
Физические основы сварки
Физические основы сварки
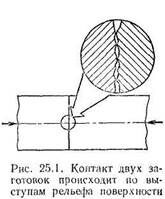
1.1 Сущность образования сварного соединения
Сварка является одним из ведущих технологических процессов современного машиностроения. Она позволяет соединять самые разнообразные материалы и заготовки – от деталей, размеры которых исчисляются долями миллиметра, до гигантских многотонных конструкций. Соединения можно получать на земле, под водой, в космосе. Современная сварочная техника насчитывает десятки способов сварки. Непохожие, казалось бы, между собой, эти способы объединяются одним общим понятием – сварка.
Сварка – технологический процесс получения неразъёмных соединений за счёт установления межатомных (межмолекулярных) связей между поверхностными атомами двух соединяемых заготовок, которые начинают действовать при сближении на расстояние 0,2–0,5 нм. Мешают сближению неровность свариваемых поверхностей и отсутствие свободных связей поверхностных атомов из-за присутствия на поверхности оксидов, а также пленок из адсорбированных атомов газов и жидкостей.
|
| Для получения качественного соединения между двумя заготовками необходимо обеспечить контакт по большей части стыкуемых поверхностей и активировать их, т. е. сообщить поверхностям некоторую энергию. Эта энергия необходима для обрыва связей между атомами заготовки и внешней среды и для повышения энергии поверхностных атомов, которые при этом переходят в активное состояние. Сблизить атомы можно расплавив или совместно деформировав металл свариваемых поверхностей. В зависимости от степени нагрева и наличия давления все процессы сварки делятся на две группы способов: сварка плавлением (в жидкой фазе) и сварка давлением (в твёрдой фазе). | |
|
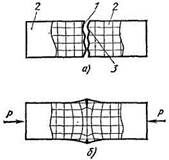
Рис. 25.2. Стадии процесса сварки плавлением: а – заготовки до сварки; б – первая стадия процесса – нагрев кромок и образование жидкой металлической ванны; в – вторая стадия процесса – кристаллизация металла с образованием межатомных связей: 1 – поверхностные пленки; 2 – вводимая энергия; 3 – жидкая ванна; 4 – граница сплавления | Рекомендуемые материалыFREE Маран Программная инженерия Техническое задание Помощь со сдачей Web-технологии 2/2 (ИДДО W-Б-5/5-2-ЗаО/Экз) Полный курс_Итоговая работа_W-Б-5/5-2-ЗаО/Экз_2/2 + Аттестационный курс_Итоговая работа_W-Б-5/5-2-ЗаО/Экз_2/2 -15% Помогу вам сдать - ВСЕ 5 лабораторных работ по администрированию сетей и систем! КМ-2. Основы анализа механизмов. Решение задач -28% Помощь с курсом Гидроэнергетические установки (ИДДО ГУ-Б-5-1-Экз) - под ключ
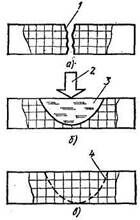
Рис. 25.3. Образование сварного соединения в твердом состоянии: а – исходное состояние; б – пластическая деформация в зоне соединения и образование межатомных связей: 1 – поверхностные пленки; 2 – свариваемые заготовки; 3 – неровности поверхностей | |
При сварке плавлением оплавляются кромки свариваемых заготовок, образуя общую сварочную ванну, а затем происходит её кристаллизация.
При сварке давлением (рис. 25.3) поверхностные атомы сближаются за счёт совместной пластической деформации в зоне соединения (иногда при повышенных температурах), в результате которой происходит вытеснение окислов и плёнок из зоны соединения. Сварка давлением возможна лишь при том условии, что материал способен воспринимать значительные местные пластические деформации без разрушения.
В обоих случаях в зону, где происходит образование соединения, вводится энергия.
Классификация способов сварки
По физическим признакам все процессы сварки делят на классы: термический, механический и термомеханический.
Следующей ступенью классификации является вид источника энергии, непосредственно используемой для образования сварного соединения. По видам источника энергии (ГОСТ 19521–74).
к термическому классу относятся: дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, ионно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная, литейная виды сварки;
к термомеханическому – контактная, диффузионная, индукционно-прессовая, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, термитнопрессовая, печная;
к механическому – холодная, взрывом, ультразвуковая, трением, магнитоимпульсная.
Каждый вид сварки может быть развернут по техническим и технологическим признакам. Например, дуговая сварка выполняется дугой прямого или косвенного действия, плавящимся или неплавящимся электродом, с защитой металла газом, флюсом или каким-либо другим способом. Все эти и другие признаки определяют конкретное содержание и особенности данного процесса.
Способы сварки плавлением
Получили наибольшее распространение.
Наибольшее практическое значение имеет дуговая сварка.
Начало промышленного использования дуговой сварки положено изобретением русского инженера Н. Н. Бенардоса, который в 1881 г. использовал электрическую дугу для целей сварки. Электрическая дуга была открыта и описана русским академиком В. В. Петровым в 1802 г., который в начале XIX века указывал на возможность использования электрической дуги для плавления металла.
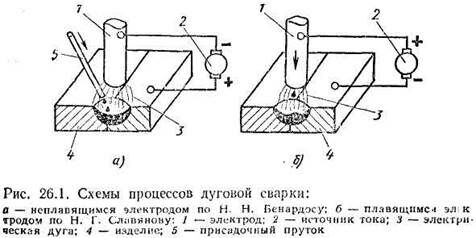
Н. H. Бенардос использовал электрическую дугу, горящую между угольным электродом и металлическим изделием (рис. 26.1, а). Сущность способа состоит в том, что электрическая дуга 3 возбуждается и горит между угольным электродом 1 и изделием 4, которые проводами подключены к источнику питания 2. Теплота дуги расплавляет кромку двух заготовок и присадочный пруток 5. По мере удаления электрической дуги при её движении вдоль соединяемых кромок заготовок жидкий металл кристаллизуется, и образуется сварной шов. Способ дуговой сварки по схеме Н. Н. Бенардоса получил название сварки неплавящимся электродом.
В 1888 г. русский инженер Н. Г. Славянов осущестаил сварку плавящимся электродом. Электрическая дуга, по схеме Н. Г. Славянова, горит между металлическим электродом 1 и металлическим изделием 4 (рис. 26.1, б). При этом электрод расплавляется, капли электродного металла попадают в сварочную ванну, поэтому электродный металл участвует в формировании сварного шва.
Н. Н. Бенардос и Н. Г. Славянов свои изобретения запатентовали во многих промышленно развитых странах. Приоритет русских инженеров в области дуговой сварки признается во всем мире.
Однако широкое применение дуговой сварки началось несколько позже. Это связано и с тем, что для питания сварочной дуги электрическим током нужны специальные источники, обладающие определенными внешними характеристиками – необходимо было время для того, чтобы определить требования к ним, разработать и изготовить.
Кроме того, если не принять меры к защите жидкого металла от контакта с воздухом, металл насыщается кислородом и азотом. В шве образуются оксиды и нитриды, которые в сильной степени снижают прочность и пластичность металла сварного шва. Поэтому развитие процессов дуговой сварки было связано с разработкой способов защиты металла сварочной ванны от воздействия внешней среды.
Электрическая дуга
Одна из форм электрического разряда в ионизированном газе. Для горения дуги необходим специальный источник тока (рис. 26.1, а и б).
|
| Возбудить дугу можно кратковременным касанием изделия сварочным электродом, подключенным к источнику питания. В момент короткого замыкания по цепи протекает электрический ток, который нагревает торец электрода. При разведении электродов после их соприкосновения от поверхности нагретого тела отрываются электроны, обладающие кинетической энергией, достаточной для преодоления силы электростатического притяжения. Под действием электрического поля – разности потенциалов, которая создается источником питания между электродами, электроны устремляются к аноду. Электрическое поле сообщает электронам скорости 1500– 2000 м/с. Летящие с такой скоростью электроны обладают достаточно большой кинетической энергией для того, чтобы, столкнувшись с нейтральным атомом, произвести работу, необходимую для его ионизации. В результате такого |
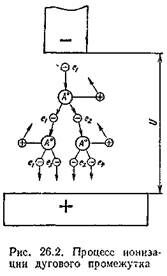
неупругого столкновения вместо одной заряженной частицы получаются три заряженные частицы, которые движутся в электрическом поле (рис. 26.2). Процесс ионизации приобретает лавинообразный характер, что и обеспечивает возбуждение дуги при разведении электродов после их соприкосновения.
Электрическую дугу можно питать постоянным или переменным током. Дуга постоянного тока более устойчива. При питании дуги переменным током промышленной частоты полярность на электродах меняется 100 раз в секунду. Столько же раз дуга гаснет и возбуждается снова. Для большей устойчивости дуги переменного тока в дуговой промежуток вводят легкоионизируемые элементы.
В дуговом разряде различают три зоны: катодную (протяжённость 10-7–10-5 м), примыкающую к катоду (отрицательно заряженному электроду), анодную (протяжённость 10-7–10-5 м), примыкающую к аноду, и столб дуги, расположенный между катодной и анодной зонами. В катодной и анодной зонах наблюдается значительное падение напряжения, вызванное образованием около электродов пространственных зарядов за счёт скопления заряженных частиц. Значения катодного Uк и анодного Uа падений напряжения не зависят от длины дуги. Длина дуги оказывает влияние на падение напряжения только в столбе дуги Uc. Общее напряжение сварочной дуги складывается из суммы падений напряжения в отдельных областях дуги:
Uд = Uа + Uк + Uс.
Температура в столбе дуги, горящей в парах железа, достигает 6000–7000 °С, а катодной и анодной зон составляет 2400–2600 °С.
|
| Электрическая дуга не подчиняется закону Ома. Зависимость напряжения на электродах от силы протекающего через дугу тока носит название статической характеристики дуги (рис. 26.3.) и характерно для всех сварочных дуг. Она показывает, что при малых силах тока (область I) с увеличением силы тока быстро растёт число заряженных частиц, поэтому электрическое сопротивление уменьшается и снижается напряжение, необходимое для поддержания дуги. При |

дальнейшем увеличении силы тока (область II) столб дуги начинает сжиматься, что приводит к меньшей скорости роста числа заряженных частиц, характеристика становится жесткой, а в области III характеристика становится возрастающей. Положение кривой зависит от длины дуги. Чем длиннее дуга, тем выше характеристика.
Полную тепловую мощность дуги, т. е. количество теплоты, выделяемое дугой в единицу времени, приближенно считают равной
q = IUд, Вт,
где I – сила тока, А; Uд – напряжение на дуге, В.
Часть теплоты теряется в окружающую среду. Полезная часть называется эффективной тепловой мощностью дуги qn. Эффективная тепловая мощность сварочной дуги связана с полной тепловой мощностью через эффективный КПД hи, значение которого зависит от способа сварки и колеблется от 0,5 до 0,9.
Источники питания
Источник питания должен:
– иметь достаточно высокое напряжение холостого хода достаточное для легкого возбуждения дуги, но не превышающее 80–90 В, что определяется нормами безопасности труда;
– обладать достаточной мощностью для выполнения определенных сварочных работ;
– не должен выходить из строя в режиме короткого замыкания, поскольку этот режим всегда имеет место при сварке;
– должен иметь устройство для плавного регулирования сварочного тока;
– обладать хорошими динамическими свойствами, т. е. обеспечивать быстрое восстановление режима после коротких замыканий и устойчиво работать на заданном режиме.
Одной из важных характеристик сварочного источника является его внешняя или вольт-амперная характеристика (ВАХ), представляющая собой зависимость между напряжением на клеммах источника и сварочным током. В зависимости от его назначения (для ручной или автоматической сварки, для сварки в защитных газах и т. п.) может быть крутопадающей 1, возрастающей 2 или жесткой 3 (рис. 26.4).
Рассмотрим работу энергетической системы источник–дуга. Для этого совместим на одном графике (рис. 26.5) ВАХ источника и статическую характеристику дуги. Точка 1 ВАХ источника соответствует режиму холостого хода, когда источник включен в сеть и на его выходных клеммах имеется напряжение Uxx, но ток отсутствует. Точка 4 соответствует режиму короткого замыкания, когда электрод коснулся заготовки, например, в момент возбуждения дуги. При этом напряжение между электродом и заготовкой стало равно нулю.
|
|
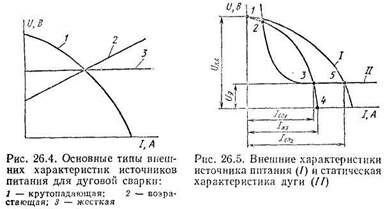
В точках 2 и 3 вольт-амперные характеристики источника и дуги пересекаются. Это означает, что ток, протекающий через дугу, равен току, протекающему через источник, а напряжение на электродах равно напряжению на клеммах источника. Иначе говоря, равенство токов и напряжений определяет условие энергетического равновесия системы. Устойчивое равновесие эта система имеет только в точке 3, координаты которой и определяют режим горения дуги (Iсв, Uд).
Для того чтобы изменить режим сварки, например, увеличить сварочный ток, конструкцией источника предусматривается возможность изменения (регулирования) положения кривой ВАХ. Так, для увеличения сварочного тока до значения Iсв2 ВАХ изменяют так, чтобы точка пересечения 5 со статической характеристикой дуги оказалась в области больших токов.
Чаще для сварки используют однопостовые источники, рассчитанные на питание только одной сварочной дуги. Для питания дуги постоянного тока применяют сварочные генераторы (обеспечивают более устойчивое горение дуги, лучшее отделение капли электродного металла и др.) с приводом от электродвигателя или от двигателя внутреннего сгорания, а также полупроводниковые сварочные выпрямители. Для питания дуги переменного тока применяют сварочные трансформаторы (просты по конструкции, проще в эксплуатации, долговечнее, имеют более высокий КПД).
|
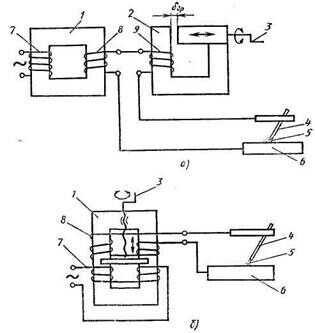
Рис. 26.6. Схемы питания сварочной дуги: а – от трансформатора с отдельной реактивной катушкой (дросселем); б – от трансформатора с подвижными обмотками: 1 – сердечник трансформатора; 2 – сердечник дросселя; 3 – рукоятка регулирования; 4 – электрод; 5 – дуга; 6 – изделие; 7 – первичная обмотка; 8 – вторичная обмотка; 9 – обмотка дросселя | В отдельных случаях целесообразно использовать многопостовые источники питания. Такие источники имеют жесткую внешнюю характеристику, а регулирование сварочного тока для каждого поста осуществляется путём включения последовательно с каждой дугой балластного реостата (активного сопротивления). Крутопадающая характеристика сварочного источника переменного тока может быть получена за счёт отдельной реактивной катушки (дросселя) с увеличенным индуктивным сопротивлением, включенной последовательно с дугой (рис. 26.6, а). Регулирование величины воздушного зазора в магнитопроводе дросселя dдр позволяет изменять индуктивное сопротивление и, следовательно, сварочный ток. Более совершенной является конструкция сварочного трансформатора, в котором первичная и вторичная обмотки размещены на одном общем сердечнике, но расстояние между обмотками можно изменять, за счёт чего достигаются изменение магнитного рассеяния и регулирование сварочного тока (рис. 26.6, б). |
Источники с крутопадающей ВАХ используют при ручной дуговой сварке. При такой форме ВАХ источники имеют достаточно высокое напряжение холостого хода (что облегчает возбуждение дуги) и ограниченное значение тока короткого замыкания, который не превышает рабочий (сварочный) ток более чем на 40–50 %. Поэтому в режиме короткого замыкания (например, при возбуждении дуги) источник не находится в аварийном режиме. Кроме того, при крутопадающей характеристике источника колебания тока, связанные с изменением длины дуги, невелики, и это обеспечивает, что весьма важно, получение равномерного по глубине проплавления металла.
Общая характеристика сварных соединений
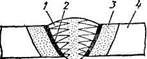
Сварным соединением называется неразъёмное соединение, выполненное сваркой. В сварном соединении (рис. 26.7) различают участки, нагретые в процессе сварки до разных температур и отличающиеся по этой причине физическими, химическими и механическими свойствами: Расплавившийся и закристаллизовавшийся металл образует напряжения. Эти участки называются зоной термического влияния 3. Основной металл 4 в процессе сварки не изменяет своих свойств.
|
| 1 – сварной шов с литой структурой металла; 2 – зона оплавения; 3 – зона термического влияния (температура выше 100°С, возникают внутренние наряжения); 4 – основной металл (без изменений). |
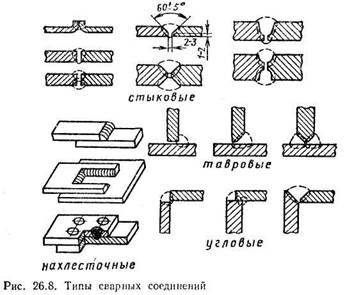
Тип сварного соединения определяет взаимное расположение соединяемых элементов. Различают (рис. 26.8): стыковые, угловые, тавровые и нахлёсточные соединения. Швы бывают стыковыми и угловыми (тавровые и нахлёсточные соединения).
|
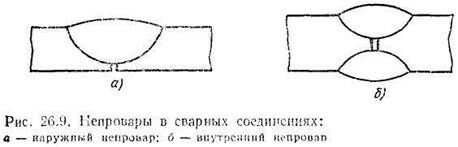
| Сварные швы могут быть односторонними и двусторонними. Они могут выполняться за один проход или за несколько проходов. Качественно выполненный сварной шов должен быть равнопрочен основному металлу. При односторонней сварке не должно быть непроваров в корне шва (рис. 26,9, а), при двусторонней сварке обязательно перекрытие швов во избежание внутренних непроваров (рис. 26.9, б). |
Качественно выполненный сварной шов должен быть равнопрочен основному металлу. В сварных швах не должно быть непроваров (рис. 26,9, а), при двусторонней сварке обязательно перекрытие швов во избежание внутренних непроваров (рис. 26.9, б).
|
|
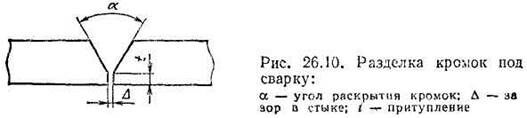
Поскольку электрическая дуга может проплавить металл только на определенную глубину, во избежание непроваров при сварке толстых заготовок на свариваемых кромках делают скос. Подготовка кромок характеризуется (рис. 26.10) углом разделки a, зазором в стыке D и величиной притупления t. Разделка кромок бывает V-образной, с двух сторон и Х-образной. Сварка может проводиться за несколько проходов.
|
|
Равнопрочность сварного соединения основному металлу определяется отсутствием внутренних и внешних дефектов, а также структурой и свойствами металла зоны термического влияния.
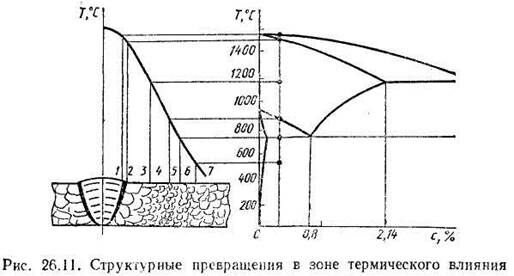
В результате нагрева всех зон сварного шва и охлаждения с различными скоростями в металле шва происходят структурные превращения. Участки металла, расположенные на разных расстояниях от оси сварного шва, нагреваются неодинаково. Зона термического влияния неоднородна по структуре.
В шве и зоне термического влияния можно различить 6 участков (рис. 26.11):
1 – литой металл;
2 – зона неполного расплавления (переходная зона; имеет небольшую ширину, состоит из частично оплавленных зёрен основного металла. Может оказывать решающее влияние на работоспособность сварного соединения. Отсюда развивается коррозия, усталостные трещины.);
3 – зона перегрева (температура на 50–100 °С ниже температуры плавления. Происходит чрезмерный рост аустенитного зерна. Возможна закалка, и как следствие низкая пластичность).
4 – зона перекристаллизации (нормализации; мелкое зерно);
5 – зона неполной перекристаллизации (температуры между точками Ас1 и Ас3. Наряду с зернами металла, не изменившимися при нагреве, присутствуют зерна, образовавшиеся при перекристаллизации);
6 – зона рекристаллизации (рост зерна, огрубление структуры, разупрочнение).
7 – исходную структуру основного металла.
|
|
Чем выше содержание углерода и легирующих элементов в металле (прочность), тем чувствительнее он к термическому циклу сварки, тем сложнее технология его сварки.
Способность материала образовывать сварные соединения называется свариваемостью. Критерием является соответствие свойств сварного соединения свойствам основного металла, конструктивным и эксплуатационным требованиям к соединению. Оценивается по содержанию углерода (основное влияние) и легирующих элементов в стали. Стали, содержащие менее 0,25–0,3 % С, хорошо свариваются в широком диапазоне толщин и режимов. При содержании углерода более 0,3 % свариваемость резко ухудшается. Технология может включать предварительный подогрев изделия перед сваркой, последующую термообработку, использование специальных материалов.
Все материалы разделяют на хорошо, удовлетворительно, ограниченно и плохо сваривающиеся.
Примером плохо сваривающегося материала может быть чугун. Сварные конструкции из чугуна не изготовляют; сварку чугуна выполняют исключительно с целью устранения незначительных дефектов в отливках, а также при ремонте уникальных литых чугунных изделий.
Способы дуговой сварки
Наибольшее распространение получили следующие способы дуговой сварки:
– ручная металлическими электродами с покрытием;
– автоматическая под флюсом и в защитных газах.
Все эти способы предусматривают защиту металла сварочной ванны от контакта с воздухом.
Ручная дуговая сварка
Самый распространённый способ сварки. Широко применяют для сварки заготовок малых и средних толщин (до 30 мм) короткими швами.
Электрод – металлический стержень (длиной 250–450 мм) с нанесённым на него покрытием (рис. 26.12) из шлакообразующих и газообразующих минералов (марганцевые и железные руды, мрамор, кварц) и органические вещества (крахмал, целлюлоза и др.). Электродное покрытие выполняет несколько функций и обеспечивает:
1) стабильное горение дуги за счёт присутствия в покрытии легкоионизируемых химических элементов с низким потенциалом ионизации, таких как калий, натрий, кальций;
2) защиту металла сварочной ванны, это достигается созданием газовой атмосферы, оттесняющей воздух, и образованием шлака на поверхностях сварочной ванны и капель металла;
3) раскисление металла сварочной ванны за счёт присутствия в покрытии более активных, чем железо, химических элементов (имеющих большее сродство к кислороду); наиболее активными раскислителями являются кремний и марганец;
4) легирование металла шва за счёт введения в покрытие ферросплавов (Fe–Cr, Fe–Mo и др.) или чистых металлов, которые при сварке переходят в металл шва, изменяя его химический состав.
|
|
|

Электроды различают по типам и маркам. Тип электродов обозначается буквой Э и цифрами, показывающими гарантированный предел прочности наплавленного металла. Буква А после цифр указывает на повышенные пластические свойства наплавленного металла.
Один тип может включать несколько марок электродов, которые определяют состав покрытия и технологические свойства электродов (род и полярность тока, возможность сварки в различных пространственных положениях и др.).
Требования к электродам для сварки углеродистых и легированных сталей определяются ГОСТ 9467-75, а для сварки высоколегированных сталей – ГОСТ 10052-75.
Ручную сварку начинают зажиганием дуги путём прикосновения конца электрода к свариваемому изделию и быстрого отвода на расстояние в несколько миллиметров. На дуге возникает напряжение 20–25 В, зависящее от длины дуги и марки электрода.
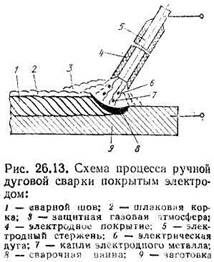
На рис. 26.13 показана схема ручной дуговой сварки. Электрическая дуга 6 горит между металлическим стержнем электрода 5 и свариваемой заготовкой 9. Стержень электрода плавится, и расплавленный металл в виде отдельных капель 7 переносится в сварочную ванну 8, образовавшуюся в результате плавления кромок заготовок. Вместе со стержнем плавится электродное покрытие 4, образуя газовую защитную атмосферу 3 вокруг дуги и жидкий шлак, покрывающий поверхность металлической сварочной ванны и капли жидкого металла. По мере движения дуги происходит затвердевание сварочной ванны и образование сварного шва 1. Затвердевающий шлак образует на поверхности шва твердую шлаковую корку 2.
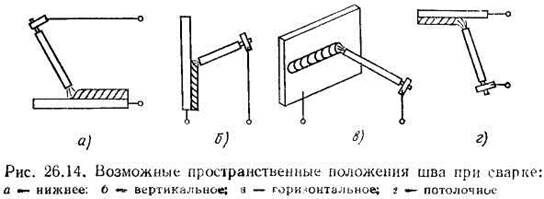
Сварку можно осуществлять в различных пространственных положениях (рис. 26.14): нижнем, вертикальном, горизонтальном, потолочном.
При этом плавление электродного стержня опережает плавление покрытия. Сварку стараются вести короткой дугой.
|
|
К основным параметрам режима относятся диаметр электрода, сила, род и полярность тока, напряжение на дуге, скорость сварки.
Диаметр электрода выбирают в зависимости от толщины металла, размеров шва и его положения в пространстве. Примерное соотношение между толщиной металла S и диаметром электрода dэ при сварке в нижнем положении следующее:
| S, мм | 1–2 | 3–5 | 4–10 | 12–24 | 30 и более |
| dэ, мм | 2–3 | 3–4 | 4–5 | 5–6 | 6–8 |
Сварочный ток может быть выбран ориентировочно по эмпирической формуле
Iсв = kdэ,
где k – коэффициент, зависящий от марки электрода и пространственного положения при сварке. Для электродов с покрытием k = 30–60 А/мм.
При сварке швов в вертикальном и потолочном положениях выбирают электроды диаметром не более 4 мм, а силу тока на 10–20 % ниже, чем для сварки в нижнем положении.
Напряжение на дуге Uд определяют по справочным данным или по сертификатам, приложенным к упаковке электродов.
Одна из важных характеристик электрода – его коэффициент наплавки aн, который имеет размерность г/(А×ч) и приводится в паспортных данных на каждую марку электродов.
|
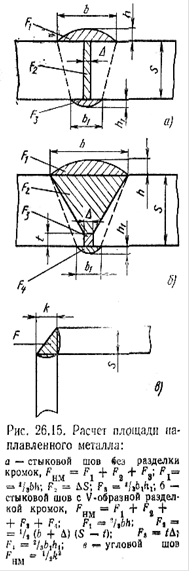
| Для определения расходов электродов определяют площадь наплавленного металла Fн Fн = F1 + F2+ F3. Масса электродов для сварки изделия Gэ = (1,6¸1,8) Gнм = (1,6¸1,8)Fн Lr, где Fн – площадь наплавленного металла; L – длина шва; r – плотность металла. Требуемое для сварки время (ч) можно определить по формуле t=Gн.м./(aнIсв.). Скорость сварки (м/ч) однослойного шва: Vсв.=L/t. Расход электроэнергии А (Вт×ч) определяют как: А=UдIсв.t. В результате неравномерного нагрева и охлаждения металла шва и околошовной зоны сварное соединение подвержено возникновению внутренних напряжений и пластической деформации. Метод борьбы – порядок сварки. Швы средней длины (300–1000 мм) сваривают от середины к краям (рис. 26.16, а), более длинные швы – обратноступенчатым способом участками по 150–200 мм (рис. 26.16,б) или вразброс. Сварку многослойных швов рекомендуется выполнять каскадом (рис. 26.16,в). |
Перед сваркой заготовки собирают в приспособлениях на прихватках (длина 30–50 мм, провар 1/3 сечения шва). Угловые швы лучше всего выполнять при наклонном положении изделия – сварка «в лодочку».
При выполнении сварочных работ необходимо соблюдать требования техники безопасности. Сварочная дуга – источник ультрафиолетового и инфракрасного излучения, которое вызывает ожоги кожного покрова, вредно влияет на органы зрения даже при кратковременном действии в течение нескольких секунд. Форма брезентовый костюм, рукавицы, щиток или маска с тёмным светофильтром, через который можно наблюдать за сварочной дугой.
Электробезопасность обеспечивается надежным заземлением источников питания, изоляцией токоведущих частей, ограничением напряжения холостого хода источника, индивидуальными средствами защиты (резиновые коврики, обувь без металлических гвоздей, рукавицы).
Во время сварки выделяются вредные газы, содержащие хром, марганец и фтористые соединения. Необходима вентиляция и местный отсос.
Необходимо соблюдать правила пожарной безопасности и иметь средства тушения пожара. В зоне попадания брызг металла не должно быть воспламеняющихся предметов.
Дуговая сварка под флюсом
При дуговой сварке под флюсом электрическая дуга горит между изделием и электродной проволокой, а плавильное пространство защищено слоем флюса и шлаком, образующимся при расплавлении флюса. Автоматическая сварка предусматривает механизированную подачу электрода-проволоки и механизированное перемещение дуги по стыку, а также автоматический цикл возбуждения дуги и её гашения.
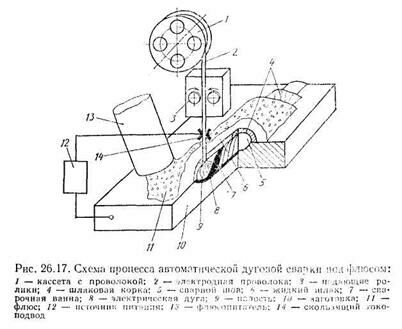
Электродная проволока 2 из кассеты 1 специальным механизмом с роликами 3 подается в зону сварки. Дуга 8 горит между концом электрода и изделием 10 под слоем сварочного флюса 11, который подается из бункера через питатель 13. Под действием теплоты дуги флюс плавится. В области горения дуги образуется полость 9, заполненная парами металла и газами. Их давление поддерживает свод из расплавленного флюса 6 над сварочной ванной. Жидкий металл образует сварочную ванну 7. По мере перемещения дуги в направлении сварки проходит кристаллизация металла и образуется сварной шов 5, покрытый шлаковой коркой 4. Нерасплавившийся флюс пневматическим устройством отсасывают со шва, подают в бункер и снова используют. Сварочный источник питания 12 подключают к изделию и токовподводу 14, по которому скользит электродная проволока перед погружением в слой флюса.
Сварочный флюс выполняет те же функции, что и электродное покрытие при ручной сварке, обеспечивая стабилизацию дуги, защиту металла, раскисление и легирование.
Автоматическая дуговая сварка пол флюсом имеет ряд преимуществ перед ручной сваркой.
1. Высокое качество сварки за счёт надёжной защиты металла, стабильных размеров и формы сечения шва, отсутствием перерывов в процессе сварки, вызываемых сменой электродов при ручной сварке.
2. Высокая производительность процесса (в 15–20 раз выше, чем при ручной сварке) в следствие высокой плотности тока (50–200 А/мм2 вместо 10–20 А/мм2 при ручной сварке), Такая возможность появляется за счёт токоподвода в непосред-ственной близости от дуги. Нагрев конца электрода проходящим током способствует повышению коэффициента наплавки. что позволяет проплавить металл значительной толщины без разделки кромок.
3. Экономия материала за счёт уменьшения потерь на разбрызгивание (1–2 % вместо 10 % при ручной сварке), отсутствия огарков электродов.
4. Лучше условия труда. Нет излучения дуги, значительно меньше выделение газов.
|
| Автоматическую сварку под флюсом применяют для сварки в нижнем положении металла толщиной 2–100 мм. Сваривают стали различного состава, медь, титан, алюминий и сплавы на их основе. Автоматическую сварку целесообразно применять для сварки длинных теоретически прямолинейных швов, таких, например, изделий, как балки, полотнища обшивок судов, нефтехранилищ, а также кольцевых швов цилиндрических емкостей, цистерн. Сварку выполняют либо самоходными сварочными тракторами (так называют аппарат для сварки с самоходной тележкой), перемещающимися по поверхности изделия, или по переносному пути, уложенному на изделие (рис. 26.18), либо неподвижными сварочными головками, под которыми перемещается изделие. |

Сварку под флюсом ведут с использованием электродной проволоки марок Св‑08, Св-10 и других диаметром 1–6 мм при силе тока 150–2000 А. Напряжение на дуге 22–55 В. Скорость сварки 30–50 м/ч, но может достигать и 120 м/ч.
Флюс представляет собой сыпучий неметаллический материал, получаемый либо сплавлением с последующей грануляцией, либо спеканием исходных компонентов, состоящий из марганцевой руды (МnО), кварцевого песка (SiO2) и плавикового шпата (CaF2).
В промышленности преимущественное применение имеют плавленые флюсы. Примером современных флюсов могут служить флюсы ОСЦ-45 и АН-348А.
При сварке под флюсом «на весу» сложно получить шов с полным проваром по всей длине и избежать прожогов. Поэтому стыковые швы сваривают двусторонним швом (рис. 26.19, а), а при односторонней сварке применяют различные приемы, способствующие формированию корня шва. применяют медные охлаждаемые подкладки, удаляемой после сварки (рис. 26.19,6), остающиеся стальные подкладки (рис. 26.19, е), подварку корня шва (рис. 26.19, г), а также сварку на флюсовой подушке (рис. 26.19, д). Основное положение при сварке угловых швов – «в лодочку» (рис. 26.19, е и ж).
Дуговая сварка в защитных газах
|
| Особенность дуговой сварки в защитных газах – физическая изоляция сварочной дуги и нагретого до высокой температуры основного и электродного металла от вредного воздействия воздуха защитным газом (инертные газы аргон, гелий и активные углекислый газ, водород). Газ подаётся через керамическое или медное охлаждаемое водой сопло, в центре которого подаётся металлическая проволока. Иногда для экономии газа применяют головки, позволяющие подавать два газа (например гелий в центре и азот снаружи). Реже применяют сварку в контролируемой атмосфере, выполняемую в герметизированной камере, |
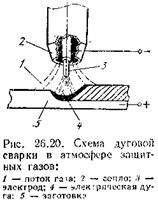
заполненной инертным газом.
Сварка возможна плавящимся и неплавящимся электродом. По степени механизации различают автоматическую, механизированную и ручную сварку.
Инертные газы используют для сварки химически активных металлов (титан, алюминий, магний и др.), а также при сварке высоколегированных сталей.
Активные газы вступают в химическое взаимодействие со свариваемым металлом и растворяются в нем. Сварку в углекислом газе широко применяют для соединения заготовок из конструкционных углеродистых сталей.
В ряде случаев используют смеси газов, которые обеспечивают лучшие технологические свойства. Установлено, например, что добавки 2–5 % кислорода в углекислый газ на 30–40 % уменьшают разбрызгивание металла при сварке, способствуют мелкокапельному переносу металла, а смесь 70 % гелия и 30 % аргона увеличивает производительность сварки алюминия за счёт большой глубины проплавления.
Защитные газы поставляют в баллонах вместимостью 40 л под давлением 15 МПа (аргон и гелий) или 6–7 МПа (углекислый газ).
Сварка в углекислом газе характеризуется высокой производительностью низкой стоимостью. Недостатки – повышенное разбрызгивание металла (до 10 %), не всегда удовлетворительный внешний вид шва.
Сварку в углекислом газе (СО2) выполняют плавящимся электродом на постоянном токе обратной полярности («плюс» на электроде) и высокой плотности тока. Переменный ток не применяют из-за низкой устойчивости процесса.
Используют электродную проволоку диаметром 0,5–3,0 мм. Напряжение на дуге – 20–30 В, скорость сварки 20–80 м/ч, расход защитного газа 6–25 л/мин.
Важным параметром режима сварки является вылет электрода – расстояние от токоподводящего мундштука горелки до торна электрода. При малом вылете затруднено наблюдение за процессом и происходит частое подгорание мундштука, забрызгивание сопла. При слишком большом вылете ухудшается устойчивость дуги, наблюдается плохое формирование шва.
CO2 и CO практически не растворимы в металлах, однако при высоких температурах происходит диссоциация
CO2 « CO + O; CO « C + O; Fe + O = FeO,
В результате реакции выделяется значительное количество тепла, которое способствует повышению производительности процесса. Окисление металла легко нейтрализуется введением в металл сварочной проволоки Si и Mn, который находится в металле проволоки (Св-08Г2С, Cв-10ГС, порошковые проволоки, представляющие coбой трубочку малого диаметра, наполненную флюсом, содержащим порошки ферросплавов Fe–Si, Fe–Mn).
Аргонодуговую сварку выполняют плавящимся и неплавящимся электродами (вольфрамовые прутки с добавками оксида лантана или оксида иттрия до 2 % для повышения эмиссионной способности электрода и устойчивости дуги). По степени механизации сварка неплавящимся электродом может быть ручной и автоматической с подачей или без подачи дополнительного присадочного материала, а сварка плавящимся электродом – полуавтоматической (механизированной) или автоматической.
Большинство металлов сваривают на постоянном токе прямой полярности («плюс» на изделии). Такое включение обеспечивает высокую стойкость вольфрамового электрода. Это объясняется тем, что в электрической дуге наибольшее количество теплоты выделяется на аноде. Поэтому, например, при диаметре электрода 3 мм допускаемая сила тока при прямой полярности 140–280 А, а при обратной полярности – только 20–40 А.
При обратной полярности резко повышаются нагрев электродов и их расход. Вместе с тем дуга обратной полярности обладает весьма важным технологическим свойством – удалять с поверхности заготовок оксиды и загрязнения. Особенно важно это свойство при сварке деталей из алюминиевых сплавов, на поверхности которых всегда имеется тугоплавкая оксидная пленка Аl2О3. При обратной полярности поверхность металла бомбардируется тяжелыми положительно заряженными ионами аргона, которые разрушают оксидные пленки на металле. Этот процесс называют катодным распылением.
Для сварки алюминия, магния, бериллия используют переменный ток с высокой частотой и определённой модуляцией импульсов. Это способствует удалению окислов. Удаление оксидов происходит в те полупериоды, когда изделие является катодом. Допускаемый переменный ток выше, чем при обратной полярности, и составляет для диаметра электрода 3 мм 100–160 А, что позволяет в определенной степени использовать свойства дуги прямой и обратной полярности.
|
| Ручную сварку вольфрамовым электродом выполняют наклонной горелкой (рис. 26.21), подавая при этом присадочную проволоку. Примерный режим сварки коррозионно-стойкой стали толщиной 3 мм: диаметр электрода 3–4 мм, диаметр присадочной проволоки 1,6 – 2,0 мм, сварочный ток 120– 160 А, напряжение па дуге 12–16 В, расход аргона 6–7 л/мин. Автоматическую сварку вольфрамовым электродом применяют для соединения заготовок сравнительно небольшой толщины – до 4 мм без разделки кромок. Разновидности аргонодуговой сварки вольфрамовым электродом: – сварка погруженной дугой (за счёт оттеснения дугой жидкого металла электрод погружают ниже поверхно- |

сти свариваемого металла – это увеличивает глубину проплавления);
– сварка с применением флюса, повышающего сосредоточенность теплового потока в пятне нагрева;
– импульсно-дуговая сварка пульсирующей дугой (для сварки тонкого металла). При импульсной дуге шов получается расплавлением отдельных участков с определенным перекрытием. Импульсы дуги чередуются с паузами, во время которых продолжает гореть маломощная дежурная дуга, что обеспечивает надежное и устойчивое горение дуги во гремя импульса. Регулирование длительности импульсов и пауз позволяет в широких пределах изменять характер кристаллизации металла и влиять на свойства сварных соединений.
Аргонодуговую сварку плавящимся электродом применяют для соединения деталей из цветных металлов и легированных сталей. Сварка происходит с капельным или струйным переносом металла с электрода в сварочную ванну. Характер переноса металла зависит от плотности тока. При сварке сталей струйный перенос начинается при плотности тока более 60–120 А/мм2, при сварке алюминия – 70 А/мм2.
Сварку плавящимся электроном в инертных газах выполняют на автоматах и полуавтоматах с постоянной скоростью подачи проволоки. Применяют источники питания постоянного тока с жесткой или возрастающей внешней характеристикой (преобразователи типа ПСГ-500, выпрямители ВС-300, ВДГ-301 и др.) и обратную полярность. При такой характеристике источника возрастает эффект саморегулирования дуги, что способствует устойчивости процесса.
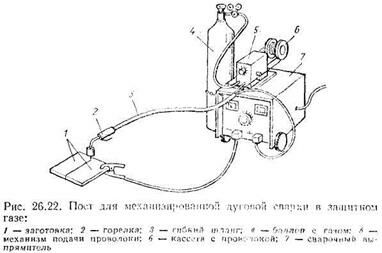
Полуавтоматическая сварка представляет собой аппарат с механизированной подачей проволоки и системой подачи газа (А-547, ПДГ-500). Большое распространение получили шланговые полуавтоматы толкающего типа, в которых механизм подачи проволоки, состоящий из электродвигателя, редуктора и подающих роликов, соединен со сварочной горелкой гибким шлангом длиной до 8 м. По этому шлангу подаются электродная проволока из кассеты, размещенной рядом с механизмом подачи, а также защитный газ. В шланге размешены токоподводящий провод и провода управления. Оборудование поста для механизированной сварки плавящимся электродом показано на рис. 26.22.
|
|
Охлаждение горелки до сварочного тока 400 А – воздушное, более – водяное.
В состав оборудования поста входят газовый редуктор и расходомер для отбора из баллона защитного газа, измерения и регулирования его расхода.
При автоматической дуговой cварке в среде защитных газов применяют чаще всего сварочные тракторы АДПГ-500, АДГ-500 и др.
|
| Сварку порошковой проволокой осуществляют открытой дугой без дополнительной защиты, в углекислом газе и под флюсом. Порошковая проволока представляет собой трубчатую оболочку, заполненную шихтой – смесью порошков из газо- и шлакообразующих и легирующих компонентов, которые обеспечивают защиту зоны сварки и необходимые свойства сварного шва. Наиболее часто используют проволоку диаметром 1,6–3,0 мм. Сварка порошковой проволокой сочетает в себе простоту и мобильность ручной сварки |
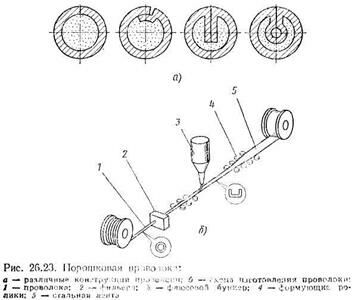
с большой производительностью и высоким качеством сварных соединений, присущих механизированной сварке в углекислом газе.
Электрошлаковая сварка
Один из способов сварки плавлением, в котором теплота, необходимая для расплавления основного и электродного металла, выделяется в расплавленном флюсе (шлаковой ванне нагретой до примерно 2000 °С) при прохождении через него электрического тока.
|
| Схема электрошлаковой сварки показана на рис. 26.24. Источник переменного или постоянного тока 7 подключен к сварочному электроду 4 и изделию 1. Электрод погружен в расплавленный флюс (шлаковую ванну 5), обладающий электропроводимостью. Расплавленный металл стекает на дно расплава, образуя металлическую ванну 2. |
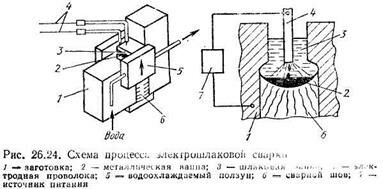
Шлаковая и металлическая ванны удерживаются от вытекания плотно прижатыми охлаждаемыми водой ползунами 5, которые по мере заполнения пространства между соединяемыми заготовками перемещаются вверх. Затвердевший металл образует сварной шов 6.
|
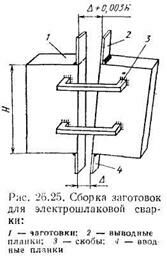
| Свариваемые заготовки собирают вертикально с зазором 20–40 мм. При сборке стыка учитывают усадку металла, поэтому зазор по высоте делают разным, увеличивая на 3–5 мм на метр стыка. Для вывода за пределы шва усадочной раковины в конце шва и для вывода непроваров в начале шва к заготовкам приваривают выходные и входные планки (рис. 26.25), которые после сварки удаляют резкой. Собирают заготовки с помощью массивных скоб. Сварку начинают с возбуждения между электродом и изделием электрической дуги, которая расплавляет флюс и гаснет. Затем дуговой процесс переходит в шлаковый. ЭШС ведут одним или несколькими электродными проволоками, пластинчатым электродом и плавящимся мундштуком. При сварке плавящимся мундштуком в пластине, неподвижно установленной в зазоре между заготовками, заранее делают пазы, через которые подают электродные проволоки. Пластина плавится по мере подъема жидкой ванны. Этот способ позволяет получить швы сложного криволинейного профиля. |
Электрошлаковая сварка экономически выгодна при толщине металла более 25 мм, позволяет за один проход получить соединение практически любой толщины. Её производительность в 5–15 раз выше, чем при многослойной автоматической сварке под флюсом. Не требуется разделки кромок. Мал расход флюса (не более 5 % массы наплавленного металла). Хорошее удаление вредных примесей и газов из металла, что обеспечивается значительным временем нахождения металла в расплавленном состоянии. Недостаток – значительный перегрев металла околошовной зоны, что приводит к росту зерна и снижению пластических свойств металла, поэтому требуется последующая высокотемпературная обработка для восстановления механических свойств соединения.
ЭШС нашла широкое применение при изготовлении крупногабаритных конструкций: барабанов паровых котлов, корпусных деталей прессов и прокатных станов, колес гидравлических турбин.
Газовая сварка
В качестве источника теплоты используют газовое пламя, образующееся при сгорании горючего газа в атмосфере кислорода. Применяют ацетилен, водород, природные газы, пропан, бутан, пары бензина. Ацетилено-кислородное пламя даёт максимальную температуру (3200 °С) поэтому оно нашло наибольшее применение.
Ацетилен получают в специальных аппаратах – генераторах при взаимодействии воды и карбида кальция
CaC2 + H2O = C2H2 + Ca(OH)2;
В связи с высокой взрывоопасностью смеси ацетилена с воздухом при работе с генератором необходимо строгое соблюдение правил техники безопасности. Более безопасно использование ацетилена из баллонов (белого цвета), в которых ацетилен находится в растворённом в ацетоне состоянии. В стальном баллоне, заполненном пористой массой, находится ацетон, способный растворять в одном объеме до 20 объёмов ацетона.
|
|
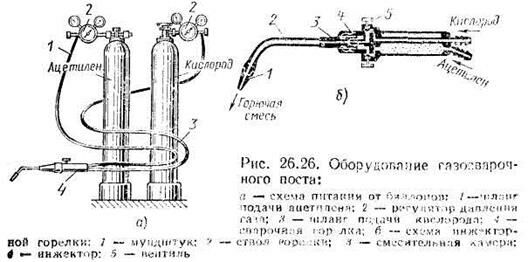
Для получения пламени из баллонов, снабженных газовыми регуляторами давления, ацетилен и кислород подают в горелку. Применяют главным образом горелки инжекторного типа (рис. 26.26, б), в которых кислород, подаваемый под давлением 0,1–0,4 МПа, истекая из инжектора (сопла) с большой скоростью, создает разрежение, за счёт которого ацетилен подсасывается в смесительную камеру. Здесь образуется горючая смесь, поступающая по трубке наконечника к выходному отверстию мундштука.
|
| Ацетилено-кислородное пламя (рис. 26.27) состоит из трёх зон: ядра пламени 1, средней рабочей (восстановительной, максимальная температура) зоны 2 и факела (окислительной зоны) 8. Горение смеси начинается на внешней оболочке ядра и продолжается в зоне 2 за счёт кислорода, поступающего из баллона. В факеле протекает вторая, стадия cгорания ацетилена за счёт атмосферного кислорода. Эту зону называют окислительной, поскольку образующийся при сгорании углекислый газ и пары воды окисляют железо. Эффективная мощность пламени, т. е. количество теплоты, вводимой в нагреваемый металл в единицу времени, зависит от расхода газа. Тепловую мощность пламени регулируют сменными наконечниками горелки с разным расходом газа. |
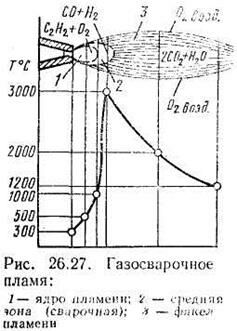
В зависимости от соотношения (по объёму) ацетилена и кислорода в горючей смеси пламя может быть нормальным (b = VO2,/VC2H2 = 1,0–1,3; голубоватое; для сварки сталей), окислительным (b > 1,3; цвет латунь) и науглероживающим (b < 1; красный, копоть; для сварки чугуна). Регулируют характер пламени на глаз по его цвету. Факел защищает жидкий металл от кислорода и азота из воздуха. Газовое пламя является рассредоточенным источником теплоты, оно нагревает металл медленнее и плавнее, чем сварочная дуга. Газовую сварку широко применяют при изготовлении изделий из сталей, цветных металлов толщиной до 3 мм, при заварке дефектов литья из серого чугуна и бронзы.
Применяют два способа сварки – правый (толщина более 5 мм) и левый (тонколистовых материалов и легкоплавких металлов), отличающиеся направлением движения горелки. Горелка, находящаяся в правой руке сварщика, располагается под углом к поверхности изделия, поэтому при движении горелки вправо факел направлен на сварочную ванну, обеспечивая лучшую ее защиту, замедленное охлаждение металла при кристаллизации. Правый способ применяют при сварке металла толщиной более 5 мм и металлов с большой теплопроводностью. При левом способе (движение горелки влево) пламя направлено на ещё не сваренные кромки. Это обеспечивает предварительный подогрев кромок, хорошее перемешивание ванны. Левый способ применяют для сварки тонколистовых материалов и легкоплавких металлов.
Плазменная сварка
Сварка плавлением. Источником энергии является плазма или сжатая дуга. Плазмой называется четвертое агрегатное состояние вещества – ионизированный газ. В отличии от электродуговой сварки через столб дуги пропускают поток газа, который ионизируется и превращается в плазму. Устройство для создания плазменной струи называют плазмотроном или плазменной горелкой.
В плазмотроне электрическую дугу размещают в узком канале с интенсивно охлаждаемыми стенками. Через канал подают плазмообразующий газ. Обжатие наружной поверхности столба дуги вызывает его концентрацию. Это приводит к резкому увеличению числа столкновений частиц, увеличению степени ионизации и повышению температуры столба дуги до 10 000–20 000 °С.
|
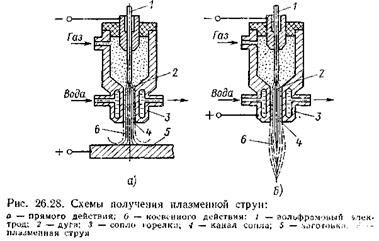
| Существуют плазмотроны прямого (одним из электродов является изделие; рис. 26.28, а) и косвенного (рис, 26.28, б) действия (дуга возбуждается между электродом и охлаждаемым соплом; плазменной струёй является поток газа, выдуваемый из сопла). Сварка осуществляется на переменном или постоянном токе прямой полярности с рабочим напряжением до 120 В и выше. |
В качестве плазмообразующих газов используют аргон, гелий, водород, углекислый газ, а также смеси газов.
Можно сваривать практически все металлы, в том числе и тугоплавкие.
Преимущества:
– высокая производительность (без разделки кромок можно сваривать металл толщиной до 15–20 мм, а при сварке большей толщины – с неглубокой разделкой);
– по сравнению с аргонодуговой сваркой количество присадочного металла снижается примерно в 3 раза. По существу процесс представляет собой как бы прорезание изделия с заваркой места резки.
– сжатая дуга имеет большую пространственную устойчивость, чем свободно горящая дуга, что позволяет вести сварку на токах порядка 0,1 А и делает возможным сварку металлов толщиной менее 0,01 мм (микроплазменная сварка).
– плазменная струя имеет большую тепловую мощность, регулируемую в широких пределах.
Плазменную струю широко применяют при резке, особенно таких материалов, как алюминий, медь, коррозионно-стойкие стали, керамика т. е. материалов, которые не поддаются газокислородной резке. Плазменную струю используют также при плавке металлов, термической строжке, наплавке поверхности, нанесении покрытий.
Лучевые способы сварки
Все более широкое применение находят лучевые способы сварки, к которым относятся электронно-лучевая, лазерная и сварка световым лучом.
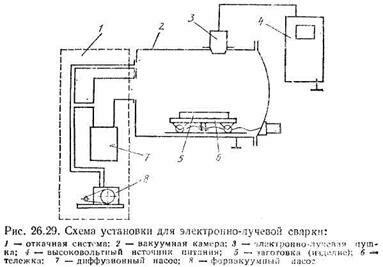
При электронно-лучевой сварке используется кинетическая энергия электрон, разогнанных электронно-лучевой пушкой, которые при соударении со свариваемым металлом передают ему энергию, за счёт чего происходит нагревание. Электронно-лучевую сварку осуществляют в вакуумной камере 2 (рис. 26.29), внутри которой располагают свариваемое изделие 5 и устройства для его перемещения со скоростью сварки. Специальное откачное устройство 1, содержащее форвакуумный 8 и диффузионный 7 насосы, создает в камере разрежение примерно 183-10-4 Па, необходимое для свободного движения электронов. Поток электронов создается злектрокно-лучевой пушкой 3, на которую подается высоковольтное напряжение от источника питания 4.
|
| Электронно-лучевая пушка (рис. 26.30) позволяет получать луч с большой плотностью энергии. Она имеет катод 1, нагреваемый до высокой температуры. Прикатодный электрод 2 испускает электроны, которые под действием разности потенциалов устремляются к аноду 3 и проходят через отверстие. Напряжение на аноде достигает нескольких тысяч вольт (10–30 кВ и даже 50–100 кВ), поэтому электроны приобретают значительную скорость и энергию. После выхода электронов из первого анода электронный поток фокусируется магнитной линзой 4. Магнитная отклоняющая система 5 позволяет управлять лучом, совмещая его со свариваемым стыком на изделии 6. Поток электронов фокусируют на поверхности изделия в пятне диаметром менее 1 мм. Плотностью энергии в нём достигает 5–108 Вт/см2 (примерно в 5000 раз больше, чем при дуговой сварке). При такой плотности энергии металл достигает температуры кипения и испаряется. Это позволяет про- |
|
|
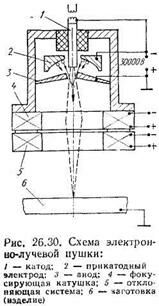
плавлять металл на большую глубину (до 200 мм) при малой ширине зоны проплавления и термического влияния (отношение глубины проплавления к ширине, достигает 20:1), снизить деформации. Прохождение процесса в вакууме не только препятствует окислению металла, но и способствует удалению растворенных в металле газов. Процесс хорошо регулируется.
Электронно-лучевую технологию применяют при сварке деталей из тугоплавких и химически активных металлов (W, Та, Nb, Mo), при сварке деталей весьма малых (менее 1 мм) и больших (до 200 мм) толщин из высоколегированных сталей и алюминиевых сплавов.
Недостатки:
– сравнительно высокая стоимость оборудования;
– ограниченность размеров изделия размерами вакуумной камеры;
– невысокую производительность (затраты времени на получение вакуума после загрузки изделия в камеру);
– необходимость обеспечения биологической защиты персонала от рентгеновского излучения, возникающего при соударении электронного пучка с твёрдой поверхностью изделия.
Несмотря на эти недостатки электронно-лучевая технология быстро развивается. Весьма перспективными оказываются вакуумные камеры с шлюзовыми устройствами для загрузки и выгрузки изделий, а также камеры-присоски, располагаемые на поверхности изделия и позволяющие получать вакуум только в зоне сварки. Непрерывное совершенствование оборудования позволяет реализовать преимущества электронно-лучевой сварки.
Лазерная сварка – сварка плавлением, при которой используется энергия светового луча, полученного от оптического квантового генератора (ОКГ). С помощью ОКГ можно получать интенсивный и остронаправленный пучок света и концентрировать энергию на очень малые площадки, равные тысячным долям миллиметра.
В основу принципа действия ОКГ положено индуцированное излучение атомов активного вещества излучателя. Активное вещество накачивают внешней энергией (электрической, световой, тепловой, химической). Атомы поглощают фотоны (порции) электромагнитной энергии и переходят в возбужденное состояние. Каждый возбужденный атом может возвратить энергию в виде фотона спонтанно (самопроизвольно). Заставить все возбужденные атомы одновременно испустить фотоны можно внешним фотоном, энергия которого в точности равна энергии испускаемого фотона. Такое излучение называется индуцированным.
В некоторых ОКГ в качестве основного энергетического элемента используется рубин – оксид алюминия, в котором небольшое число атомов (0,05 %) алюминия
|
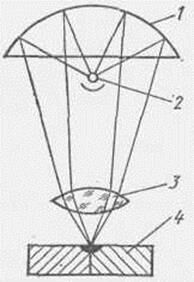
Рис. 26.31. Схема оптической системы для сварки и пайки: 1 – отражатель; 2 – источник света; 3 - линза; 4 – изделие | заме щены атомами хрома. Кристалл рубина обрабатывают в виде стерженька с полированными и посеребренными торцами. Рубиновый стерженек помещают вблизи лампы вспышки, служащей для оптической накачки. При освещении лампой большинство атомов хрома переводится в возбужденное состояние. Когда интенсивность света от лампы превышает некоторый критический уровень, проявляется эффект квантового усиления. При испускании возбужденным атомом фотона он побуждает другой возбужденный атом испустить фотон (индуцированный). Этот процесс развивается лавинообразно, поскольку фотоны, отражаясь от торцов кристалла, движутся по кристаллу в осевом направлении. При этом с полупрозрачного торца рубина в течение тысячных долей секунды выбрасывается интенсивный поток фотонов c длиной волны 69,43–10-10 м. Выходной пучок является узконаправленным, мощным, монохроматическим. По виду активного вещества-излучателя лазеры разделяют на твёрдые, жидкостные, газовые и полупроводниковые, а по принципу генерации ла- |
зерного луча – импульсные и непрерывные. В настоящее время для сварки используют твёрдотельные и газовые лазеры. Газовые лазеры обладают более высокой выходной мощностью и работают в непрерывном и импульсном режимах.
Пучок света, испускаемый излучателем, можно с помощью оптических систем передавать на большие расстояния, поворачивать и фокусировать. Преимущества:
– возможность получать высокую плотность энергии в пятне нагрева;
– возможность точно дозировать энергию, что позволяет сваривать как очень тонкие металлы (микроэлектроника), так и сравнительно толстые (до 15 мм);
– возможно ведение сварки через прозрачные оболочки, так как для световых лучей они не являются преградой;
– малая длительность термического цикла сварки позволяет получать качественные соединения на ряде однородных и разнородных материалов, особо чувствительных к длительному воздействию теплоты (золото–германий, золото–кремний, никель–тантал и др.);
– сварка может проводиться на воздухе, в защитной атмосфере, в вакууме.
Для сварки и пайки световым лучом используют мощные источники излучения, свет от которых фокусируется специальными линзами и отражателями в пятне нагрева (рис. 26.31). Для технологических целей наиболее удобные излучатели дуговые, ксеноновые лампы сверхвысокого давления (до 1 МПа). Плотность энергии в пятне нагрева в установках для сварки световым лучом достигает 103 Вт/см2. Область рационального применения – приборостроение.
Способы сварки давлением
Контактная сварка
Контактная сварка осуществляется с применением давления и нагрева места сварки электрическим током, проходящим через заготовки. Основными видами контактной сварки являются стыковая, точечная и шовная.
|
| Стыковая контактная сварки происходит по схеме, приведённой на рис. 27.1. При пропускании тока максимальный нагрев происходит на контактных поверхностях свариваемых деталей. Количество выделяемой теплоты Q (Дж) определяется законом Джоуля-Ленца: Q = I2Rt, где I – сварочный ток (достигает тысяч и даже десятков тысяч ампер), A; R – сопротивление контакта, Ом; t – время протекания тока, с. Нагрев металла приводит к снижению предела упругости. В стыке металл деформируется, сминаются микронеровности поверхности, выдавливаются окисные плёнки, происходит сближение до расстояний, соизмеримых с параметром кристаллической решетки, что обеспечивает возможность образования межатомных связей. |

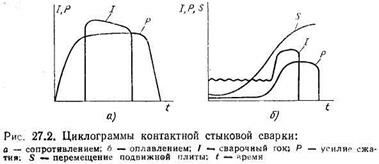
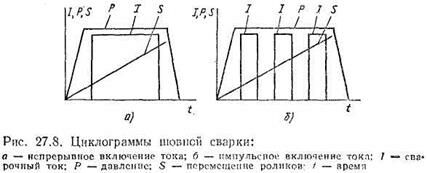
Контактная сварка осуществляется без расплавления (сварка сопротивлением) и с расплавлением металла (сваркой оплавлением). Различие этих способов может быть объяснено с использованием циклограмм процессов сварки.
|
| При сварке сопротивлением (рис. 27.2, а) тщательно подготовленные заготовки сначала сжимают усилием, обеспечивающим образование физического контакта свариваемых поверхностей, а затем пропускают сварочный ток. После разогрева места сварки происходит осадка и образуется соединение в твердой фазе. |
Применяют для сварки деталей площадью до 200 мм2 простого сечения (круг, квадрат).
При сварке оплавлением (рис. 27.2, б) свариваемые заготовки сближают при включенном токе. Касание поверхностей происходит по отдельным выступам, вследствие чего плотность тока очень велика, что приводит к оплавлению металла, выбросу его вместе с окислами из стыка. После оплавления торцов по всей поверхности происходит их осадка, жидкий металл выдавливается из стыка, образуется сварное соединение. Преимущества:
– не надо тщательно готовить торцы;
– можно сваривать заготовки с сечением сложной формы и большой площадью (до 100000 мм2);
– можно сваривать разнородные металлы.
Применяют для сварки труб, колес, колец, рельсов, железобетонной арматуры, листов.
|
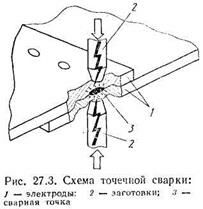
| Точечную сварку применяют преимущественно при соединении листовых заготовок. Свариваемые заготовки 2 собирают внахлестку (рис. 27.3), сжимают между двумя медными электродами 1 и пропускают электрический ток (от сварочного трансформатора). При протекании тока выделяется теплота в заготовках и электродах. В связи с тем, что наибольшим электрическим сопротивлением обладает контакт между заготовками и электроды, как правило, охлаждаются водой и отводят теплоту с поверхности заготовок, происходит интенсивный нагрев металла только в месте контакта. Металл расплавляется и появляется жидкое ядро, которое затвердевает после выключения сварочного тока, образуя сварную точку 3. | |
|
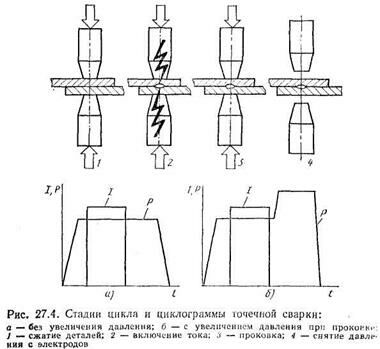
| Кристаллизация металла происходит при сохраняющемся давлении электродов, что предотвращает образование в ядре точки дефектов усадочного характера – пор, трещин, рыхлот. В некоторых случаях давление в конце цикла сварки увеличивают, осуществляя «проковку» металла. Стадии цикла и циклограммы точечной сварки без проковки и с проковкой показаны на рис. 27.4. Контактные поверхности зачищают от окислов и масляных плёнок. Точечная сварка может быть двусторонней (рис. 27.3) и односторонней (рис. 27.5). При односторон- | |
|
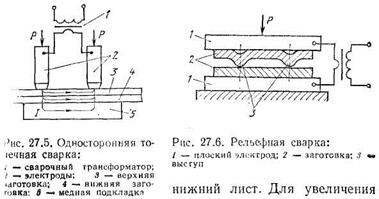
| ней сварке ток течёт через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счёт тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек. Для сварки кузовов | |
автомобилей, вагонов, различных панелей применяют многоточечную сварку.
Сварку ведут на мягком режиме (малый ток и время 0,5–3 с, для сталей, склонных к закалке) и жёстком режиме (большой ток и время 0,1–1,5 с, для алюминиевых и медных сплавов и высоколегированных сталей с целью сохранения коррозионной стойкости).
Толщина свариваемых металлов составляет 0,5–8,0 мм. Широко используют сварочные роботы.
Разновидностью точечной сварки является рельефная сварка (рис. 27.6), при которой между плоскими электродами 1 зажимают заготовки 2, на одной из которых заранее подготовлены (отштампованы) выступы 3. Эти выступы, перекрывающие друг друга сварные точки, в результате чего получается сплошной герметичный шов 3.
|
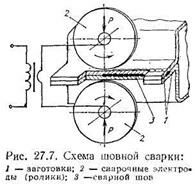
| Шовную сварку выполняют непрерывным швом вращающимися дисковыми электродами. На рис. 27.7 показана схема шовной сварки. Заготовки 1 собирают внахлестку и зажимают между электродами 2, которые выполнены в виде роликов. Они передают усилие заготовкам, осуществляют подвод тока и перемещение заготовок. Можно осуществлять при одностороннем и двустороннем положении электродов. Применяют при изготовлении различных ёмкостей с толщиной стенки 0,3–3,0 мм, обеспечивает герметичные швы (бензобаки, трубы, бочки, сильфоны и др.) | |
|
| ||
|
| Конденсаторная сварка представляет собой один из видов сварки запасённой в конденсаторах энергией при их зарядке от источника постоянного напряжения (выпрямителя). Существуют два вида конденсаторной сварки: бестрансформаторная и трансформаторная (рис. 27.9). | |
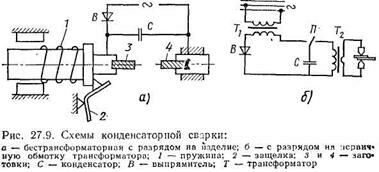
При бестрансформаторной ударной сварке конденсатор подключен непосредственно к свариваемым заготовкам. Разряд конденсатора происходит в момент удара заготовки 3 по заготовке 4. Разряд оплавляет торцы заготовок, которые свариваются под действием усилия осадки. При трансформаторной конденсаторной сварке конденсаторы разряжаются на первичную обмотку сварочного трансформатора, во вторичной цепи которого находятся предварительно сжатые между электродами заготовки. Бестрансформаторная сварка используется в основном для стыковой сварки, трансформаторная – для точечной и шовной.
Преимущества:
– точная дозировка энергии (за счёт изменения ёмкости конденсаторов и напряжения зарядки);
– малое время протекания тока (0,001–0,0001 с) при высокой плотности тока;
– возможность сварки материалов толщиной от нескольких микрометров до 1 мм;
– невысокая потребляемая мощность (0,2–2,0 кВ-А).
Применяют в основном в приборостроении, радиоэлектронике.
Специальные виды сварки
Холодная сварка осуществляется за счёт значительной пластической деформации в зоне контакта соединяемых материалов без внешнего нагрева. Физическая сущность этого процесса заключается в сближении свариваемых поверхностей до образования металлических связей между ними. Большие усилия сжатия приводят к разрушению оксидных пленок, которые удаляются из зоны контакта при течении металла. К месту контакта при этом выходят совершенно чистые ювенильные поверхности металла.
|
| Схема холодной сварки внахлестку показана на рис. 27.10, а. Зачищенные и обезжиренные поверхности заготовок 1 сдавливают пуансонами 3. Каждый пуансон внедряется в металл на глубину до 70–80 % толщины. Направляющие 2 предотвращают выпучивание металла рядом со сварной то- |
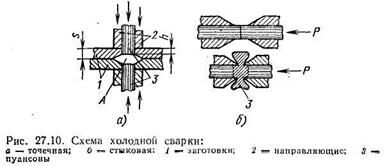
чкой. Холодной сваркой можно выполнять шовные и стыковые соединения (рис. 27.10, б). Хорошо свариваются пластичные сплавы алюминия, меди, никеля, серебра, золота. Высокопрочные металлы и сплавы холодной сваркой не соединяют. Соединяют металлы толщиной 0,2–15 мм. Давление в месте контакта составляет 150–1000 МПа. Для холодной сварки может быть использовано стандартное прессовое оборудование, снабженное специальным инструментом, а также специализированные машины.
|
| Сварку трением осуществляют в результате совместной пластической деформации заготовок, поверхности которых предварительно нагреты трением при их относительном перемещении (1000–1300 °С для сталей). В самих заготовках при этом теплота не выделяется. |
Затраты энергии в 5–10 раз меньше, чем при контактной стыковой сварке, где значительное количество энергии расходуется на ненужный нагрев заготовок.
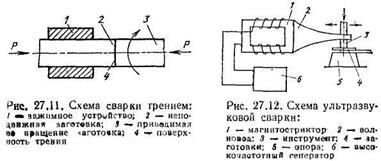
Две заготовки (рис. 27.11), подлежащие сварке, устанавливают в зажимах машины 1. Одна из них (2) неподвижна, другая (3) приводится во вращение. Заготовки при этом прижаты одна к другой осевым усилием Р. На соприкасающихся поверхностях 4 образуются силы трения. Работа, затрачиваемая на преодоление сил трения, преобразуется в теплоту. При нагреве торцов до необходимой температуры (1000–1300 °С для сталей) вращение прекращают (практически мгновенно) и увеличивают осевое давление, в результате которого происходит пластическая деформация с образованием металлических связей между поверхностными атомами. Сварка осуществляется в твердой фазе без расплавления металла. Позволяет соединять разнородные металлы и сплавы, характеризуется высокой производительностью, легко поддаётся автоматизации.
Используют при изготовлении свёрл, метчиков, фрез и другого инструмента. Режущую часть из дорогой быстрорежущей стали (Р9, Р18, Р6М5) приваривают к хвостовику из более дешевой стали 45. В машиностроении сваркой трением сваривают штоки с поршнями, клапаны двигателей внутреннего сгорания, ступенчатые оси и валы и другие детали.
Ультразвуковая сварка – сварка давлением, которая осуществляется при воздействии на заготовки, сжатые при сравнительно небольшом давлении, механических колебаний с частотой более 16 кГц (магнитострикция – изменении размеров некоторых металлов и керамических материалов под действием переменного магнитного поля) и амплитудой 20–40 мкм.
На рис. 27.12 показана схема процесса ультразвуковой сварки. Основной узел машины для УЗ-сварки – магнитострикционный преобразователь 1, обмотка которого питается от генератора высокой частоты 6. С сердечником преобразователя связан волновод 2, который передает УЗ-колебапия инструменту 3. Инструмент, прижимающий заготовки 4 к опоре 5, совершает колебания, амплитуда которых 20–40 мкм. Микроскопические возвратно-поступательные движения, передаваемые инструментом заготовкам, создают сдвиговые деформации в тонких слоях контактирующих поверхностей. При этом разрушаются поверхностные пленки, поверхностные слои материала нагреваются. Под действием сжимающего усилия происходит пластическая деформация, в результате которой свариваемые поверхности сближаются до расстояния действия межатомных сил, и образуется сварное соединение.
Ультразвуковую сварку применяют для получения точечных и шовных соединений тонких заготовок, толщиной менее 1 мм.
Преимущества:
– образование соединения происходит без существенного нагрева заготовок при небольших сдавливающих усилиях (0,1–2,5 кН). Это позволяет сваривать ультратонкие детали, химически активные металлы и сплавы, образующие хрупкие соединения, разнородные металлы, металлы с керамикой;
– разрушение поверхностных плёнок УЗ-колебаниями позволяет сваривать плакированные и оксидированные поверхности и металлические изделия, покрытые различными изоляционными пленками.
|
| Сварка взрывом осуществляется за счёт совместной пластической деформации поверхностных слоев двух заготовок и очистке их кумулятивным процессом при их соударении в результате взрыва. Заготовки 2 и 3 (рис. 27.13) |
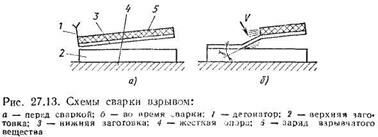
перед сваркой устанавливают параллельно, причем нижнюю заготовку располагают на жесткой опоре 4; на верхней заготовке размещают заряд взрывчатого вещества 5 с детонатором 1, который необходим для возбуждения взрыва.
Фронт детонационной волны распространяется со скоростью 2000–3000 м/с. Газообразные продукты взрыва создают давление, в результате которого верхняя пластина метается на нижнюю со скоростью до 200–500 м/с. При соударении между пластинами образуется острый угол, из вершины которого кумулятивная струя выдавливает тонкие поверхностные слои, оксидные пленки и другие загрязнения. Поверхности сближаются до расстояния действия межатомных сил сцепления. Происходит схватывание по всей поверхности заготовок. Продолжительность сварки взрывом не превышает нескольких микросекунд. Сварку взрывом используют для плакирования поверхностей сталей металлами и сплавами со специальными свойствами при изготовлении биметалла.
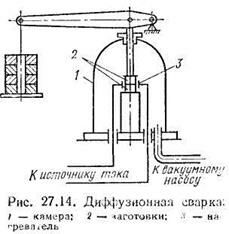
Диффузионную сварку обычно выполняют в вакууме (разрежение 10-1–10-3 Па), однако она возможна в атмосфере инертных газов. Соединение заготовок происходит за счёт взаимной диффузии атомов в поверхностных слоях, контактирующих под давлением равным 5–20 МПа материалов, нагретых до температуры равной 0,5–0,7 температуры плавления. Свариваемые поверхности тщательно готовят.
|
| Незначительная пластическая деформация приводит к устранению неровностей, обеспечивает контактирование поверхностных атомов и процесс взаимной диффузии атомов. Поскольку процессы диффузии протекают сравнительно медленно, время сварки составляет от нескольких до десятков минут. Применяют для соединения однородные и разнородные металлов, керамики, материалов, резко отличающихся по своим свойствам, – малопластичных, тугоплавких, не растворимых друг в друге, образующих между собой хрупкие соединения. После сварки не требуется механической обработки для удаления шлака, грата или окалины. |
Соединения можно получать но плоским и рельефным поверхностям. Изделия получаются с высокой точностью размеров.
Применение в радиоэлектронике, приборостроении, а также при изготовлении инструмента и деталей машин, работающих в сложных условиях.
Пайка, наплавка, металлизация
Пайкой называют процесс получения неразъёмного соединения заготовок без их расплавления путём смачивания сопрягаемых поверхностей жидким припоем с последующей его кристаллизацией. Для обеспечения растекания припоя по поверхности заготовок и хорошего смачивания заготовки нагревают, обрабатывают флюсами, которые растворяют и удаляют с поверхности оксиды, уменьшают поверхностное натяжение.
Прочность паяного соединения меньше сварного. Однако пайка
– экономичнее сварки;
– не вызывает существенных изменений химического состава и механических свойств деталей;
– позволяет соединять разнородные металлы и сплавы;
– привносит меньшие остаточные деформации, чем при сварке, что обеспечивает большую точность конструкции.
Припои – сплавы цветных металлов сложного состава. Все припои по температуре плавления подразделяют на
– особолегкоплавкие (Тпл < 145 °С; изготовляют на основе висмута, индия, кадмия, цинка, олова, свинца; низкая прочность; ПОС-61, ПОС-40 цифра – содержание олова);
– легкоплавкие (Тпл = 145–450 °С; содержат медь, цинк, никель, серебро, золото, платину);
– среднеплавкие (Тпл = 450–1100 °С);
– тугоплавкие (Тпл > 1050 °С).
Припои изготовляют в виде прутков и проволок, а также отдельными порциями определенной массы и формы, которые укладывают в место соединения.
Паять можно углеродистые и легированные стали всех марок, твёрдые сплавы, цветные металлы, чугуны. При этом необходимо правильно выбрать соответствующий припой и флюс.
Флюс не должен химически взаимодействовать с припоем, температура его плавления должна быть ниже температуры плавления припоя. Применяют твёрдые, пастообразные и жидкие флюсы. Наибольшее применение находят бура Na2B4O7, борная кислота Н2ВО3, хлористый цинк ZnCl2, фтористый калий KF.
Способы пайки:
– в печах заранее собирают соединяемый узел, закладывают в него припой и наносят флюс, а затем помещают в печь. Припой расплавляется и заполняет зазоры между соединяемыми заготовками;
– погружением выполняют в ваннах с расплавленными солями или припоями. На паяемую поверхность наносят флюс, припой размещают между поверхностями заготовок, заготовки скрепляют и погружают в ванну. Соляная ванна предохраняет место пайки от окисления.
Нагрев заготовок осуществляют
– токами высокой частоты;
– газовым пламенем;
– плазменной горелкой;
– кварцевой лампой;
– паяльником.
Наплавка широко применяется при ремонте и восстановлении изношенных деталей, а также при изготовлении новых деталей, у которых необходимо обеспечить особые свойства поверхностей (например, твердость, износостойкость, коррозионную стойкость, жаростойкость).
Наплавку осуществляют нанесением расплавленного металла на поверхность изделия, нагретую до оплавления или до температуры надежного смачивания жидким наплавляемым металлом. При этом наплавленный слой составляет одно целое с основным металлом за счёт образования металлических связей.
Применяют различные источники нагрева:
– газовое пламя;
– электрическая дуга;
– высокочастотный нагрев;
– электрошлаковый процесс;
– луч лазера и др.
Толщина наплавленного металла 0,5–10,0 мм и более.
Для того чтобы свойства наплавленного металла не существенно изменялись за счёт «разбавления» его основным металлом при наплавке поверхностей с особыми свойствами, глубина проплавления металла изделия и соответственно доля его участия в образовании поверхностного слоя должны быть минимальными. Применяют ленточные электроды сплошного сечения и порошковые ленты. Порошковая лента имеет металлическую оболочку, внутри которой заключена шихта, содержащая шлакообразующие компоненты и легирующие добавки.
Металлизация представляет собой процесс осаждения распыленного струей газа жидкого металла на поверхность изделия. К источнику нагрева (газовое пламя, электрическая дуга, плазменная струя) подают проволоку, которая расплавляется. Жидкий металл подхватывается струей газа, подаваемого под давлением в зону плавления, и выбрасывается с большой скоростью через сопло металлизатора в виде распыленных капель. Поток брызг расплавленного металла направляют на поверхность изделия. Ударяясь о поверхность, капли соединяются с ней и образуют слои покрытия.
Материал покрытия: металлы сталь, алюминий, медь, цинк и др., а также неметаллические порошки (стекло, эмаль, пластмассы). Таким образом термин «металлизация» оказывается неточным, поскольку включает в себя процессы нанесения и неметаллических покрытий.
Металлизационный слой, состоящий из мелких поверхностно-окисленных частиц металла, имеет меньшую прочность, чем наплавленный.
Применяют для восстановления изношенных поверхностей деталей машин, защиты поверхности от коррозии, изнашивания, в декоративных целях.
Термическая резка
Способ разделения металла, основанный на нагреве его до температуры воспламенения (сгорания) или расплавления высокотемпературными источниками теплоты и удаления продуктов сгорания или жидкого металла.
Кислородная резка
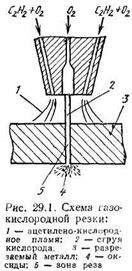
Кислородная резка заключается в сжигании металла в струе кислорода. Схема процесса показана на рис. 29.1. В начальной в точке реза металл 3 нагревают ацетилено-кислородным пламенем 1 до температуры воспламенения (для стали 1000–1200 °С), затем направляют струю режущего кислорода 2, и нагретый металл начинает гореть. Протекает реакция окисления железа с выделением значительного количества теплоты:
3Fe + 2О2 = Fe3O4 + Q.
|
| Чем больше толщина разрезаемого металла, тем меньше роль подогревающего пламени. В некоторых случаях выделяющейся теплоты оказывается достаточно для поддержания процесса без дополнительного подогрева (это определило старое название способа – «автоген» – от французского аутогенно – самопроизвольно). Образующиеся оксиды 4 удаляются из зоны реза 5 струей кислорода. Кислородная резка возможна если: 1) количество теплоты, выделяющейся при сгорании металла достаточно для поддержания процесса; 2) температура плавления металла выше температуры его окисления; 3) температура плавления образующихся оксидов должна быть ниже температуры плавления металла; 4) образующиеся оксиды и шлаки должны быть жидкотекучими и легко удаляться струей кислорода. |
Хорошо режется углеродистая сталь. Не режется: медь из-за ее высокой теплопроводности; чугун из-за низкой температуры плавления по сравнению с температурой воспламенения, а также из-за значительной вязкости шлака, содержащего кремний; алюминиевые и магниевые сплавы, а также коррозионно-стойкие стали, содержащие никель и хром, не поддаются кислородной резке, так как на поверхности этих металлов образуется пленка тугоплавкого оксида, препятствующая поступлению кислорода к неокисленному металлу.
В зависимости от направленности кислородной струи различают три основных вида резки: разделительная (сквозной разрез, толщиной до 300 мм), поверхностная (снятие слоя металла), кислородным копьем (прожигание глубоких отверстий).
|
|
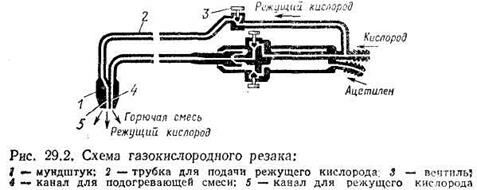
Схема газокислородного резака показана на рис. 29.2. В резаке конструктивно объединены подогревающая и режущая части. Подогревающая часть аналогична устройству сварочной горелки, а режущая включает трубку 2 с вентилем 3 для подачи кислорода в мундштук 1. В мундштуке выполнены отверстия для выхода горючей смеси 4 и режущей струи 5.
Применяют машинную резку с использованием стационарных и переносных машин.
Стационарные машины для кислородной резки могут быть снабжены одним или несколькими резаками, выполняющими одновременно резы по сложной траектории, задаваемой программой или копированием чертежа или шаблона. Переносная машина конструктивно представляет собой самоходную тележку, снабженную резаком, которую устанавливают на разрезаемый лист и перемещают по направляющей, гибкому копиру или циркульному устройству.
При поверхностной резке металла струю кислорода направляют под углом 15–40° к поверхности. При этом металл, расположенный впереди резака, нагревается перемещающимся нагретым шлаком. Происходит удаление слоя металла определенной толщины с поверхности заготовки. Количество удаляемого металла может достигать 4 кг/мин.
Резку кислородным копьем выполняют тонкостенной стальной трубкой диаметром 25–30 мм, по которой подают кислород к месту реза. Для того чтобы начать процесс, конец трубки разогревают газовой горелкой или электрической дугой до температуры воспламенения. Затем конец трубки прижимают к изделию и прожигают в нем отверстие. Образующиеся шлаки давлением газов выносятся наружу в зазор между копьем и стенкой отверстия.
"1 Содержание" - тут тоже много полезного для Вас.
Термическую резку высоколегированных хромоникелевых коррозионно-стойких сталей, чугуна, цветных металлов, которые не удовлетворяют условиям кислородной резки, выполняют способом кислородно-флюсовой резки. Вместе с кислородом вводят порошкообразный флюс на основе железного порошка. При сгорании железа выделяется дополнительная теплота и образуются жидкотекучие шлаки, которые легко удаляются из зоны реза. При резке цветных металлов в состав флюса вводят также алюминиевый порошок или кварцевый песок. При сгорании железа выделяется дополнительная теплота и образуются жидкотекучие шлаки, которые легко удаляются из зоны реза. При резке цветных металлов в состав флюса вводят также алюминиевый порошок или кварцевый песок. Удалению продуктов сгорания способствует механическое действие частиц, входящих в состав флюса.
Дуговой и лучевой способы резки металлов
При ручной дуговой резке неплавящимся или плавящимся электродом используют завышенный на 20–30 % по отношению к сварке ток. Используют как вспомогательную операцию. При этом происходит не сгорание, как при кислородной резке, а выплавление металла из зоны реза, и рез получается с неровными оплавленными краями.
При воздушно-дуговой резке электрическая дуга расплавляет металл, а его удаление из зоны реза осуществляется сжатым воздухом. Применяют для удаления дефектных мест в отливках для последующей их заварки, для разделительной резки листов из коррозионно-стойкой стали. Резку осуществляют специальными резаками на постоянном токе угольными электродами. Воздух под давлением 0,4–0,5 МПа подают обычно сбоку.
При резке плазменной струей металл расплавляется и выдувается потоком плазмы. Диапазон толщин разрезаемого металла – от долей до десятков миллиметров. Могут быть разрезаны практически все металлы. Процесс резки отличается высокой производительностью. В качестве плазмообразующих газов можно использовать азот, водород, аргоноводородную смесь.
Высокая концентрация энергии лазерного луча позволяет использовать его для резки различных материалов, в том числе неметаллических. Лазером можно разрезать металлы, стекло, керамику, алмазы. При воздействии лазерного луча происходят плавление и испарение материала из зоны реза. Резы получаются узкими и весьма точными. При резке используют лазеры непрерывного действия.



















