).
Высококачественные стали маркируются буквой «А» в конце обозначения стали.
Строительные стали поставляются по ГОСТ 27772. Поскольку основным критерием при выборе стали для строительных конструкций является прочность строительные стали классифицируются не по химическому составу, а в зависимости от прочностных свойств. Маркировка стали начинается с буквы «С», затем идут цифры, характеризующие предел текучести стали в МПа.
1.4. Углеродистые стали
По степени раскисления стали делят на:
· кипящие «кп», плавка стали проводится без достаточного количества раскислителей;
· спокойные «сп», стали, раскисленные добавками марганца, кремния и алюминия;
· полуспокойные «пс», стали, занимающие промежуточное положение между кипящими и спокойными.
Спокойные и полуспокойные стали по механическим свойствам различаются незначительно. Кипящие стали обладают большей хладноломкостью, неравномерностью распределения примесей, склонностью к горячим трещинам.
Кроме добавок раскислителей - кремния и марганца, в сталях содержатся вредные примеси – сера и фосфор, содержание которых в стали ограничивают
По содержанию серы и фосфора, неметаллических включений различают углеродистые стали:
· обыкновенного качества;
· качественные;
· высококачестенные.
Сталь получают плавкой чугуна со стальным ломом, легирующими элементами, флюсами в конверторах, мартеновских и электрических печах. Высшие сорта сталей получают электрошлаковым, вакуумным дуговым, электронно-лучевым, плазменно-дуговым переплавом.
Стали обыкновенного качества поставляются по без термообработки в горячекатанном состоянии. Маркируются стали обыкновенного качества сокращением «Ст.» и цифрой 0…6, цифра ничего не говорит о химическом составе стали, чем выше номер, тем выше прочность. Кроме того, в маркировке стали обыкновенного качества могут присутствовать индексы указывающие степень раскисления.
Качественные стали поставляются по ГОСТ 1050, отдельным стандартам и техническим условиям (ГОСТ 5520 – сталь для котлостроения, ГОСТ 5521 сталь для судостроения, ГОСТ 6713 сталь для мостостроения), механические свойства сталей установлены в зависимости от вида термообработки.
Механические характеристики углеродистых сталей:
от 0,1% углерода:  МПа;
МПа;
 МПа;
МПа;
 .
.
от 0,1-0,25%:  МПа;
МПа;
 МПа;
МПа;
 .
.
1.5. Низколегированные стали
К сталям данной группы относятся ещё такие марки сталей, как 14Г, 19Г, 09Г2, 14Г2, 12ГС, 17ГС, 09Г2С, 10Г2С1, 10ХСНД, 15ХСНД и др.
В зависимости от легирования стали рассматриваемого типа подразделяют на марганцовистые, кремнемарганцовистые, хромокремнемарганцовистые и др.
Стали предназначаемые для сварных конструкций, поставляют в основном в горячекатаном или нормализованном состоянии. Ряд сталей применяют в термоулучшенном состоянии (после закалки и отпуска), что дает возможность повысить их прочность и стойкость против хрупкого разрушения (ударная вязкость в 1,5—2 раза выше чем у низкоуглеродистых).
Низколегированные стали поставляют по ГОСТ 5058 и специальным техническим условиям. Механические свойства наиболее широко применяемых в промышленности сталей обычно находятся в пределах:  МПа;
МПа;  МПа; при -40° С KCU>30
МПа; при -40° С KCU>30 . Стали, поставляемые в термоулучшенном состоянии, имеют
. Стали, поставляемые в термоулучшенном состоянии, имеют  МПа;
МПа;  МПа и при -70° С KCU>30.
МПа и при -70° С KCU>30.
По содержанию серы и фосфора низколегированные низкоуглеродистые конструкционные стали могут быть отнесены к качественным сталям. В последние годы находят применение стали с пониженным содержанием серы, например рафинированные в ковше жидким синтетическим шлаком.
Легирующие элементы оказывают существенное влияние на показатели свариваемости сталей. Увеличение содержания элементов, повышающих закаливаемость, сопровождается снижением сопротивления сварных соединений образованию холодных трещин. Элементы, упрочняющие твердый раствор, способствуют, как правило, снижению ударной вязкости металла в околошовном участке ЗТВ сварных соединений.
Применение сварных конструкций и изделий из низколегированных низкоуглеродистых конструкционных сталей постоянно возрастает, поскольку их применение взамен низкоуглеродистых позволяет в ряде случаев снизить металлоемкость конструкций на 20-50%. Они широко используются в строительстве трубопроводов, конструкций газонефтехимических производств, судов, мостов и других сооружений, эксплуатируемых в температурном интервале –70…+475 С
1.6. Цветные металлы
В некоторых отраслях промышленности наряду с применением стали получили распространение цветные сплавы: в авиации, судостроении, строительстве. Сплавы на основе алюминия и титана обладают значительно меньшей плотностью по сравнению со сталями, хорошо сохраняют свои свойства при работе в условиях низких температурах. Они обладают более высокой коррозионной стойкостью и обеспечивают экономию массы по сравнению с рядом других применяемых материалов. С другой стороны, цветные сплавы имеют в несколько раз меньший, чем сталь, модуль упругости, что снижает устойчивость элементов конструкций, увеличивает их деформируемость.
По сравнению со сталями обыкновенного качества цветные сплавы обладают повышенной чувствительностью к концентраторам напряжений. Это повышает требования к качеству обработки изделий и особенно к качеству сварочных работ.
1.6.1.Алюминевые сплавы
По масштабам применения в народном хозяйстве алюминий занимает среди металлов второе место после железа.
Механические свойства отожженного алюминия высокой чистоты:  МПа;
МПа;  МПа;
МПа; 
Механические свойства отожженного алюминия технической чистоты:  МПа;
МПа;  МПа;
МПа; 
Холодная пластическая деформация повышает предел прочности технического алюминия до 150 МПа, но относительное удлинение снижается до 6 %.
Модуль упругости алюминия 71000 МПа.
Втрое меньший чем у стали модуль уругости обуславливает малую жесткость конструкций изготовленных из алюминия и его сплавов. Прочность чистого алюминия также низка, однако она может быть существенно увеличена путем легирования.
Алюминиевые сплавы представляют собой двойные, тройные и более сложные системы с различной растворимостью компонентов в твердом состоянии. Для упрощения маркировки в обозначении некоторых сплавов, кроме алюминия, с помощью букв отражается еще один элемент (основной компонент), а цифрами - его процентное содержание;
· АМц - алюминиево-марганцевый сплав.
· АМг - алюминиево-магниевый.
· АВ - алюминиево-кремниевый (авиаль).
· Д - дуралюмин.
· В - высокопрочный сплав.
В маркировке сплавов после цифр могут быть еще буквы, которые обозначают состояние поставки проката или листа, то есть вид механической или термической обработки металла. Буквенные обозначения механической и термической обработки алюминиевых сплавов (состояние поставки):
· П - полунагартованные.
· Н - нагартованные.
· М - отожженные.
· Т - закаленные и естественно состаренные.
· TI - закаленные и искусственно состаренные.
Алюминиевые сплавы различают двух видов: литейные, которые применяются в виде отливок, в основном, в машиностроении, и так называемые деформируемые, из которых путем пластических деформаций изготовляются различные профили и листы, применяемые в строительстве и в других отраслях народного хозяйства.
Деформируемые сплавы разделяют на две группы: термически необрабатываемые и термически обрабатываемые.
Общими свойствами группы термически необрабатываемых сплавов являются: невысокая прочность и хорошая свариваемость. Для повышения прочности листов, изготовляемых из сплавов этой группы, применяется полунагартовка.
Термически неупрочняемые алюминиевые сплавы:
а) Алюминиево-марганцевый сплав АМц.
Содержит 1-1,6%. марганца. Сплав имеет низкий предел прочности - 110-170 МПа. Сваривается. Как правило, используется для ограждающих конструкций.
б) Алюминиево-магниевый сплав АМг-6Т.
По стойкости против коррозии алюминиево-магниевые сплавы занимают первое место после технически чистого алюминия. Хорошо свариваются. Применяются для листовых и для сварных стержневых конструкций.
Наибольшее распространение из алюминиево-магниевых сплавов получил в строительстве сплав АМг-6Т, который содержит около 6% магния и до 0,2% титана (что в марке сплава обозначено буквой Т).
Предел прочности АМг-6Т -320 МПа и относительное удлинение- 15%.
Наиболее качественные сварные соединения алюминия и его сплавов получают при контактной сварке и электродуговой сварке в среде аргона.
Одно из наиболее ценных качеств алюминиевых сплавов - это их относительно малый собственный вес при высокой прочности. Объемный вес сплавов АМг, АМц, АВ-2700 кг/м3, дуралюмина - 2800 кг/м3, то есть вес сплавов почти в три раза (в 2,7-2,9 раза) меньше веса сталей.
В качестве характеристики прочности материала с учетом собственного веса принято оценивать по такому показателю как удельная прочность. Удельная прочность предсталяет собой обношение расчетного сопротивления к объемному весу. Физически, это отношение показывает высоту столба постоянного сечения, в основании которого напряжения от собственного веса равны расчетному сопротивлению. Удельная прочность высокопрочных алюминиевых сталей в несколько раз выше чем у обыкновенных сталей.
Более широкому применению алюминиевых сплавов при изготовлении сварных конструкций препятствуют малая жесткость сплавов алюминия, достаточно сложная технология сварки и разупрочнение сварных соединении нагартованного металла.
1.6.2.Титановые сплавы
Сварные конструкции и изделия из титана и его сплавов находят применение не только в военной промышленности и новых отраслях техники, но во многих областях машиностроения и строительства.
В связи с более высокой удельной прочностью и жесткостью титан и его сплавы имеют неоспоримые преимущества перед алюминиевыми и магниевыми сплавами, особенно для сварных конструкций, работающих при 150—200°С, т. е. у верхнего предела рабочего интервала температур для алюминиевых и магниевых сплавов. В тех случаях, когда сопротивление коррозии играет важную роль, сплавы металлов алюминия и магния выгодно заменять титаном и его сплавами также и в сварных конструкциях, работающих при комнатной температуре. Сочетание высокой удельной прочности с относительно высокой теплоустойчивостью позволит в дальнейшем еще более широко использовать титан и его сплавы вместо аустенитных сталей в сварных конструкциях, предназначенных для эксплуатации при температурах до 500°.
Первое применение сварные конструкции из титана нашли в оборонной технике: авиации, ракетостроении, судостроении, танкостроении, стрелковом и артиллерийском вооружении. В настоящее время титан и его сплавы начинают все более широко использоваться также и в других отраслях, например, в гражданской авиации, атомном, энергетическом, химическом, нефтяном и транспортном машиностроении.
Технический титан имеет  МПа;
МПа;  МПа;
МПа;  ,
,  , E = 140000 МПа.
, E = 140000 МПа.
Легирование существенно меняет механические характеристики титана. При этом, меняется и фазовый состав сплавов.
По структуре различают однофазные и двухфазные титановые сплавы – α, α+β, β. Однофазные упрочняются механически, двухфазные упрочняются термообработкой.
α: ВТ1-0, ОТ4, ВТ5.
α+β: ВТ4, ВТ6, ВТ14, ВТ22, ВТ8
β: ВТ15, ТС-6.
Β сплавы отдичаются низкой свариваемостью, поэтому в сварных конструкциях используются в основном α и α+β сплавы.
Табл. 3.1 Механические характеристики некоторых титановых сплавов
| Марка сплава | Термообработка | Стандартные механические свойства | |||
| σв | δ | ψ | KCU, | ||
| МПа | % | Дж/см2 | |||
| ВТ6 | Отжиг Закалка и старение | 950-1100 1150 | 10-13 8 | 25-60 30 | 30 25 |
| ВТ22 | Отжиг Закалка и старение | 1100-1250 1400-1550 | 8 5 | - - | - - |
| ВТ8 | Отжиг Закалка и старение | 1050-1250 1200 | 10-18 6 | 32-55 20 | 30-50 - |
Титановые сплавы обладают высокой коррозионной стойкостью, удельной прочностью.
Однако титановые сплавы имеют склонность к замедленному разрушению, без тщательной подготовки свариваемых кромок и качественной защиты сварные конструкции разрушаются и без нагрузки.
1.7. Сварочные материалы.
Стальные сварочные проволоки поставляются по ГОСТ 2246, алюминиевые – по ГОСТ 7871, для наплавки – по ГОСТ 10543.
Маркировка стальных проволок начинается с сокращения «св.» - для сварочных проволок, и «нп.» - для наплавочных. В остальном маркировка проволок совпадает с маркировкой сталей.
Электроды поставляются по ГОСТ 9467, 10052 и техническим условиям. Полная маркировка электродов в соответствии с ГОСТ 9466 приведена на Рис. 3.19.
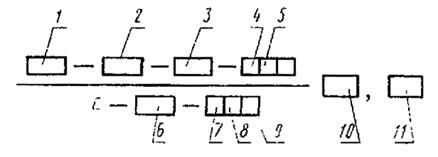
Рис. 3.19 Полная маркировка электродов для ручной дуговой сварки.
Обратите внимание на лекцию "Воля. Признаки волевого поведения".
1-тип; 2- марка; 3-диаметр, мм; 4-обозначение назначения электродов; 5-обозначение толщины покрытия; 6-группа индексов; указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 7-обозначение вида покрытия; 8-обозначение допустимых пространственных положений сварки или наплавки; 9-обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; 10-обозначение настоящего стандарта; 11-обозначение стандарта на типы электродов
Согласно ГОСТ 9467-75 электроды изготавливатются следующих типов: Э38, Э42, Э46 и Э50-для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2;
Э42А, Э46А и Э50А-для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60-для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кгс/мм2;
Э70, Э85, Э100, Э.125, Э150-для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кгс/мм2.
Электроды для сварки специальных сталей изготавливаются с использованием проволок содержащих легирующие элементы и в обозначении типа Указывается марка проволоки: Э-09М, Э-09МХ, Э-09Х1М, Э-10Х17Т, Э-08Х19Н10Г2МБ и т.д.



















