10 (1000339), страница 2
Текст из файла (страница 2)
3. Вязка жгутов
Для вязки используют шнуры, нитки, изоляционную ленту, термоусадочные трубки и т. д.
Шаг вязки (5-40 мм) зависит от сечения проводов, числа проводов, и диаметра жгута. На криволинейных участках шаг уменьшается взависимости от диаметра и радиуса изгиба жгута.
Для снижения трудоёмкости процесс вязки жгутов автоматизируют, используя специальные полуавтоматические станки.
Для защиты от механических воздействий жгут обматывают изоляционной лентой, а для защиты от воздействия высоких температур и агрессивной среды жгуты помещают в трубчатые оболочки, после снятия с шаблона.
В серийном производстве для изготовления жгутов используют конвейерные линии, разбивая ТП на ряд мех. операций.
4. Получение контактных соединений
Жгуты в аппаратуре укладывают согласно монтажной схеме. Перед монтажом контролируют качество заделки концов проводов и экранов, наличие маркировки, отсутствие повреждений токоведущих жил и изоляции.
Жгуты на каркасе крепят металлическими скобками с установкой под ними изоляционных трубок.
При этом учитывают возможность снятия жгута без демонтажа элементов схемы. В местах возможного соприкосновения с острыми кромками каркаса используются диэлектрические прокладки.
Для получения контактных соединений широко применяют методы индивидуальной и групповой пайки и сварки. Широкое распространение для внутриблочных соединений получил метод накрутки.
МОНТАЖ НАКРУТКОЙ
Предназначен для получения электрических соединений с помощью одножильных проводов и штыревых выводов.
Этот монтаж исключает применение припоев и флюсов, повышает надёжность по сравнению с паянными при механических воздействиях и изменении климатических условий, ускоряет процесс эл. монтажа РЭА и создаёт условия для его автоматизации.
Контактное соединение накруткой возникает в зоне контакта провода с острыми кромками вывода.


Возможно соединение накруткой с применением изолированного провода, изоляция которого прорезается острыми кромками вывода.
Соединение накруткой должно удовлетворять следующим требованиям:
-
-минимальное номинальное и переходное сопротивление
-
-газонепроницаемость для исключения коррозии
-
-сумма площадей зон контакта должна быть больше поперечного сечения провода.
-
-электрическая стабильность контакта во времени при механических и климатических воздействиях.
Эти требования обеспечиваются выбором соответствующих материалов вывода и провода , конструкцией соединения и технологическими условиями его получения.
Материал вывода должен обладать пластичностью для образования контактных поверхностей , упругостью и прочностью для сопротивления скручиванию в процессе навивки провода. Для изготовления выводов используют: медь, латунь, никелево-серебряные сплавы, бериллиевую бронзу.
На выводы наносят устойчивые к окислению покрытия из золота, серебра, олова, сплава олово-свинец.
В качестве провода для накрутки используют медный одножильный провод. Иногда используют латунь или никель. Диаметр провода 0,17-1,2 мм. Увеличение диаметра требует увеличения усилия натяжения и использования более прочных выводов.
Требование равенства суммы площадей зон контакта соединения накруткой и поперечного сечения провода обеспечивается при наличии 12 контактных поверхностей для обычной РЭА и 20 - для специальной.
Соединение состоящее из 5-6 витков луженного медного провода, навитого на вывод из фосфористой бронзы с золотым покрытием обеспечивает номинальное сопротивление 0,001-0,0003 Ом. После электрических, механических, климатических испытании оно увеличивается не более чем на 0,001 Ом. Переходное сопротивление соединения накруткой составляет 0,004-0,008 Ом.
Для обеспечения электрической и механической стабильности соединения большое значение имеет процесс диффузии контактирующих металлов.
Срок службы соединения накруткой при нормальных климатических воздействиях 15-20 лет.
Формы поперечного сечения выводов
Вывод должен иметь минимум две острые кромки.

квадратная прямоугольная ромбовидная

двойная треугольная U-образная V-образная
Наибольшее распространение получили квадратные и прямоугольные выводы , причем квадратные имеют ряд преимуществ при автоматизации монтажа накруткой.
U и V образные выводы имеют большую упругость по сравнению с прямоугольными при одинаковой площади сечения. Их применяют в ламповых панелях и реле, а также для монтажа РЭА, работающей при температуре 120-180 С. При такой температуре напряжение в проводе снижается вдвое, а упругость вывода позволяет сохранить электрические и механические параметры соединения.
Для обеспечения сопротивления скручиванию при навивке площадь поперечного сечения вывода должна быть не менее площади сечения провода. Обычно отношение диаметра жилы провода к стороне квадратного вывода 0,5-0,6 , а к стороне прямоугольного вывода 0,3-0,5 , при соотношении стороны не более чем 1:3.
Длина вывода определяется диаметром провода, числом витков в соединении, количеством соединений на выводе и составляет 12-38 мм.
При монтаже накруткой используют три вида соединений:
-
-не модифицированное - путём навивки на вывод неизолированного участка одножильного провода.
-
-модифицированное - отличается от первого наличием 1-2 витков изолированного провода.
Изоляция снижает вероятность поломки первого витка провода при механических воздействиях за счёт уменьшения концентрации напряжения в точках контакта.
-
-бандажное соединение - состоит из нескольких витков бандажной проволоки навитой на параллельно расположенные ввод и вывод.
Используется при образовании контактных соединений с выводами навесных ЭРЭ, шинами питания и при использовании многожильных проводов.
Наибольшее распространение нашло модифицированное соединение.
Условия соединения накруткой:
-
-плотное прилегание витков провода друг к другу (просвет между витками не более 0,2 диаметра провода).
-
-не допускается выступание конца последнего за пределы соединения больше, чем на диаметр жилы провода. Иначе увеличивается вероятность развивки последних витков и возникает опасность повреждения изоляции прокладываемых впоследствии проводников.
-
-не допускается навивка внахлёст.
-
-на каждом выводе рекомендуется выполнять не более трёх соединении(большее число соединений может вызвать скручивание вывода и затрудняет ремонт).
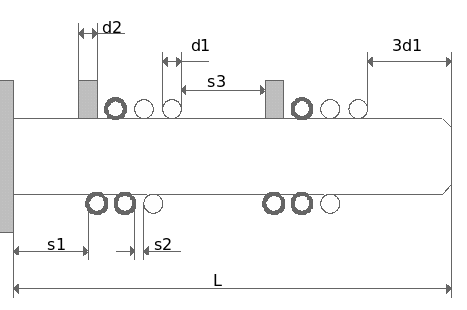
Учитывая рассмотренные конструктивные особенности соединения накруткой можно рассчитать длину вывода.
L=[n1*d1+(n2+1)*d2+(n1+n2)s2]*N+s1+(N-1)*s3+3d1
- n1 и n2-число
неизолированных и
изолированных витков
провода.
- d1 и d2-диаметр
неизолированного и
изолированного провода.
- s1-расстояние между
первым витком и
основанием.
- s2-расстояние между
смежными витками.
- s3-расстояние между
двумя соединениями.
- N-число соединений на
выводе.

Валик имеет два отверстия:
-центральное (1) - для размещения вывода.
-боковое ступенчатое (2) - для размещения неизолированного и изолированного участков монтажного провода.
Приводом служит устройство - пистолет для накрутки. Наружный диаметр (D) втулки выбирается в зависимости от размеров вывода, диаметра провода и условий получения соединения.
Качество соединения зависит от силовых параметров процесса накрутки.
Операцию накрутки можно разбить на несколько переходов:
-конец монтажного провода вводится в боковое отверстие валика навивки.
- свободный участок провода отгибают к внешней поверхности валика.
-валик надвигают на выход.
-вращают валик с помощью пистолета.
Технологическое время накрутки 0,3-0,8сек. С помощью монтажного пистолета и подготовленных проводов (мерно отрезанных с зачищенными концами) монтажник может выполнить 30-50 соединений в час.
При этом большая часть времени идёт на поиск очередного соединения, выбор перемычки соответствующей длины, заправку конца её в пистолет, ориентацию пистолета относительно вывода и укладку перемычки между выводами.
Для увеличения производительности монтажа накруткой применяют полуавтоматические и автоматические установки.
В полуавтоматических установках автоматизирован поиск координаты очередного соединения и перемычки соответствующей длинны и цвета. Поиск координаты осуществляется либо с помощью световой индикации либо с использованием позиционирования и фиксации инструментодержателя (держатель пистолета) относительно соответствующего вывода.
Производительность в таких установках 200-500 соед./час, число ошибок 0,001-0,01% от числа соединений.
Монтажнику остаётся только заправлять пистолет и выполнять соединения, включать систему позиционирования и укладывать перемычки между выводами. Полуавтоматы оснащены системой с ЧПУ.
Автоматические установки для монтажа накруткой требуют от оператора только установки объекта монтажа, заправки провода в специальную головку, пуск автомата и периодического контроля за его работой.
Монтаж ведётся не перемычками, а непрерывным проводом. Изоляция удаляется в процессе монтажа. Управление осуществляется с помощью ЭВМ. Производительность до 1200 соед./час, число ошибок 0,001-0,005%.
МОНТАЖ РАЗЪЕМНЫМИ СОЕДИНЕНИЯМИ.
Электрические разъёмные соединения применяются для удобства эксплуатации и ремонта РЭА.
Разъём состоит из двух частей:
-вилочной планки (с плоскими или цилиндрическими контактами).
-розеточной планки (с пружинными контактами).
Как правило вилочная часть устанавливается на ФЯ, а розеточная часть на раме блока.
Требования к разъединяющим контактам:
-
-незначительное и постоянное контактное соединение (складывается из сопротивления материала контакта, переходного сопротивления, сопротивления окисного слоя)
-
-предельно допускаемая токовая нагрузка - определяется термической нагрузкой из-за пластмассового основания и зависит от поперечного сечения, материала контакта и плотности тока в месте контакта; лежит в пределах 0,5-5 А.
-
-высокое сопротивление изоляции Ом) - испытывают при напряжении 2000 В,
-
-незначительная ёмкость контактов относительно друг друга (1 пФ).
-
-небольшое усилие сочленения и расчленения - влияет также и на контактное сопротивление. На практике: сила сочленения ~0,3 кгс (на один контакт). сила расчленения 0.05-0,2 кгс (на один контакт).
-
-большое количество сочленений - ограничивается стиранием рабочей части контакта и усталостью пружинной части (зависит от контактной силы). Принимают 500-1000 циклов сочленений.
-
-прочие требования: самоочищение контактов, устойчивость к климатическим воздействиям, вибрации и ударам.
Различают непрямые и прямые электрические соединители.
Непрямые электрические соединители
Вилочная часть устанавливается на печатную плату и там контактируется при пайке собранной платы. Розеточная часть устанавливается в раме корпуса. Чтобы достичь свободного вставления частей соединителя без механических повреждений контакты розеточной части делают “плавающими”, а отверстия для введения контактов в пластмассовый корпус делают воронкообразными.

















