


Винтовые зажимные устройства
ЛЕКЦИЯ 6. Зажимные устройства технологической оснастки (продолжение)
6.1. Винтовые зажимные устройства
Применяются в приспособлениях с ручным закреплением заготовок, в механизированных приспособлениях и на автоматических линиях в приспособлениях-спутниках. Они просты и надежны в работе.
Расчет винтовых зажимных устройств проводится в следующей последовательности.
Определяется номинальный (наружный) диаметр резьбы винта по формуле
,
где С - коэффициент, для основной метрической резьбы С= 1,4;
W - потребная сила зажима, Н; [σ] - допускаемое напряжение растяжения (сжатия), для винтов из стали 45 с учетом износа резьбы можно принимать [σ]=80...100 МПа.
 Полученное значение d округляется до ближайшего большего стандартного значения.
Полученное значение d округляется до ближайшего большего стандартного значения.
Далее определяют момент М, который нужно развить на винте (гайке) для обеспечения заданной зажимной силы W :

Рекомендуемые материалы
где - rcp средний радиус резьбы (можно принимать rcp =0,45d); α - угол подъема резьбы (для резьб от М8 до М52 а изменяется от 30 10’ до 10 51’); φ - угол трения в резьбе;
Мтр - момент трения на опорном торце гайки или в месте контакта торца нажимного винта (рисунок а, б, в):

rпр - приведенный радиус кольцевого торца, для гаек 
D - наружный диаметр кольцевого торца гайки.
Момент открепления винтового зажимного устройства (при φ′>α)

С учетом того что при откреплении преодолевается трение покоя, φ’ (коэффициент трения в резьбе) следует брать на 30...50 % большим, чем в случае закрепления заготовки.
Затем выявляется длина рукоятки (ключа) 1 по заданной силе воздействия (при ручном зажиме Р150Н) из условия равновесия гайки (винта): Рпр=М∙L. Отсюда L=М/Р.
Если длина рукоятки известна, из условия равновесия находится Рпр, т. е. Р=М/ L, и сравнивается с силой, прикладываемой рабочим или развиваемой механическим приводом.
6.2. Центрирующие установочно-зажимные устройства
Выполняют одновременно функции установочных и зажимных элементов. Поэтому установочные элементы таких механизмов должны быть подвижными в направлении зажима, а для сохранения установочных свойств закон их относительного перемещения должен быть задан и реализован в конструкции приспособления с достаточной точностью. К самоцентрирующим устройствам относятся патроны (трехкулачковые, цанговые, клиноплунжерные, клиношариковые, мембранные, упругие с гидропластмассой); тиски с реечно-зубчатым или винтовым механизмами; оправки с различными разжимными элементами. В качестве установочно-зажимных элементов устройств используются кулачки, цанги, шарики, гофрированные кольца, тонкостенные втулки, тарельчатые пружины п т. п.
Цангами называются разрезные пружинящие втулки, которые могут центрировать заготовки по внешним и внутренним цилиндрическим поверхностям. Продольные прорези превращают каждый лепесток цанги в консольно закрепленную балку, которая получает радиальные упругие перемещения при продольном движении за счет взаимодействия конусов цанги и корпуса. Так как радиальные перемещения всех лепестков цанги происходят одновременно и с одинаковой скоростью, то механизм приобретает свойство самоцентрирования. Для сохранения работоспособности цанги деформация ее лепестков не должна выходить за пределы упругой зоны. Это определяет повышенные требования к точности выполнения диаметра базовой поверхности заготовки, который должен быть выполнен не грубее 9-го квалитета точности.
Каждый лепесток цанги представляет собой односкосный клин. Поэтому для расчета силы тяги (привода) Р цанги можно пользоваться формулами для расчета клина. Но рассчитанная таким образом сила тяги не будет полностью соответствовать фактически потребной силе Р, так как она должна затрачиваться и на деформацию лепестков цанги на величину y, равную половине зазора между цангой и заготовкой.
Силу тяги (привода) цанги при работе без упора можно определять по формуле

где W - потребная сила зажима заготовки, Н; W’ - сила сжатия лепестков цанги для выбора зазора между ее губками и заготовкой, Н; α - половина угла конуса цанги, град; φ1 - угол трения в стыке конических поверхностей цанги и корпуса, град.
Силу W‘ можно найти из рассмотрения зависимости прогиба консольно закрепленной балки (лепестка) с вылетом L: у=W′L3/(3ЕI). Тогда для всех лепестков 
где Е - модуль упругости материала цанги; I- момент инерции сектора сечения (тонкого кольца) цанги в месте заделки лепестка, мм4 , у - стрела прогиба лепестка, мм: у=s/2 (здесь s - радиальный зазор между цангой и заготовкой); n - число лепестков цанги; L - длина (вылет) лепестка цанги от места заделки до середины конуса, мм.
Момент инерции сектора сечения лепестка цанги определяется по формуле

где D - наружный диаметр поверхности лепестка в месте сечения, мм; h -толщина стенки лепестка, мм; α1 - половина угла сектора лепестка цанги, рад.
При наличии осевого упора сила тяги (привода)

где φ2 - угол трения в контакте между цангой и заготовкой.
ЛЕКЦИЯ 7. Зажимные устройства технологической оснастки (продолжение)
Оправки служат для закрепления заготовок деталей с центральным отверстием: втулок, колец, шестерен, обрабатываемых на многорезцовых, шлифовальных и других станках. При изготовлении партии таких деталей требуется получить высокую соосность наружных и внутренних поверхностей и заданную перпендикулярность торцов к оси детали.
В зависимости от способа установки и центрирования обрабатываемых заготовок оправки можно подразделить на следующие виды:
Жесткие (гладкие) для установки заготовок с зазором или натягом;
С центрирующей упругой втулкой.
С тарельчатыми пружинами;
Самозажимные (кулачковые);
Гидропластовые
7.1. Гладкие оправки.
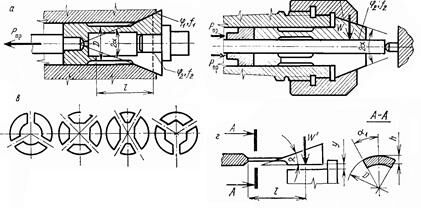
 Тяга 5, закрепленная на штоке пневмоцилиндра, при перемещении поршня со штоком влево головкой 5 нажимает на быстросменную шайбу 4 и зажимает заготовку 3 на гладкой оправке 2, которая конической частью 1 вставляется в конус шпинделя станка. При зажиме заготовки на оправке осевая сила на штоке механизированного привода вызывает между торцами шайбы 4, уступом оправки и обрабатываемой деталью 3 момент от силы трения, больший, чем Мрез от силы резания Рz. Зависимость между моментами:
Тяга 5, закрепленная на штоке пневмоцилиндра, при перемещении поршня со штоком влево головкой 5 нажимает на быстросменную шайбу 4 и зажимает заготовку 3 на гладкой оправке 2, которая конической частью 1 вставляется в конус шпинделя станка. При зажиме заготовки на оправке осевая сила на штоке механизированного привода вызывает между торцами шайбы 4, уступом оправки и обрабатываемой деталью 3 момент от силы трения, больший, чем Мрез от силы резания Рz. Зависимость между моментами:
откуда сила на штоке механизированного привода 
или по уточненной формуле
где К=1,5-2,0 - коэффициент запаса; Рz - составляющая сила резания, н ; D - наружный диаметр поверхности обрабатываемой детали, мм; D1 - наружный диаметр быстросменной шайбы, мм; d - диаметр цилиндрической установочной части оправки, мм; f=0,1-0,15 - коэффициент трения.
7.2. Оправка с разрезной втулкой.
Конической частью 1 оправку 2 вставляют в конус шпинделя станка. Зажим и разжим детали на оправке производится механизированным приводом. Тяга 7 движется влево и головка 5 тяги с шайбой 4 перемещает разрезную втулку 6 по конусу оправки, пока она не зажмет заготовку на оправке.
 Крутящий момент от вертикальной силы резания Р должен быть меньше момента от сил трения на цилиндрической поверхности разрезной втулки 6 оправки. Осевая сила на штоке механизированного привода для оправки.
Крутящий момент от вертикальной силы резания Р должен быть меньше момента от сил трения на цилиндрической поверхности разрезной втулки 6 оправки. Осевая сила на штоке механизированного привода для оправки.
где α =15° - половина угла конуса оправки, град; φ = 60 - угол трения на поверхности контакта оправки с разрезной втулкой, град; f=0,15-0,2 - коэффициент трения.
7.3. Оправки с тарельчатыми пружинами.
 Обеспечивают прочное закрепление по внутренней или наружной цилиндрической поверхности и точное центрирование в пределах 0,01-0,02 мм. Оправка для закрепления заготовки 2 по внутренней цилиндрической поверхности. Втулка 3, сидящая на штоке 4 механизированного привода, своим торцом сжимает набор тарельчатых пружин 1. пружина представляет собой коническое кольцо сплошное или с двумя рядами прорезей для повышения эластичности. От осевой силы пружины частично сплющиваются, и диаметр их наружной поверхности увеличивается на 0,1-0,4 мм в зависимости от их размеров. Пружины выполняют из стали 60С2А и термически обрабатывают до твердости НRС 40-45. Толщина пластины берется 0,5- 1,25 мм. При перемещении штока механизированного привода вправо пружины возвращаются в исходное положение, и деталь легко снимается с оправки. На корпус 1 надеты два пакета тарельчатых пружин 4, между которыми расположена втулка 3. Если стержень 5 будет перемещаться влево, то пакеты сплющиваются, увеличиваются в диаметре и заготовка 2 центрируется и закрепляется. Базирующие поверхности заготовок могут быть 7-11 квалитета.
Обеспечивают прочное закрепление по внутренней или наружной цилиндрической поверхности и точное центрирование в пределах 0,01-0,02 мм. Оправка для закрепления заготовки 2 по внутренней цилиндрической поверхности. Втулка 3, сидящая на штоке 4 механизированного привода, своим торцом сжимает набор тарельчатых пружин 1. пружина представляет собой коническое кольцо сплошное или с двумя рядами прорезей для повышения эластичности. От осевой силы пружины частично сплющиваются, и диаметр их наружной поверхности увеличивается на 0,1-0,4 мм в зависимости от их размеров. Пружины выполняют из стали 60С2А и термически обрабатывают до твердости НRС 40-45. Толщина пластины берется 0,5- 1,25 мм. При перемещении штока механизированного привода вправо пружины возвращаются в исходное положение, и деталь легко снимается с оправки. На корпус 1 надеты два пакета тарельчатых пружин 4, между которыми расположена втулка 3. Если стержень 5 будет перемещаться влево, то пакеты сплющиваются, увеличиваются в диаметре и заготовка 2 центрируется и закрепляется. Базирующие поверхности заготовок могут быть 7-11 квалитета.
 Для определения необходимой величины осевой силы W рассмотрим равновесие тарельчатой пружины в конечном положении. Наличие радиальных прорезей позволяют с достаточной точностью рассматривать пружину как наклонную распорку между корпусом 1 и заготовкой 2 . Из силового треугольника
Для определения необходимой величины осевой силы W рассмотрим равновесие тарельчатой пружины в конечном положении. Наличие радиальных прорезей позволяют с достаточной точностью рассматривать пружину как наклонную распорку между корпусом 1 и заготовкой 2 . Из силового треугольника 
где β - угол наклона пружины с d < 50 мм в деформированном состоянии; для пружин β =9-100; с d> 50 мм β =12°; коэффициент 0,75 введен из расчета, что 25% силы тяги расходуется на деформацию пружины в пределах зазора между базовым отверстием заготовки и пружиной в недеформированном в виде.
7.4. Оправки кулачковые шпиндельные.
Кулачковая шпиндельная оправка крепится на шпинделе 1 токарного или круглошлифовального cтанка. При перемещении штока механизированного зажима перемещается и коническая деталь 1, которая раздвигает кулачки 2, в результате чего происходит зажим заготовки.
 Клиноплунжерные механизмы часто используют в патронах для токарной обработки для центрирования, как по внутренней, так и наружной цилиндрической поверхностям. Три плунжера 2, расположенных под углом 120° друг к другу, перемещаются в трех радиальных пазах корпуса 1. Перемещение плунжеров осуществляется клином 3, имеющим соответственно три клиновых скоса. Клин 3 соединен со штоком силового привода. При движении клина 3 влево плунжеры расходятся, центрируя и закрепляя заготовку. При движении клина 3 вправо плунжеры сходятся к центру под действием усилия сжатия пружины 4.
Клиноплунжерные механизмы часто используют в патронах для токарной обработки для центрирования, как по внутренней, так и наружной цилиндрической поверхностям. Три плунжера 2, расположенных под углом 120° друг к другу, перемещаются в трех радиальных пазах корпуса 1. Перемещение плунжеров осуществляется клином 3, имеющим соответственно три клиновых скоса. Клин 3 соединен со штоком силового привода. При движении клина 3 влево плунжеры расходятся, центрируя и закрепляя заготовку. При движении клина 3 вправо плунжеры сходятся к центру под действием усилия сжатия пружины 4.
Силу тяги привода W, необходимую для обеспечения силы зажима Q можно определить по формуле, приняв, что tgφ2 = 0, так как клин 3 под действием трех одинаковых сходящихся в его центре сил как бы плавает, не прижимаясь к направляющим: 
Погрешность центрирования в клиноплунжерных механизмах составляет 0,2-0,5 мм. Поэтому патроны с механизмами обычно применяют для установки по черным базам на черновых операциях.
7.5. Оправки и патроны с гидропластмассой.
Применяют для установки по наружной или внутренней поверхности заготовок обрабатываемых на токарных или круглошлифовальных станках. На приспособлениях с тонкостенной втулкой, заготовки наружной или внутренней поверхностью устанавливают на цилиндрическую поверхность втулки. При разжиме втулки гидропластмассой заготовки центрируются и зажимаются. Формы и размеры тонкостенной втулки должны обеспечивать достаточную ее деформацию для надежного зажима заготовки на втулке при обработке на станке.
При конструировании патронов и оправок с тонкостенными втулками с гидропластмассой рассчитывают:
1. Основные размеры тонкостенных втулок;
2. Размеры нажимных винтов и плунжеров у приспособлений с ручным зажимом;
З. Размеры плунжеров, диаметр цилиндра и ход поршня для приспособлений с механизированным приводом.
 Исходными данными для расчета тонкостенных втулок является диаметр и длина Lз отверстия изготавливаемой детали. Для расчета тонкостенной самоцентрирующей втулки примем следующие обозначения: D - диаметр установочной поверхности центрирующей втулки 2, мм; h - толщина тонкостенной втулки, мм; Т - длина опорных поясков втулки, мм; t - толщина опорных поясков втулки, мм; ΔDдоп наибольшая диаметральная упругая деформация втулки (увеличение или уменьшение диаметра в ее средней части), мм; Smax - максимальный зазор между установочной поверхностью втулки и базовой поверхностью обрабатываемой заготовки 1 в свободном состоянии, мм; Lk - длина контактного участка упругой втулки с установочной поверхностью заготовки после разжима втулки, мм; L - длина тонкостенной части втулки, мм; Lз - длина обрабатываемой заготовки, мм; Dз- диаметр базовой поверхности обрабатываемой заготовки, мм; d - диаметр отверстия опорных поясков втулки, мм; р - давление гидропластмассы, требуемой для деформации тонкостенной втулки, Мн/м2; r1 - радиус закругления втулки, мм; Мрез =Р ∙r - допустимый крутящий момент, возникающий от силы резания, н•мм; Р - сила резания, н; r - плечо момента силы резания, мм.
Исходными данными для расчета тонкостенных втулок является диаметр и длина Lз отверстия изготавливаемой детали. Для расчета тонкостенной самоцентрирующей втулки примем следующие обозначения: D - диаметр установочной поверхности центрирующей втулки 2, мм; h - толщина тонкостенной втулки, мм; Т - длина опорных поясков втулки, мм; t - толщина опорных поясков втулки, мм; ΔDдоп наибольшая диаметральная упругая деформация втулки (увеличение или уменьшение диаметра в ее средней части), мм; Smax - максимальный зазор между установочной поверхностью втулки и базовой поверхностью обрабатываемой заготовки 1 в свободном состоянии, мм; Lk - длина контактного участка упругой втулки с установочной поверхностью заготовки после разжима втулки, мм; L - длина тонкостенной части втулки, мм; Lз - длина обрабатываемой заготовки, мм; Dз- диаметр базовой поверхности обрабатываемой заготовки, мм; d - диаметр отверстия опорных поясков втулки, мм; р - давление гидропластмассы, требуемой для деформации тонкостенной втулки, Мн/м2; r1 - радиус закругления втулки, мм; Мрез =Р ∙r - допустимый крутящий момент, возникающий от силы резания, н•мм; Р - сила резания, н; r - плечо момента силы резания, мм.
Расчет тонкостенной втулки осуществляется в следующей последовательности: диаметр D принимают по рабочему чертежу изготавливаемой детали.
1. Определяют наружный или внутренний диаметр D=2а в зависимости от наружного или внутреннего диаметра Dз базовой поверхности заготовки. Базовая поверхность заготовки должна быть обработана по 6 - 7 квалитету точности. Такую же точность должна иметь и установочная поверхность тонкостенной втулки с посадкой с зазором;
2. Длину L средней части тонкостенной втулки (без утолщенных бортов) принимают L =( 1,0 - 1,2) Lз
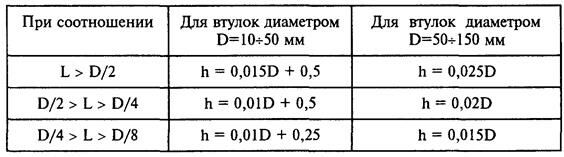
3. Толщина h тонкостенной части L втулки:
При D > 150 мм и L > 0,3 D 
при D > 150 мм и L < 0,3 D 
где р - удельное давление гидропластмассы в полости втулки, Мн/м2; R - радиус установочной поверхности втулки, мм.
Для определения h можно пользоваться следующими формулами:
4. Максимальный радиальный зазор Smax между установочной поверхностью тонкостенной втулки и базовой поверхностью заготовки, когда она не зажата:
при зажиме по внутренней поверхности заготовки Smax= Dзmax – Dmin
при зажиме по наружной поверхности заготовки Smax= Dmin – Dзmax
Практически принимают Smax =0,01-0,3 мм.
5. Допустимая деформация тонкостенной части втулки (увеличение диаметра) в ее средней части:
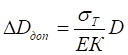
где σТ - предел текучести материала центрирующей втулки, Мн/м2;
Е=2,06∙1011 - предел упругости, Мн/м2;
К= σТ /[σ]доп= 1,2-1,5- коэффициент запаса прочности втулки, принимают К= 1,4; [σ] - допустимое напряжение стальной втулки, Мн/м2.
При L > 0,3 D ΔDдоп=0,003D
В случае деформации короткой втулки при L < 0,3 D в зоне контакта тонкостенной втулки с опорными поясками возникают сложные напряжения, создаваемые изгибающим моментом, поэтому коэффициент запаса прочности принимают К=2, тогда максимальное увеличение диаметра втулки: ΔDдоп=0,002D
Натяг при зажиме заготовки 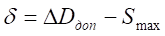
При  втулка центрирует и зажимает заготовку; при
втулка центрирует и зажимает заготовку; при  втулка только центрирует, но не зажимает заготовку; при
втулка только центрирует, но не зажимает заготовку; при  втулка не центрирует и не зажимает заготовку, т.е. ее нельзя применять.
втулка не центрирует и не зажимает заготовку, т.е. ее нельзя применять.
Гидростатическое давление Мн/м2 в полости тонкостенной втулки, требуемое для зажима заготовки: 

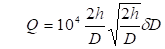
8. Определяют, допустимый крутящий момент н•см (кгс•см) при резании М3, который стремится повернуть обрабатываемую заготовку на втулке. Чтобы заготовка во время обработки не повернулась на втулке, максимальный крутящий момент Мmax от силы трения на поверхности втулки и заготовки должен быть больше Мрез:

где h, D, δ выражены в мм.
9. Требуемая продольная сила H зажима заготовки на тонкостенной втулке:
10. Коэффициент длины контакта:
11. Высота рабочей полости тонкостенной втулки под гидропластмассу:
12. Длина посадочного пояска втулки:

13. Диаметр d отверстия для втулки с наружной установочной поверхностью для заготовки с базовой поверхностью, изготовленной по 7 квалитету точности
 , по 8-му квалитету точности
, по 8-му квалитету точности 
Материал для изготовления тонкостенных втулок: при D <40 мм - сталь 40Х с термообработкой до НRС 40; при D > 40 мм сталь У7А с термообработкой до НRС 36.
Технические требования на изготовление тонкостенных втулок
1. Допускаемая разностенность тонкостенной части втулки - 0,03 мм при D < 40 мм; 0,05 мм при D > 40 мм.
2. Допускаемое биение установочной поверхности тонкостенной втулки относительно поверхности посадочных поясков и базовой поверхности приспособления не более 0,01 мм;
Сопряжение втулки с корпусом выполняют по посадке с натягом 7 квалитета точности.
Диаметр d0 плунжера для передачи внешней силы давления на гидропластмассу, находящуюся в полости тонкостенных втулок: 


Материал плунжеров сталь 45 с термообработкой до HRС 40-45.
Для лучшей герметичности плунжеры притираются по отверстию для получения зазора не более 0,01 мм.
Приспособления с тонкостенной втулкой рассчитываются в следующей последовательности:
Определяют силу Q на штоке гидроцилиндра. При этом по формулам находят диаметр d0‚ плунжера и гидростатическое давление р Мн/м2 в полости приспособления и подставляют в формулу для определения силы н:

2. Определяют диаметр поршня цилиндра:
Рекомендуем посмотреть лекцию "165 Политика".
где pв - давление воздуха в сети, Мн/м2; η=0,85 - коэффициент полезного действия привода.
3. Определяют ход поршня и плунжера:

 где К1=1,15-1,2 - коэффициент запаса гидропласта в каналах; К2=5∙105р - коэффициент упругости гидропласта при заданном давлении гидропластмассы.
где К1=1,15-1,2 - коэффициент запаса гидропласта в каналах; К2=5∙105р - коэффициент упругости гидропласта при заданном давлении гидропластмассы.
Консольная оправка с тонкостенной втулкой и гидропластмассой. Обрабатываемую заготовку 4 с базовым отверстием устанавливают на наружную поверхность тонкостенной втулки 5. При подаче сжатого воздуха в полость пневмоцилиндра поршень со штоком перемещается в пневмоцилиндре влево и шток через тягу 6 и рычаг 1 передвигает плунжер 2, который нажимает на гидропластмассу 3. Гидропластмасса равномерно давит на внутреннюю поверхность втулки 5, втулка разжимается; наружный диаметр втулки увеличивается, и она центрирует и закрепляет заготовку 4.
















