
Исследование точности пескоструйной резки пакетированных кремниевых пластин
В. В. Жуков, канд. техн. наук, С.А. Степанов инженер (МГТУ им. Н.Э.Баумана)
Исследование точности пескоструйной резки пакетированных кремниевых пластин
The investigating precision of stacked silicon plates
sandblasting separation
Ключевые слова: СВЧ-диод, кремниевая пластина, диск-кристалл,
пескоструйная резка, абразивный материал.
Tags: microwave diode, silicon plate, disk-crystal, sandblasting cutting,
Abrasive vaterial.
Рекомендуемые материалы
Как известно, основу современного полупроводникового диода составляет электронный компонент, получаемый из полупроводниковой кремниевой подложки путем ее разделения на круглые диски-кристаллы.
С учетом постоянно увеличивающихся потребностей приборостроения и техники в современных диодах (до миллиона штук в месяц по плану предприятию отрасли) освоена технология и создано промышленное оборудование для разделения полупроводниковых подложек на диски-кристаллы диаметром от 1.5 мм до 3.2 мм методом пескоструйной резки и маскирования [1]. В настоящее время этот метод признан ведущими в области электроники фирмами-разработчиками и может рассматриваться как безальтернативный для изготовления из тонких полупроводниковых подложек компонентов для СВЧ - диодов ТВ серии и ряда других.
Основной недостаток метода пескоструйного разделения маскированных пластин на диски - ограничение толщины разделяемой кремниевой пластины, - не более 250 микрометров, что обусловлено отклонением формы боковой поверхности дисков-кристаллов после резки от цилиндричности.
При формообразовании диска-кристалла сведение к минимуму конусности боковой поверхности весьма актуально и достигается при резке тонких пластин за счет увеличения времени пескоструйной обработки (рис.1а-г).
Суть метода заключается в следующем. Полупроводниковая подложка в виде тонкой, металлизированной по поверхности кремниевой пластины (p-n-p переход в кремнии сформирован заранее) наклеивается на стеклянную пластину ( см рис 1а), затем маскируется набором защитных диском и загружается в действующую установку. Предварительно наносится клеевой состав на поверхность стекла и кремния, заготовка с приклеенным трафаретом подвергается сушке в камере.
Особенностью процесса пескоструйной резки пластины является то, что обработанная абразивными частицами поверхность между дисками-кристаллами в поперечном разрезе имеет форму «клина» с переменным углом «2α» при вершине, который изменяется неравномерно в процессе резки пластины с 42 градусов до приблизительно минимальных 24 градусов.
Обработка пластины в заключительной стадии (см рис.1г), которая по времени составляет не менее 50% от длительности процесса резки и производится фактически уже по разделенной на диски пластине, дает минимально возможный угол конусности за счет “подрезания“ боковых граней диска-кристалла.
Эффект “подрезания“ боковых граней диска-кристалла достигается при выполнении ряда ограничений, выявленных на практике при подборе режимов резания на действующей установке, а именно:
- необходима минимизация расстояния между защитными дисками маскирующего трафарета из условия сопряжения вершины «клина» с плоскостью клеевого соединения кремния со стеклом (см рис.1в);
- расстояние между защитными дисками задается с учетом толщины прорезаемого слоя кремния и минимального угла «2α» «клина» ( см рис.1г), (искомый угол определялся экспериментально при резке толстой маскированной кремниевой пластины).
После резки пластин единственно доступным размером для контроля параметров диска-кристалла является диаметр «dос » основания, который расположен в плоскости его контакта со стеклянной подложкой ( см рис.1г).
Поэтому после резки пластины, а также в процессе обработки после разделения заготовки на компоненты (см рис.1в), диски-кристаллы контролируются по диаметру
«dос » основания через прозрачную стеклянную подложку с помощью инструментального микроскопа (с точностью до одного микрометра). По окончании обработки допускаемый «разброс» их размеров в различных частях подложки должен укладываться в интервал ± 0.005 миллиметра.
Относительно второго размера «dв » дисков-кристаллов считается, что его можно не контролировать, поскольку он копируется с металлических защитных дисков, подвергаемых контролю-сортировке по размерам и форме на стадии изготовления. Диаметр защитных дисков трафарета в одной изготовленной методом холодной штамповки партии, как правило, постоянен и имеет отклонение в диаметре дисков от условного номинала 1.5, 2.0 и 3.2 мм не более ± 0.005 микрометров.
Согласно ТУ на сборку диода разница между размерами нижнего и верхнего основания дисков-кристаллов в партии, изготовленной из кремниевой подложки толщиной до 250 микрометров, не должна превышать 0.08…0.12 миллиметров.
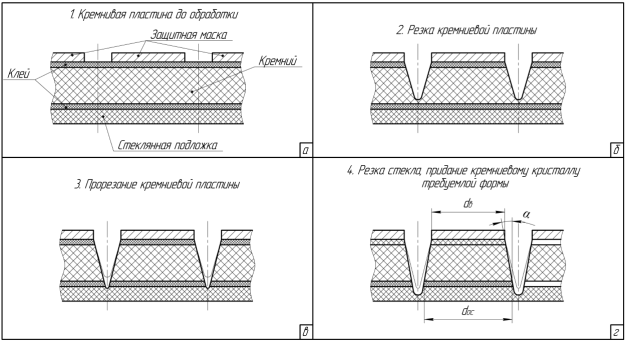
Рис. 1 Стадии разделения маскированной кремниевой пластины
на диски-кристаллы при пескоструйной резке
В настоящее время весьма актуальна задача перехода к пакетной обработке тонких кремниевых пластин, а также пластин из неметаллических материалов (керамика, стекло и т.п.) , толщиной более 500 микрометров.
Известны методы [2] разделения толстых пластин в условиях серийного выпуска компонентов для полупроводниковых диодов, основанные на резке алмазными дисками.
На рис. 2 представлен общий вид установки алмазной резки модели 7100 фирмы Advanced Picing Technologies Ltd. (ADT) (Израиль) [1].
Установка позволяет изготавливать диски-кристаллы, контур которых составлен из прямых линий (квадрат, ромб, шестиугольник и т. п.).

Рис. 2 Общий вид установки алмазной резки модели 7100
Обозначения: 1 – монитор, 2 – световая вышка, 3 – блокировочный замок
крышки режущего блока, 4 – основной автоматический выключатель,
5 – передняя панель, 6 – крышка режущего блока, 7 – мышка,
8 – передняя дверца, 9 – клавиатура, 10 – пневматический и водный пульверизаторы,
11 – крышка секции загрузки/разгрузки, 12 – блокировочный замок секции.
На рис.3 представлена схема алмазной резки полупроводниковой подложки на шестигранные диски-кристаллы, включающая три перехода операции резки (с поворотом заготовки на угол 120 градусов). Максимально возможная глубина резки алмазным диском составляет 10 миллиметров. Форма диска-кристалла – шестигранник (см рис.3 переход 3) в отличие от круглого диска, получаемого при пескоструйной резке.
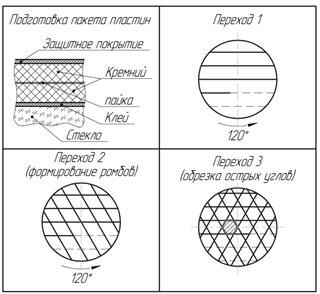
Рис. 3 Схема разделения маскированной кремниевой пластины
на диски-кристаллы при алмазной резке
Апробация оборудования для резки двухслойного пакета кремниевых пластин на шестигранные диски-кристаллы производилась на предприятии с помощью указанной выше установки при следующих режимных параметрах: диаметр и толщина алмазного диска, соответственно, - 30 мм и 25 мкм; частота вращения диска, - 30... 40 тыс. об /мин; скорость подачи алмазного диска, - до 5 мм/сек; время резки пакета из двух тонких кремниевых пластин составило 17 минут.
Поскольку пакет пластин может прорезаться на всю глубину только за один проход алмазного диска по заготовке, скорость его подачи существенно зависит от толщины пакета.
При резке пакета из трех-четырех пластин скорость подачи алмазного инструмента необходимо снижать до 2.0 мм/сек, что, соответственно, увеличивает время резки пакета пластин до 45…50 минут.
В таблице 1 дана сравнительная характеристика неполных текущих затрат по технологическим участкам с установкой пескоструйной резки и установкой алмазной резки при месячной программе предприятия по резке пакетов пластин в количестве 550 штук (заготовка в виде пакета из двух кремниевых пластин толщиной (2х 250) мкм).
Таблица 1
| Наименование параметра | Пескоструйная обработка | Резка алмазным диском |
| Время резки пакета из двух пластин, мин., не более | 10 | 17 |
| Количество разрезанных пластин в месяц (план), шт. | 550 | 550 |
| Подготовительные этапы при резке пакета пластин | Маскирование металлическими дисками | Маскирование, наклеивание на оснастку координатного стола |
| Процент потери кремния при производстве одно и того же количества кристаллов | 34% | 30% |
| Процент выхода годных дисков-кристаллов | 55% | 70% |
| Количество дисков-кристаллов с условным диаметром 2 мм на одном пакете, шт. | 840 | 840 |
| Затраты на замену изношенного инструмента и материалов в месяц, руб. | до 6000 | до 9000 |
| Амортизационные отчисления, руб./год (Срок окупаемости - 5 лет) | 220000 | 380000 |
Из таблицы 1 видно, что способ маскирования и пескоструйной резки является более производительным и менее затратным по сравнению с резкой алмазными дисками.
Вместе с тем видно, что необходимо повышать выход годных по размерам дисков-кристаллов при пескоструйной резке.
Ранее проведенными исследованиями [1] было установлено, что при пескоструйной обработке маскированных образцов из стекла и кремния в течение достаточно длительного времени (до начала разрушения маскирующего покрытия) глубина резания незащищенных маскирующим трафаретом поверхностей увеличивалась только до некоторого предельного значения, пропорционального расстоянию между элементами маски-трафарета.
На рис. 4 а-в представлены результаты проведенных на опытно-промышленной пескоструйной установке двух тестов. При проведении тестов маскирование выполнялось разными маскирующими трафаретами. Для изготовления трафаретов использовались металлические диски диаметром 3.205 миллиметров и толщиной 200 микрометров.
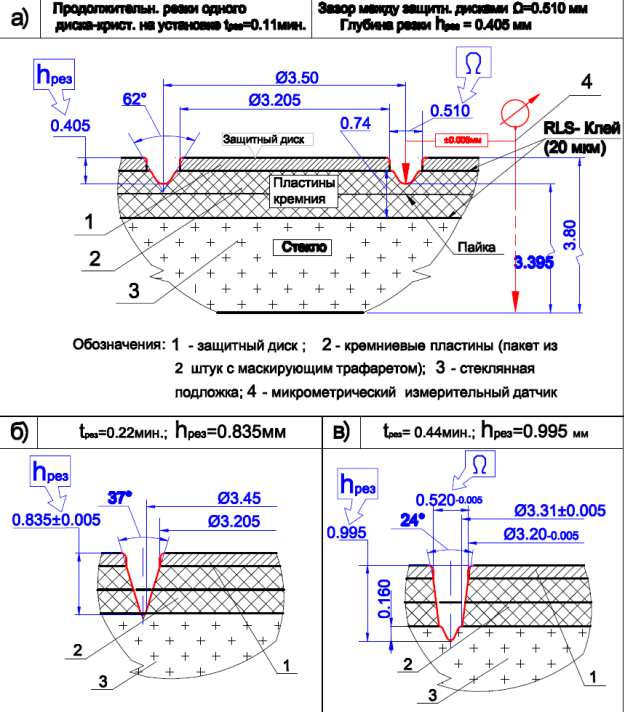
Рис.4 Изменение формы поверхности резки маскированных кремниевых
пластин в зависимости от времени пескоструйной обработки
В первом тесте минимальное междисковое расстояние в трафарете составляло 0.510 мм с допуском ±0.005 мм. Во втором тесте указанный параметр был увеличен до 1 мм.
Ставилась задача исследовать процесс формирования поверхности резания при пескоструйной обработке пакета из двух тонких кремниевых пластин, соединенных пайкой.
Суммарная (измеренная) толщина пакета пластин (заготовок) с учетом толщины трафарета, слоев клея и припоя между кремниевыми пластинами составила 0.835±0.010 мм.
Использовался типовой режим резки однослойных маскированных пластин диаметром 3.2 мм (по номиналу) на пескоструйной установке: скорость подачи кассеты с заготовками – 0.24 мм/с; время двойного хода шести соплового струйного аппарата – 1с;
амплитуда сканирования сопел – 90мм; диаметр активной зоны резания потоком абразивных частиц из сопла на поверхности маскированной заготовки – 10…12 мм.
Расчетным способом определялось технологическое время обработки шестью соплами площадки заготовки, соответствующее размеру защитного диска трафарета, равное 0.44 мин.
В процессе эксперимента измерялись размеры и форма поверхности резки пакета пластин в зависимости от длительности обработки, оценивалось состояние маскирующего покрытия. Значения углов резания ( указанного выше угла «клина») измерялись по изготовленным шлифам на инструментальном микроскопе с ценой деления 0.0001мм и дополнительно проверялись расчетом по измеренным линейных размерам «клина».
На рис.4 а, б, в графически изображено изменение размеров и формы поверхности резки в зависимости от времени пескоструйной обработки. Там же показана динамика изменения размеров защитного трафарета под действием потока абразивных частиц из струйных сопел.
Анализ полученных в тесте результатов показал, что пакет из двух тонких кремниевых пластин толщиной 520 микрометров разделяется на кристаллы-диски после обработки первыми тремя соплами в течении tрез = 0.22 мин. (см рис.4б), однако измеренный диаметр основания кристаллов больше необходимого и составляет 3.45 мм (по осредненным результатам измерения десяти дисков на заготовке). Угол при вершине «клина» поверхности резки пластин кремния составил 35…37 градусов.
При дальнейшей резке абразивные частицы начинают взаимодействовать со стеклянной основой заготовки, стойкость которой существенно выше стойкости кремния, а контактная площадка сравнительно мала. Энергия потока абразивных частиц вынужденно расходуется на расширение «клина» и междискового пространства, вызывая подрезание боковой поверхности кремниевых пластин.
За счет указанного эффекта в заключительной стадии резки достигается уменьшение диаметра основания дисков-кристаллов до приемлемых значений.
Измеренная глубина «клина» на стеклянной пластине (после технологической смывки растворителем дисков-кристаллов со стекла) составила 120…160 микрометров, что косвенно указывает на направленность энергии абразивных частиц на взаимодействие с кремниевыми пластинами.
Результаты второго теста проводились по той же методике, что и первого. Увеличенный вдвое зазор между защитными дисками трафарета повлиял на результат обработки следующим образом: пакет кремниевых пластин был прорезан за меньшее время по сравнению с первым тестом (tрез = 0.19 мин.).
По окончании обработки заготовки тремя из шести сопел (tрез = 0.24 мин.) ширина обработанной полоски стекла вокруг контура нижнего основания диска-кристалла составила 0.20...0.35 миллиметра.
Диаметр основания и угол «клина» поверхности резания увеличились по отношению к тем же параметрам из первого теста и составили, соответственно, диаметр основания - 3.55 мм, угол при вершине «клина» - 46…52 градуса.
Обработка заготовок на заключительном этапе второго теста обеспечила уменьшение вышеуказанных параметров дисков-кристаллов до значений 3.40 мм и 42 градуса, соответственно. Измеренная глубина «клина» на стеклянной пластине (после смывки растворителем дисков-кристаллов со стекла) составила 300…400 микрометров, что указывает на направленность энергии абразивных частиц на взаимодействие с открытыми участками стекла в большей степени, чем с кремнием.
Дополнительно проведенная обработка заготовки при втором тесте (тремя соплами) с целью выяснить возможность доработки дисков-кристаллов до требуемых параметров не дала положительного результата из-за интенсивного износа и уменьшения размеров защитных дисков.
Рекомендация для Вас - 4.8 Итоговые запросы.
Вывод
Проведенные тесты показали, что при формообразовании дисков-кристаллов из пакета кремниевых пластин значимым фактором является минимизация расстояния между защитными дисками маскирующего трафарета.
Минимизировать расстояние между защитными дисками трафарета можно из условия обеспечения резки пакета кремниевых пластин с минимальными углами «клина».
С увеличением толщины пакета зазор между защитными дисками трафарета приходиться, естественно, увеличивать. Угол «клина», задающий форму поверхности резания, можно считать постоянным и равным 28…35 градусам для диапазона минимальных зазоров между защитными дисками от 0.35 мм до 1.20 мм.
Указанного диапазона достаточно для расчета междисковых зазоров трафарета и резки пескоструйным способом трех,- четырехслойных пакетов кремниевых пластин с минимально возможным отклонением формы дисков-кристаллов от цилиндричности.
Литература:
- Жуков В.В., Дощечкин Е.Д. Технология изготовления полимерных маскирующих покрытий с использованием клеевых соединений при пескоструйной резке полупроводниковых материалов.- М.: Сборка в машиностроении, приборостроении. – 2005., № 10.- с.20-23.
- Руководство по установке, эксплуатации и техническому обслуживанию линии резки Pro VECTUS/. - Фирма – изготовитель : Advanced Picing Technologies Ltd/ (ADT). Израиль.- 2014. Полуавтоматическая установка дисковой резки серии ADT 7100., с. 24-32.




















