«Организация сложного производственного процесса во времени» Вариант 17. На участке производится сборка изделия Б. Технологический процесс сборки представлен в таблице. Месячная программа выпуска изделий составляет 1000 шт. Размер партии запуска 100 шт. К
Описание
на тему
«Организация сложного производственного процесса во времени»
по курсу
«Организация и планирование производства»
Группа: Э1-102
Вариант: 17
Условие задания
На участке производится сборка изделия Б. Технологический процесс
сборки представлен в таблице.
Месячная программа выпуска изделий составляет 1000 шт.
Размер партии запуска 100 шт.
Количество рабочих дней в месяце – 20, режим работы сборочного
участка – 2 смены, продолжительность рабочей смены – 8 ч.
Необходимо:
1. Построить веерную схему сборки изделия Б;
2. Установить ритм;
3.Определить длительность операционного цикла партии изделий по
сборочным единицам;
4. Рассчитать необходимое количество рабочих мест;
5. Построить цикловой график сборки изделия Б;
6.Закрепить операции за рабочими местами исходя из коэффициент их
загрузки;
7. Построить цикловой график сборки изделия с учетом загрузки
рабочих мест;
8. Рассчитать опережение запуска-выпуска сборочных единиц изделия;
9.Определить длительность производственного цикла сборки партии
изделий
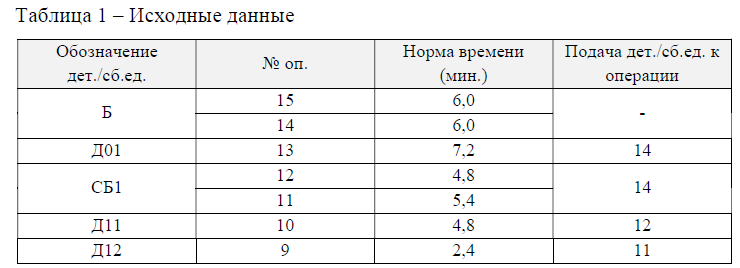
Таблица 1 – Исходные данные
Обозначение
дет./сб.ед.
№ оп.
Норма времени
(мин.)
Подача дет./сб.ед. к
операции
Б
15 6,0
-
14 6,0
Д01 13 7,2 14
СБ1
12 4,8
14
11 5,4
Д11 10 4,8 12
Д12 9 2,4 11
3
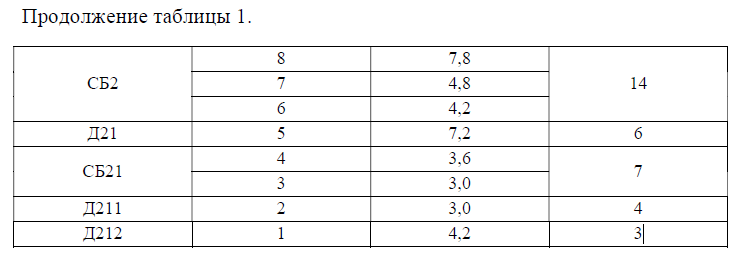
Продолжение таблицы 1.
СБ2
8 7,8
7 4,8 14
6 4,2
Д21 5 7,2 6
СБ21
4 3,6
7
3 3,0
Д211 2 3,0 4
Д212 1 4,2 3
Показать/скрыть дополнительное описание
Домашнее задание на тему «Организация сложного производственного процесса во времени» по курсу «Организация и планирование производства» Группа: Э1-102 Вариант: 17 Условие задания На участке производится сборка изделия Б. Технологический процесс сборки представлен в таблице. Месячная программа выпуска изделий составляет 1000 шт. Размер партии запуска 100 шт. Количество рабочих дней в месяце – 20, режим работы сборочного участка – 2 смены, продолжительность рабочей смены – 8 ч. Необходимо: 1. Построить веерную схему сборки изделия Б; 2. Установить ритм; 3.Определить длительность операционного цикла партии изделий по сборочным единицам; 4. Рассчитать необходимое количество рабочих мест; 5.
Построить цикловой график сборки изделия Б; 6.Закрепить операции за рабочими местами исходя из коэффициент их загрузки; 7. Построить цикловой график сборки изделия с учетом загрузки рабочих мест; 8. Рассчитать опережение запуска-выпуска сборочных единиц изделия; 9.Определить длительность производственного цикла сборки партии изделий Таблица 1 – Исходные данные Обозначение дет./сб.ед. № оп. Норма времени (мин.) Подача дет./сб.ед. к операции Б 15 6,0 - 14 6,0 Д01 13 7,2 14 СБ1 12 4,8 14 11 5,4 Д11 10 4,8 12 Д12 9 2,4 11 3 Продолжение таблицы 1. СБ2 8 7,8 7 4,8 14 6 4,2 Д21 5 7,2 6 СБ21 4 3,6 7 3 3,0 Д211 2 3,0 4 Д212 1 4,2 3 Министерство науки и высшего образования Российской Федерации МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им.
Н.Э. БАУМАНА Факультет «Инженерный бизнес и менеджмент» Кафедра «Экономика и организация производства» Домашнее задание на тему «Организация сложного производственного процесса во времени» по курсу «Организация и планирование производства» Группа: Э1-102 Вариант: 17 Выполнил: Черников С.Н. Проверил: Шарненко Н.П. Москва, 2022 г. 2 Условие задания На участке производится сборка изделия Б. Технологический процесс сборки представлен в таблице. Месячная программа выпуска изделий составляет 1000 шт. Размер партии запуска 100 шт. Количество рабочих дней в месяце – 20, режим работы сборочного участка – 2 смены, продолжительность рабочей смены – 8 ч. Необходимо: 1. Построить веерную схему сборки изделия Б; 2.
Установить ритм; 3.Определить длительность операционного цикла партии изделий по сборочным единицам; 4. Рассчитать необходимое количество рабочих мест; 5. Построить цикловой график сборки изделия Б; 6.Закрепить операции за рабочими местами исходя из коэффициент их загрузки; 7. Построить цикловой график сборки изделия с учетом загрузки рабочих мест; 8. Рассчитать опережение запуска-выпуска сборочных единиц изделия; 9.Определить длительность производственного цикла сборки партии изделий Таблица 1 – Исходные данные Обозначение дет./сб.ед. № оп. Норма времени (мин.) Подача дет./сб.ед. к операции Б 15 6,0 - 14 6,0 Д01 13 7,2 14 СБ1 12 4,8 14 11 5,4 Д11 10 4,8 12 Д12 9 2,4 11 3 Продолжение таблицы 1.
СБ2 8 7,8 7 4,8 14 6 4,2 Д21 5 7,2 6 СБ21 4 3,6 7 3 3,0 Д211 2 3,0 4 Д212 1 4,2 3 Решение 1. Построение веерной схемы сборки изделия Б Веерная схема сборки изделия Б представлена на рисунке 1. Рис 1. Веерная схема сборки изделия Б 2. Период чередований партий изделий Период чередований партий изделий (режим работы) рассчитывается по формуле: 𝑅р = ⋅ м = ⋅ = 2 дня, 4 где D – число рабочих дней в месяце, Nм – месячная программа изготовления изделий, шт, 𝑛 –размер рабочей партии. По условию в месяце 20 рабочих дней, поэтому из удобопланируемых ритмов 20, 10, 5, 4, 2, 1 выбираем 2, то есть 𝑅у = 𝑅р = 2 дня. 3. Расчет длительности операционного цикла Расчет длительности операционного цикла партии изделий по каждой i-й операции ведется по формуле: 𝑡пс = ` ⋅п.з , где t` i – норма штучного времени на i-й операции с учетом коэффициента выполнения норм, мин.
Например, для 1-й операции: 𝑡пс = 𝑡 ` ⋅ 𝑛 + 𝑡п.з 60 = 4,2 ⋅ 100 + 0 60 = 7 ч. Результаты заносятся в таблицу 2. 4. Длительность операционного цикла Длительность операционного цикла партии изделий по сборочным единицам определяются по формуле: 𝑡с. ед = Σ 𝑡пс. , где K – число операций, входящих в сборочную единицу. Например, по сборочной единице СБ2: 𝑡с. ед = 𝑡пс. = 13 + 8 + 7 = 28 ч. Результаты заносятся в таблицу 2. 5 Таблица 2 – Результаты расчёта длительности операционного цикла Обозначение дет./сб.ед. № оп. Норма времени (мин.) Подача дет./сб.ед. к операции Размер партии (n), шт Длительность операционного цикла партии изделий, ч Длительность операционного цикла партии по сборочной единице, ч Б 15 6,0 - 100 10 20 14 6,0 100 10 Д01 13 7,2 14 100 12 12 СБ1 12 4,8 14 100 8 17 11 5,4 100 9 Д11 10 4,8 12 100 8 8 Д12 9 2,4 11 100 4 4 СБ2 8 7,8 14 100 13 7 4,8 100 8 28 6 4,2 100 7 Д21 5 7,2 6 100 12 12 СБ21 4 3,6 7 100 6 11 3 3,0 100 5 Д211 2 3,0 4 100 5 5 Д212 1 4,2 3 100 7 7 Итого – 74,4 – 100 124 124 5.
Необходимое число рабочих Необходимое число рабочих мест рассчитывается по формуле: Спр = Σ пс. ⋅⋅см = ⋅⋅ = 3,875 → 4 места, где q – количество смен, Tсм – продолжительность смены. 6. Цикловой график сборки изделия Цикловой график сборки изделия Б (рис.2) строится без учета загрузки рабочих мест на основании веерной схемы сборки (см. рис. 1) и длительности циклов сборки каждой i-й операции и каждой сборочной операции (см. табл. 2). 6 Рис 2. Цикловой график без учета загрузки рабочих мест 7. Закрепление операции за рабочими местами. Для достижения равномерности загрузки рабочих мест на каждое из них набирают объем работ, длительность операционного цикла которых была бы равна принятому ритму или пропускной способности рабочих мест.
Итоговое закрепление операций за рабочими местами представлено в таблице 2. Таблица 2- Закрепление операций за рабочими местами № рабо чего мест а № операции, закрепленной за рабочим местом Условное обозначение сборочной единицы Суммарная длительность операционного цикла, ч Пропуск- ная способно сть рабочего места, ч Коэффицие нт загрузки рабочего места IV 13,14,15 Д01, Б 32 32 1 III 6,7,8,9 Д 12,СБ 2 32 32 1 II 11, 12, 5 СБ1, Д 21 29 32 0,90625 I 1,2,3,4,10, Д211,Д212, Д11,СБ 21 31 32 0,96875 8. Построение циклового графика сборки изделия Б с учетом загрузки рабочих мест 7 Цикловой график сборки изделия Б с учётом загрузки рабочих мест представлен на рисунке 3.
Рис. 3. Цикловой график с учетом загрузки рабочих мест 9. Построение уточненного циклового графика сборки изделия Б Уточнённый цикловой график сборки изделия Б, который показывает действительную длительность производственного цикла сборки партии изделий представлен на рисунке 4. Рис. 4 Уточненный цикловой график .
Характеристики домашнего задания
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаПреподаватели

Список файлов

 EcoTime Inc.
EcoTime Inc.















