Ферросплавы
4 ферросплавы
4.1 Введение
Большое внимание в мире уделяется увеличению производства качественных сталей, необходимых для разития машиностроительной, авиационной, химической и других важнейших отраслей промышленности. Особое значение среди качественных сталей имеют легированные и модифицированные стали, свойства которых улучшены благодаря введению в их состав легирующих и модифицирующих элементов: хрома, никеля, марганца, вольфрама, молибдена, кальция, ванадия и др. Иногда эти элементы вводят в ванну сталеплавильной печи в чистом виде, но чаще всего, в виде ферросплавов.
Ферросплавами называют сплавы железа с кремнием, марганцем, хромом, ванадием и другими элементами, а иногда сплавы других элементов, например, сплав кальция и кремния — силикокальций, применяющиеся при выплавке стали для улучшения ее свойств (связывания вредных примесей, раскисления и легирования). По принятой терминологии в ферросплавах помимо основного элемента, обычно железа или кремния, имеются один или несколько ведущих элементов, ради которых сплав выплавляют, нежелательные примеси, количество которых невелико и строго ограничивается, и вредные примеси, содержание которых ограничивается тысячными и сотыми долями процента. Например, в низкоуглеродистом феррохроме хром — ведущий элемент, железо — основной, кремний — нежелательная примесь, а углерод, фосфор и сера — вредные примеси. Комплексные ферросплавы содержат несколько ведущих элементов, например, в ферросиликохроме — кремний и хром. Лигатурами называют все сплавы на нежелезной основе (никелевой, хромовой и др.). Ферросплавы на железной основе, применяемые только для легирования, часто также называют лигатурами (например, лигатуры с бором, селеном, кремниймагниевая лигатура и др.). Целесообразность легирования стали и сплавов ферросплавами, а не технически чистыми металлами объясняется тем, что в этом случае достигается уменьшение угара ведущего элемента, облегчается его введение в сталь, и стоимость ведущего элемента в ферросплавах и лигатурах обычно значительно ниже, чем в технически чистых металлах.
4.2 Сырые материалы
4.2.1 Требования к рудам и их выбор
Как правило, ферросплавные заводы используют руды или рудные концентраты, не требующие дополнительного обогащения. Исключение составляют бедные марганцевые и реже хромовые руды, которые подвергают пирометаллургическому обогащению с получением богатых по содержанию Ведущего элемента шлаков, которые затем перерабатывают на конечную продукцию, и железистого попутного продукта, а также ванадиевые, никелевые руды и некоторые руды редких элементов, требующие сложного металлургического передела [27, 28].
Рекомендуемые материалы
При оценке качества руд на первом месте стоит вопрос о содержании в них ведущего элемента, но и этот критерий изменяется. В связи с усиливающимся истощением запасов богатых руд и настоящее время потребители удовлетворяются всё более бедными рудами. При решении вопроса об использовании в производстве того или иного сорта руды должны быть оценены технические и экономические результаты работы на этой руде. При этом в первую очередь следует учитывать, что уменьшение доли марганца в шихте на 1 % при прочих равных условиях снижает производительность печи на 2,3 %, а уменьшение содержания Сr2О3 в руде на 1 % снижает производительность печи и соответственно увеличивает расход электроэнергии при производстве низкоуглеродистого феррохрома на 4,8 % и высокоуглеродистого феррохрома на 3,0 %.
Ценность руды повышается с уменьшением содержания в ней вредных примесей: фосфора, серы, меди и т. п. Количество вредных примесей зачастую определяет технологию передела. Например, фосфористые марганцевые руды необходимо подвергать дефосфорации переплавом на богатые шлаки или другим методом, что повышает стоимость передела и снижает ценность руды. Очень важное значение имеет состав цементирующей связки руды. Если хромовые руды с железистой связкой легко восстановимы и обеспечивают получение рафинированного феррохрома с высокими технико-экономическими показателями, то использование руд с магнезиальным цементом вызывает ряд трудностей, приводящих к ухудшению технико-экономических показателей производства. Хромовые и марганцевые руды с повышенным содержанием в цементе кремнезема потребуют дополнительного расхода флюса при силикотермическом способе производства рафинированных сплавов и вызовут ухудшение качества продукции и технико-экономических показателей производства, но могут быть успешно использованы при выплавке шлаковым способом ферросиликохрома и спликомарганца. Важным условием при оценке качества руды является высокое значение соотношения ведущего элемента и железа. Это соотношение должно составлять для марганцевых руд более 9:1, для хромовых низшего сорта не менее 2,2 : 1 и для руд первого сорта 2,9: 1 и выше. Снижение этого соотношения не позволяет получить стандартные сплавы по содержанию ведущего элемента без предварительного обогащения руд и ухудшает технико-экономические показатели производства.
К кварцу и кварцитам дополнительно предъявляют требования по минимальному содержанию шлакообразующих примесей (оксидов кальция и магния и особенно глинозема); необходимо также, чтобы водопоглощение их не превышало 5 % и они не давали значительного количества мелочи при дроблении и нагревании. Для вольфрамовых и молибденовых концентратов очень важными являются требования по ограничению содержания примесей фосфора, мышьяка и ряда цветных металлов (Sb, Sn и др.).
Существенную роль при выборе руды играет ее фракционный состав, который очень часто определяет технико-экономические показатели производства. Общего правила об оптимальных размерах кусков руды не существует; они зависят от сорта руды, размера и типа печи, способа производства. Для бесшлаковых и шлаковых рудовосстановительных процессов (особенно при использовании закрытых печей) необходимо использование руды в более крупных кусках, чем для большинства рафинировочных процессов. Пылеватые руды и флотационные концентраты нельзя загружать непосредственно в печи без принятия специальных мер, предупреждающих вынос мелких частиц, который может составлять до 15% от количества заданной руды. Потери и производственные затруднения в этом случае могут быть устранены за счет предварительного окускования их различными методами (агломерацией, брикетированием, грануляцией и т. д.), но в каждом случае должна быть определена его экономическая эффективность. Как правило, и химический и фракционный состав руды значительно изменяется даже в пределах одного месторождения, а иногда и одного рудника. Для обеспечения постоянства шихтовки, т.е. неизменности технологического режима, на заводе необходимо иметь механизированные склады достаточной вместимости, па которых производится сортировка по фракциям и усреднение по химическому составу, а также в случае необходимости - дробление пли окускование руды. Склады для дорогостоящих руд и концентратов должны быть закрытыми, под навесом следует хранить порошковые руды, так как при хранении на открытых площадках они впитывают от 10 до 20 % влаги.
4.2.2 Восстановители
Правильный выбор восстановителя и соответствующая его подготовка в значительной степени определяют технико-экономические показатели производства. По химическим свойствам в качестве восстановителей оксидов руды при выплавке ферросплавов можно применять многие элементы. Однако экономически выгодно применять углерод, Кремнии и алюминий. Наиболее широко используют углерод, а если необходимо предотвратить науглероживание выплавляемого сплава, то применяют более дорогие кремний и алюминий.
В качестве углеродосодержащего восстановителя могут быть использованы различные материалы: древесный, буpый и каменный уголь, нефтяной, пековый или каменноугольный кокс, различные полукоксы, древесные отходы и др. Углеродистые восстановители, применяемые при выплавке ферросплавов, должны обладать хорошей реакционной способностью, высоким удельным электрическим сопротивлением, соответствующим для каждого сплава химическим составом золы, достаточной прочностью, оптимальным размером куска, хорошей газопроницаемостью и термоустойчивастью, невысокой стоимостью.
Очень хорошим восстановителем является древесный уголь, обладающий высокими удельными электрическим сопротивлением и реакционной способностью, чистотой. Древесный уголь уменьшает спекание шихты, что особенно важно при выплавке высокопроцентных сплавов кремния. Древесный уголь — пористый высокоуглеродистый продукт.
Ретортный уголь характеризуется повышенным содержанием твердого углерода, большей однородностью химического и гранулометрического состава и меньшей стоимостью. Он более мелок, чем печной, но, так как его не нужно дробить, отходы при подготовке шихты практически одинаковы (~20 %).
Кокс из молодых (газовых, длиннопламенных) углей обладает высоким электрическим сопротивлением и реакционной способностью. Качество кокса из газовых углей можно значительно улучшить в результате введения в шихту полукокса из бурых углей Канско-Ачинского бассейна. Буроугольный полукокс, получаемый методом высокоскоростного пиролиза, Характеризуется высокой реакционной способностью. Добавка 25 % полукокса в шихту обеспечила получение кокса, реакционная способность которого в два раза, а электрическое сопротивление в пять раз выше, чем коксового орешка.
При выплавке ферросилиция и ферросиликохрома наилучшие результаты получены при замене в шихте ~50 % коксика полукоксом. Применение полукокса стабилизировало работу закрытых печей при выплавке сплавов кремния. Расход электроэнергии снижается на 3—6 %, производительность печей увеличивается на 3—10 %, снижается расход сырья и улучшается качество сплавов вследствие снижения в них содержания фосфора. При рациональной схеме использования полукокса, включающей поставку ферросплавным заводам полукокса фракции 10—25 мм для производства сплавов кремния и валового полукокса для производства углеродистого феррохрома и аналогичных Процессов, экономическая эффективность его использования повышается.
В настоящее время ведут работы по получению рудоуглеродных композиций. При этом количество рудной (минеральной) части может колебаться в широком диапазоне. Способ получения таких материалов, разработанный институтом ВУХИН, Уральским научным центром АН СССР (УНЦ АН СССР) и ЧЭМК, заключается в коксовании угольных шихт, содержащих добавки, в обычных коксовых печах. Электрическое сопротивление получаемого углекварцитового кокса при 1500—2000 К в несколько раз выше, чем у обычного кокса.
Углекварцитовый кокс испытан на ЧЭМК при производстве 90 %-ного ферросилиция вместо дефицитного и дорогостоящего древесного угля. При этом производительность печей увеличилась на 6,5 %, расход электроэнергии уменьшился на 4,5 %. Аналогичные испытания были успешно проведены на ЗФЗ при выплавке 75 %- и 90 %-ного ферросилиция. Успешно был получен и железококс. Препятствием для широкого использования углекварцитового кокса и аналогичных материалов, получаемых при слоевом коксовании, является его повышенная крупность и низкая прочность. При одностадийном дроблении углекварцитового кокса образуется большое количество высокозольной мелочи, реализация которой затруднительна.
4.2.3 Железосодержащие материалы
Основным железосодержащим компонентом шихты при выплавке сплавов кремния является стружка углеродистых сталей. Применение чугунной стружки допустимо лишь при выплавке сплавов, предназначенных для использования в чугунолитейном производстве, так как содержащийся в ней фосфор (1,2 %) практически полностью переходит в сплав. Недопустимо применение стружки легированных сталей и стружки, загрязненной примесями цветных металлов. Исключение может составлять использование хромистой стружки при выплавке хромсодержащих сплавов и т. п. Недопустимо применение длинной спутанной стружки, затрудняющей дозирование шихты, и использование замусоренной, содержащей большие количества масла, и окисленной железной стружки. При использовании сильно оксидной стружки увеличивается расход электроэнергии и восстановителя, а стружка, содержащая гидриды оксидов железа, кроме того, способствует повышению содержания водорода в сплаве.
Неоднократные попытки использовать при восстановительных процессах вместо стружки железную руду и окалину не дали положительного эффекта, так как в этом случае необходимо увеличить содержание углерода в шихте примерно на 20 кг на 100 кг руды для восстановления окатышей до железа, что сводит на нет ожидаемое увеличение электрического сопротивления шихты и глубины посадки электродов. Кроме того, 100 кг даже хорошей руды вносят около 13 кг шлакообразующих примесей, что позволяет сделать вывод о нецелесообразности использования руды (или железного агломерата) в восстановительных процессах производства ферросплавов.
В связи с дефицитностью железной стружки и значительными затратами на ее перевозку в отдельных районах, например в Восточной Сибири, может стать целесообразным использование железистых кварцитов в том случае, если экономия на стоимости сырья и транспорте будет больше, чем убытки от увеличения расхода электроэнергии и соответствующего снижения производительности печей. Железистые кварциты содержат 25—40 % Fe.
Как показали исследования, в качестве железосодержащего материала могут быть использованы отходы обогащения железистых кварцитов (45—48 % Fe) с минимальным содержанием СаО+Аl2О3 (1,5%). При сложившихся ценах на железную стружку применение отходов обогащения железистых кварцитов может оказаться экономически эффективным при выплавке сплавов ФС-25, ФС-45 и ФС-65. В качестве железосодержащего материала при выплавке 75%-ного ферросилиция успешно использованы обожженные окатыши из магнетита или металлизованные окатыши. В металлотермических процессах как железосодержащий материал и дополнительный источник кислорода используют высокосортные железные руды.
4.2.4 Флюсы
В качестве шлакообразующей присадки в ферросплавной промышленности используют известь, плавиковый шпат, реже—кварцит, бокситы и высокосортные железные руды. Известь должна содержать >90 % СаО, <3 % SiO2, <3% MgO и минимальное количество углерода и фосфора. Лучшей по качеству является известь, полученная обжигом во вращающихся трубчатых печах, однако для производства силикокальция необходимо использовать крупнокусковую известь, полученную в шахтных печах и содержащую >94 % СаО. Плавиковый шпат должен содержать >65 % CaF2 и <30 % SiO2, а лучшие сорта >92% CaF2 и около5% SiO2. Иногда используют флюоритовую руду, содержащую >55 % CaF2. Кроме низкого содержание кремнезема, желательно иметь в плавиковом шпате минимальное содержание вредных примесей.
В качестве флюса используют также кварцитовую мелочь и боксит, которые должны содержать минимальное количество вредных примесей — фосфора, серы. В некоторых случаях в качестве флюса целесообразно применять различные отходы, например, отработанные катализаторы, содержащие кроме глинозема такие ценные элементы как хром, марганец, молибден и др.
4.3 Основные элементы конструкции РВП
Конструкция РВП включает в себя кожух, печную ванну, футерованную огнеупорными материалами, механизм вращения ванны (в случае вращающейся печи), электроды, свод (для закрытой печи), токоподвод, электропечные трансформаторы, электрододержатель, сливные летки, механизмы перемещения и перепуска электродов, а также прожига летки.
Печи периодического действия (с открытой дугой). Характерным представителем печей этого типа является рафинировочная печь РКО-3,5 (рис. 9-24), предназначенная для выплавки безуглеродистого феррохрома, малоуглеродистого ферромарганца, рудоизвесткового расплава, металлического марганца и ферровольфрама периодическим процессом.
Конструкция печи выполнена по типу дуговых сталеплавильных печей.
Печь оборудована трехфазным электропечным трансформатором мощностью 3500 кВ-А и имеет цилиндрический, футерованный магнезитом кожух. Три графитированных электрода диаметром 0,350 м расположены по вершинам равностороннего треугольника.
Электрододержатель с электродами смонтирован на расположенной независимо от печной ванны шахте. Печь оборудована механизмами наклона и поворота ванны. Выделяемые из печи газы удаляют через вытяжной короб (не показанный на рисунке), закрывающий рабочее пространство по всему объему. Через вытяжной короб пропущены загрузочные лотки, которые могут перемещаться вручную для направления шихтовых материалов в определенную точку ванны. Перепуск электродов — дистанционный, пружинно-пневматический. Электрический режим поддерживается автоматически регулятором мощности, осуществляющим регулирование по сопротивлению. Короткая сеть печи состоит из шинного пакета, подсоединяемого к электропечному трансформатору, гибких кабелей и токоведущих труб электрододержателя. Футеровка печи выполнена магнезитовым кирпичом. Печь оборудована гидравлическими цилиндрами для наклона ванны в сторону сливного носка на 40° и рабочего окна на 15°. Перемещение электродов в вертикальной плоскости производят механизмом перемещения, состоящим из двигателей постоянного тока с редукторами и системой управления двигателями и тросовой (или реечной) передачей, обеспечивающей поступательное движение электрододержателя с электродами.
Печи непрерывного действия. Ко второй группе РВП относятся печи непрерывного действия для бесшлаковых процессов и в первую очередь для выплавки ферросплавов. Типичными представителями этой группы цилиндрические печи типа РКЗ-16,5 (рис. 9-25) и прямоугольные типа РПЗ-48 (рис. 9-26).
В ферросплавную электропечь РКЗ-16,5 загрузку шихтовых материалов осуществляют через загрузочные течки и воронки без уплотнения зазора электрод — свод, и поэтому печь следует отнести к типу полузакрытых. Три самообжигающихся электрода диаметром 1200 мм расположены по вершинам равностороннего треугольника. Питание печи осуществляют от трех однофазных трансформаторов ЭОЦН-8200/10 мощностью по 5500 кВ-А.
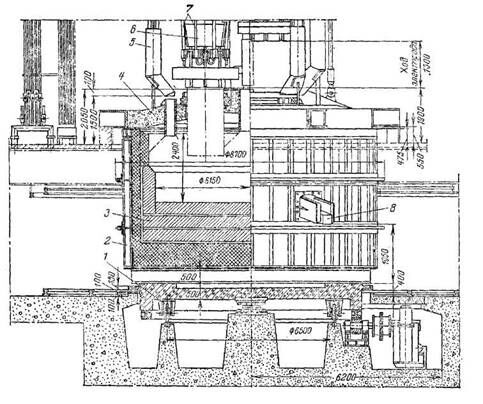
Рис. 9.25
Кожух печи через двухтавровые балки опирается на железобетонную плиту, жестко связанную с механизмом вращения печи, который используется преимущественно при малошлаковых процессах для повышения газопроницаемости ванны, общего КПД и электрического сопротивления. Свод печи — металлический водоохлаждаемый и состоит из шести секций, внутренняя поверхность которых покрыта слоем жаропрочного бетона толщиной 20—50 мм. Охлаждение свода, короткой сети я других элементов конструкции осуществляют от сборного коллектора. Ванна печи футерована асбестом, диатомитовой засыпкой, шамотным кирпичом и угольными блоками в зоне расположения расплава. Электрододержатель имеет восемь контактных щек, прижим которых осуществляют пружинами, а отжим — давлением масла. Перемещение электродов производят гидроподъемниками, состоящими из трех вертикальных плунжеров, траверсы и уплотнения. Питание гидроподъемников и прижимных устройств осуществляют от насосно-аккумуляторной станции. Устройство для перепуска электродов — дистанционное, пружинно-гидравлическое. Для выпуска сплава печь РКЗ-16,5 имеется механизм прожига летки, питаемый от одной из фаз короткой сети. Для отбора печных газов на своде печи установлены рабочий и резервные стаканы газоходов, веющие песочные уплотнения отверстий в своде.
Ферросплавная электропечь типа РПЗ-48 (рис. 9-26) предназначена для выплавки силикомарганца различных марок и оборудован печными трансформаторами мощностью 3X21000 кВ-А. Электропечь имеет прямоугольный кожух с футеровкой, выполненной из угольных блоков, шамотного и магнезитового кирпича, а также компенсационного слоя из молотого шамота. Прожиг каждой из трех сливных леток, расположенных в линию по боковой поверхности кожуха, осуществляют от установок, электрически связанных с одной из фаз печи. Свод печи выполнен плоским водоохлаждаемым с обмазкой внутренней поверхности огнеупорным бетоном.
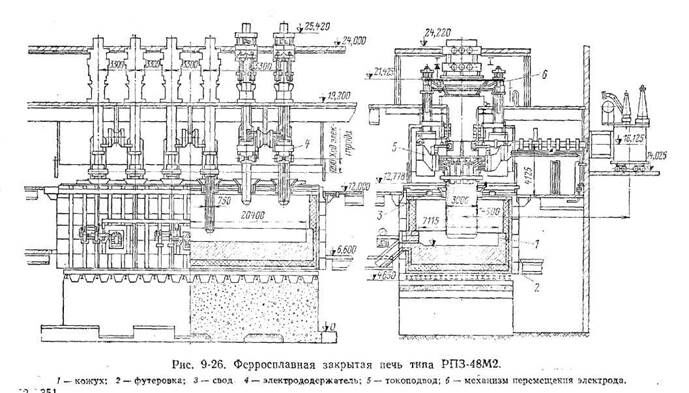


Электрододержатель перемещается в вертикальном направлении с помощью двух гидроподъемников с синхронизацией, установленных на перекрытии цеха. Механизм перемещения снабжен устройством фиксации электродов в вертикальной плоскости. Короткая сеть печи состоит из шихтованных трубчатых пакетов, гибких медных кабелей, токоведущнх труб и контактных плит. Охлаждение элементов короткой сети, свода, плит осуществляют от сборного коллектора.
Устройство для перепуска электродов – дистанционное, пружинно-гидравлическое; питание механизмов перепуска и перемещения электродов, а также электрогидравлического регулятора мощности печи осуществляют от насосно-аккумуляторной станции. Уплотнение зазора в месте прохода мантеля через рабочую площадку осуществляется гидрозатвором.
Печь РОЗ-48 оборудована установкой продольноемкостной компенсации, позволяющей увеличить фактическую активную мощность печи и улучшить ее коэффициент мощности.
Многошлаковые электропечи. К третьей группе РВП относятся печи для многошлаковых процессов и процессов с выпуском парообразных продуктов реакции, отличающие большой мощностью и полной гермитизацией конструкции печной ванны. Типичным представителем этой группы является электропечь для возгонки желтого фосфора типа РКЗ-Ш (рис. 9-27).
Печь имеет цилиндрический кожух и ванну, футерованную угольными блоками в плавильной зоне и шамотным кирпичом в верхней части кожуха. Арочный свод печи выполнен из жаропрочного бетона и укрыт трехсекционной крышкой для герметизации ванны от паров фосфора. Проход электрода в своде печи уплотнен сухим сальниковым устройством. Электрододержатель перемещается в вертикальном направлении гидроподъемником с реечным синхронизатором. Перепуск электродов — дистанционный, пружинно-гидравлический. Короткая сеть печи состоит из трех однофазных трансформаторов, трубчатых пакетов, гибких пакетов лент, токоведуших труб и контактных плит, расположенных под сводом печи. Печь снабжена двумя шлаковыми и двумя феррофосфорными летками. Загрузка шихты осуществляется через 10 труботечек, расположенных вокруг электродов и в центре печи. Система водоохлаждения питает короткую сеть и злектродрдержатели охлаждающей водой.
Полученный в печи газообразный фосфор очищают от пыли в электрофильтрах и конденсируют в специальных отстойниках,
Токопровод служит для передачи электрической энергии от сети в печную ванну. Токоподвод выполняют из бронзовых или медных трубошин, водоехлаждаемых медных труб, гибких кабелей типа МГЭ 650 или МГЭ-1000, обеспечивающих рабочий ход электрода, контактных башмаков (подвижного и неподвижного) и щек, а также медных компенсаторов. Для печей мощностью до 22,5 MB-А применяют шины прямоугольного сечения.
Контактная щека является наиболее ответственным и напряженным узлом токоподвода. Наиболее предпочтительна конструкция щеки из медной доски со сверлением каналов водяного охлаждения. Токоведущие трубы токоподвода приваривают к выступающим трубам водоохлаждения контактной щеки. Допустимая плотность тока в контакте (1,0—1,5) • 10-2 А/мм2. Присоединение токоподвода к трансформатору осуществляют через медные компенсаторы, которые состоят из наконечников и пакета лент. Они облегчают монтаж соединений с шинным пакетом и разгружают выводы трансформатора от механических нагрузок.
Электрододержатель РВП служит для подвода тока к электроду и удержания электрода на заданной высоте. В состав электрододержателя входят описанная выше контактная щека, несущий цилиндр, нажимное кольцо и элементы водоохлаждения. Контактные щеки и нажимное кольцо подвешивают к несущему цилиндру через электрически изолированные подвески и серьги. Несущий цилиндр опирается на рабочую площадку отметки'перепуска электродов. В зазор между кожухом электрода и несущим цилиндром вдувают воздух с температурой 30—40°С.для обеспечения стабильных тепловых условий формирования самообжигающегося электрода. Расход воздуха равен 3000—6000 м3/ч для электродов диаметром 1,2—1,5 м.
Механизм перемещений электродов служит для их вертикального передвижения вверх и вниз с целью поддержания электрической мощности и для ремонтных работ (замены электрододержателя или частичного ремонта).
Скорость перемещения равна 0,5—1,0 мм/мин, а рабочий ход (перемещение) электрода 600—1200 мм (в зависимости от мощности печи и особенностей технологии).
Механизм перемещения может быть электромеханическим или гидравлическим. Первый состоит из барабанной лебедки со стальными канатами и стойками с обоймами и роликами и применяется для РВП мощностью до 10,5 MB-А.
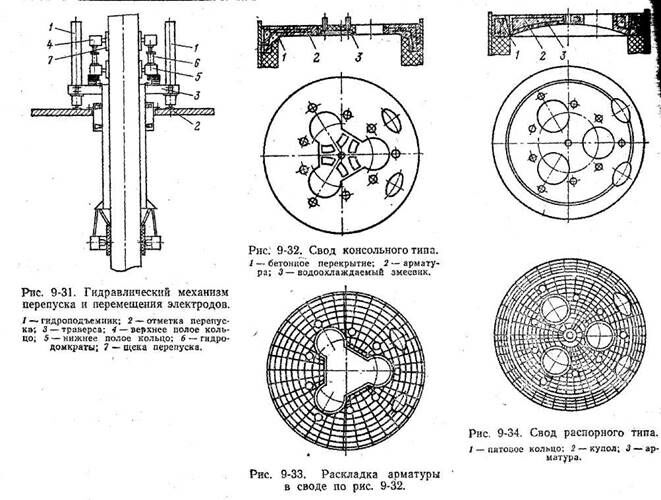
Для печей большей мощности рекомендуется гидравлический механизм (рис. 9-31), состоящий из двух гидроподъемников, закрепленных на отметке перепуска, штоки которых жестко связаны с траверсой механизма перепуска. Перепуск осуществляют для компенсации линейного расхода самообжигающегося электрода. Разовый перепуск электрода не должен превышать. 30 мм с целью предотвращения развития недопустимых термических напряжений в электроде и нарушений положения реакционной зоны в ванне. Линейный расход электрода в зависимости от процесса равен 200—700 мм за сутки, что соответствует частоте перепусков по 20— S0 мм 1 раз за 1—2 ч. Механизм перепуска состоит из траверсы, на которой смонтированы два кольца перепуска, и гидродомкратов. Внутренняя поверхность щек -:олец перепуска покрыта резиной для увеличения коэффициента трения между щекой и кожухом электрода. Зажим колец перепуска обеспечивается гидродомкратами.
Ещё посмотрите лекцию "8 Средства для упаковки, укупорки и оформления лекарственных препаратов" по этой теме.
Механизм прожига летки обеспечивает раскрытие (разделку) летки для выпуска шлака или расплава путем перемещения прожигового электрода.
Аппарат прожига подключают к одной из фаз элекропечного трансформатора либо к специальному трансформатору (для печей большой мощности).
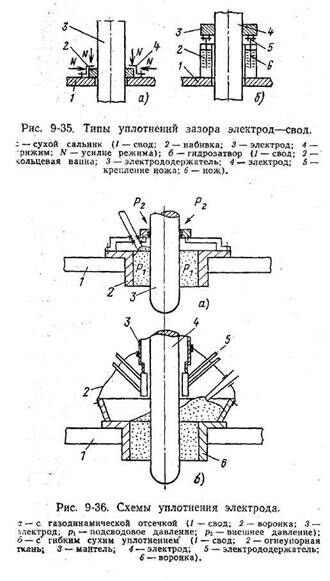
Свод закрытой печи может быть выполнен консольного (рис. 9-32) или распорного (рис. 9-33 и 9-34) типа.
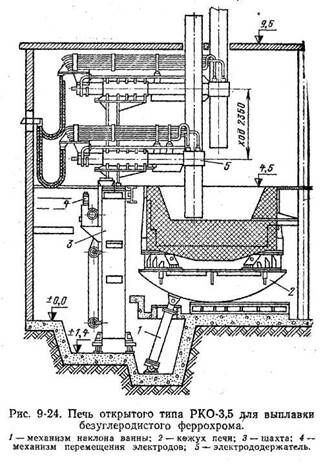
В случае высокотемпературных процессов (выплавка ферросплавов, кристаллического кремния) рекомендуется водоохлаждаемый свод консольного типа. Для процессов с температурой под сводом до 1000°С (возгонка фосфора, выплавка медно-никелевых штейнов и др.) рекомендуется распорный неводоохлаждаемый свод. При выплавке продуктов с химически активными элементами при температуре под сводом 600—1000°C целесообразна установка водоохлаждаемой вставки в центре свода распорного типа в зоне его максимального износа. Для герметичных печей наибольшее применение получили уплотнения зазора между электродом и сводом, показанные на рис. 9-35 и 9-36.
Наиболее предпочтительно, удобно и надежно в эксплуатации сухое сальниковое уплотнение (рис. 9-35, а).