
Основные элементы технологической оснастки
ЛЕКЦИЯ 2. Основные элементы технологической оснастки
Базовым поверхностям обрабатываемой детали соответствуют установочные поверхности приспособления.
Детали приспособления делятся на основные и вспомогательные.
Основные предусматриваются схемой базирования и определяют положение детали в соответствии с правилом шести точек.
Вспомогательные вводятся иногда в установочную систему не для целей базирования, а лишь для повышения устойчивости и жесткости обрабатываемой детали и противодействия силам резания.
Конструкции и размеры установочных деталей должны выбираться по ГОСТ или нормалям машиностроения, так как большинство из них гостированы или нормализованы.
2.1. Опоры под базовые плоскости
Эти опоры применяются в виде штырей или пластин.
Опорные штыри выполняют с плоской сферической или насеченной головкой. Отверстия под штыри в корпусе приспособления выполняются сквозными; сопряжение штырей с отверстиями по посадке H7/n6 . Опорные площадки в корпусе под головки штырей должны слегка выступать и обрабатываться одновременно, чем обеспечивается расположение их в одной плоскости. Штыри с плоскими головками после их запрессовки также шлифуются одновременно, в связи, с чем у этих штырей оставляется припуск 0,2—0,3 мм на шлифование после сборки. Иногда в отверстия корпуса под штыри запрессовывают стальные закаленные втулки. Торцы втулок одновременно шлифуют, обеспечивая необходимую плоскостность, а высоту головок штырей выполняют с отклонениями. Таким образом, обеспечивается взаимозаменяемость штырей, при которой отпадает необходимость шлифовать их установочные поверхности при сборке и сокращается время на ремонт приспособления. В отверстия втулок штыри устанавливаются по посадке H7/h6.
. Опорные площадки в корпусе под головки штырей должны слегка выступать и обрабатываться одновременно, чем обеспечивается расположение их в одной плоскости. Штыри с плоскими головками после их запрессовки также шлифуются одновременно, в связи, с чем у этих штырей оставляется припуск 0,2—0,3 мм на шлифование после сборки. Иногда в отверстия корпуса под штыри запрессовывают стальные закаленные втулки. Торцы втулок одновременно шлифуют, обеспечивая необходимую плоскостность, а высоту головок штырей выполняют с отклонениями. Таким образом, обеспечивается взаимозаменяемость штырей, при которой отпадает необходимость шлифовать их установочные поверхности при сборке и сокращается время на ремонт приспособления. В отверстия втулок штыри устанавливаются по посадке H7/h6.
 Опорные пластины.
Опорные пластины.
Изготовляются двух типов: плоские (тип а) и с косыми пазами (тип б). Пластины закрепляются двумя или тремя винтами М6 до М12.
Рекомендуемые материалы
Плоские пластины целесообразно закреплять на вертикальных стенках корпуса, так как при горизонтальном их положении в углублениях над головками винтов (1—2 мм) скопляется мелкая стружка, трудно удаляемая при очистке приспособления. Пластины с косыми пазами устанавливают на горизонтальных поверхностях корпуса. При такой конструкции пластин стружка, сдвигаемая при перемещении устанавливаемой детали, легко попадает в углубления (косые пазы) пластин и не нарушает контакта при установке.
Выбор типа и размеров опор зависит от размеров и состояния базовых поверхностей:
1) детали с обработанными базовыми плоскостями больших размеров устанавливают на пластины, а небольших — на штыри с плоской головкой;
2) детали с необработанными базами устанавливают на штыри со сферической или насеченной головкой. Штыри с насеченной головкой обычно применяются в качестве боковых опор, закрепляемы на вертикальной стенке корпуса; в этом случае отпадают трудности, связанные с очисткой их от стружки.
Количество опор и их расположение выбираются в соответствии со схемами базирования.
 Иногда в качестве основных опор применяют самоустанавливающиеся и регулируемые опоры. Самоустанавливающиеся опоры усложняют конструкцию приспособления и применяются лишь в специальных случаях. Например при базировании детали плоскостями ее бобышек, расположенных в виде четырехугольника, целесообразно одну из жестких опор заменить двухточечной. При базировании ступенчатой плоскостью можно применить двухточечную опору.
Иногда в качестве основных опор применяют самоустанавливающиеся и регулируемые опоры. Самоустанавливающиеся опоры усложняют конструкцию приспособления и применяются лишь в специальных случаях. Например при базировании детали плоскостями ее бобышек, расположенных в виде четырехугольника, целесообразно одну из жестких опор заменить двухточечной. При базировании ступенчатой плоскостью можно применить двухточечную опору.
2.2. Установочные пальцы.
Применяются при базировании по плоскости или торцам и отверстиям. Нормалями машиностроения определены следующие конструкции.
1.Пальцы установочные цилиндрические постоянные,
2. Пальцы установочные срезанные постоянные.
3. Пальцы установочные цилиндрические сменные.
4. Пальцы установочные срезанные сменные.
Установочные пальцы должны обладать повышенной износостойкостью, длительно сохранять свои размеры и относительное положение. Их изготавливают из углеродистых и легированных сталей (У7, У8, У10А, 65Г и др.) с термообработкой до твердости HRC 56-61 или из конструкционных сталей (15ХН, 20, 20Х и др.) с цементацией на глубину 0.8…1.2мм с последующей закалкой до той же твердости. В ряде случаев их армируют твердым сплавом. Шероховатость рабочих поверхностей должна соответствовать Ra =1.25…0.32мкм.  Точность обработки рабочих поверхностей 7…8 квалитет.
Точность обработки рабочих поверхностей 7…8 квалитет.
Постоянные пальцы запрессовываются в корпус приспособления по посадке Н7/р6, а диаметры их установочных поверхностей выполняются с отклонениями по g или f9 в зависимости от требуемой точности базирования.
Сменные пальцы используются при интенсивной эксплуатации приспособления, когда они сравнительно быстро изнашиваются и заменяются. Пальцы монтируются в отверстии втулки по посадке H7/h6, а диаметры их установочных поверхностей также выполняются с отклонениями по g6 или f9.
При базировании по плоскости и двум отверстиям пальцы обычно применяются в сочетании с нормальными опорными пластинами, а при установке по торцу и отверстию могут запрессовываться в специальную опорную пластину той или иной конструкции. При установке тяжелых деталей, когда неподвижные пальцы мешают загрузке, их делают выдвижными.
2.3. Оправки
Установку на внутреннюю цилиндрическую поверхность и перпендикулярную к ее оси плоскость производят на пальцы и оправки. Торец заготовки координирует ее положение по длине, различные элементы (шпоночная канавка, радиальное отверстие и др.) определяют ее угловое положение.
Коническая оправка (конусность – 1/2000….1/4000) — на которую заготовка насаживается цилиндрическим отверстием, обработанным с точностью Н6—Н7. Вследствие расклинивающего действия она прочно удерживается от проворачивания при обработке. Точность центрирования 0,005—0,010 мм. Недостаток оправки — отсутствие точной фиксации заготовки по длине. Оправка применяется в единичном и мелкосерийном производстве.
Оправка, на которую заготовка насаживается с натягом. Используя подкладные колонки при запрессовку, заготовку точно ориентируют по длине оправки. Наличие канавки 1 позволяет подрезать торцы заготовки, шейка 2 служит для направления заготовки. Точность центрирования 0,005— 0,010 мм.

Рисунок 1 Жесткие оправки
Оправка, на которую заготовка насаживается с зазором, показана на рисунке 1, в. Положение заготовки по длине определяется буртом оправки; ее проворачивание предупреждается затяжкой гайки 3 или шпонкой 4 (при наличии в заготовке шпоночной канавки). Для этих оправок базовые отверстия заготовок рекомендуется обрабатывать по 7-му квалитету. Точность центрирования зависит от зазора и обычно составляет 0,02—0,03 мм.
Оправки изготавливают из стали 20Х, цементуют на глубину 1,2—1,5 мм и закаливают до твердости НRС 55—60. Рабочие поверхности шеек шлифуют до Rа 0,63--0,32 мкм. На центровых гнездах делают фаски или поднутрения для защиты от повреждений. Для передачи момента на конце оправки предусматривают квадрат, лыски или поводковый палец. Оправки диаметром более 80 мм для облегчения выполняют полыми.
При конструировании оправки с запрессовкой обрабатываемой заготовки, определяют диаметр ее рабочей шейки. Исходные данные для расчета: номинальный диаметр d, длина базы (отверстия) L, наружный диаметр заготовки d1, модули упругости Е1 и Е2 коэффициенты Пуассона μ1 и μ2 материалов оправки и заготовки; момент М и осевая сила Р, возникающие при обработке и стремящиеся повернуть или сдвинуть заготовку на оправке; коэффициент трения между заготовкой и оправкой f = 0,08…0,12. Задаваясь коэффициентом запаса к = 1,5…2,0, определяют момент Мтр или осевую. силу Р, удерживающие заготовку на оправке:

 где р – давление на поверхности сопряжения
где р – давление на поверхности сопряжения
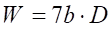
Оправка с разрезной втулкой (рисунок 2, б) служит для закрепления заготовки затяжкой внутреннего конуса. Оправки этого типа допускают использование баз в виде отверстий, обработанных с точностью Н8—Н12. Консольная оправка с тремя сухарями (рисунок 2, а), разжимаемыми внутренним конусом, используется для закрепления толстостенных заготовок с обработанным или необработанным отверстием. Точность центрирования оправки 0,05—0,10. мм, а оправки, показанной на рисунке 2, б, — 0,02—0,4 мм. Схема оправки с упругой гильзой, разжимаемой изнутри гидропластмассой показана на рисунок 2, г. Затягивая винт, сжимают гидропластмассу, которая, разжимая тонкостенную гильзу, закрепляет заготовку. Оправки с гидропластмассой обеспечивают точность центрирования 0,005—0,01 мм. Базовые отверстия заготовки обрабатывают с точностью Н7—Н8.
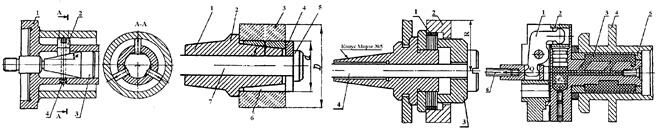
Рисунок 2 Разжимные оправки
На рисунке 2, г показана оправка с тарельчатыми пружинами, обеспечивающая точность центрирования (0,002—0,003 мм). При приложении осевой силы центрирующая часть пружин выпучивается и прочно закрепляет заготовку. Пружины выполняют из стали 38Х, У10А или 65Г с термической обработкой до твердости НRС 45—50. Точность обработки базовых отверстий — в пределах Н6—Н7.
2.4. Центра
Установка заготовки на центровые гнезда и конические фаски  применяется при обработке деталей класса валов. В качестве установ9чных элементов используют центры с углом 60°. Схема установки на жесткий центр приведена на рисунке 3, а; на рисунок 3, б дана схема установки конической фаской на срезанный центр, характерная для деталей типа гильз; на рисунке 3, показана схема установки па специальный центр с тремя узкими ленточками 1 на кромки отверстия заготовки. На рисунок 3, г приведена конструкция поводкового Центра, передающего крутящий момент от вдавливания рифлений в поверхность, конической фаски при приложении к центру осевой силы. Этот центр обеспечивает передачу момента, необходимого при чистовой обработке, но ухудшает поверхность базовой фаски. На рисунке 3, д показана конструкция поводкового центра, передающего момент через рифления, вдавливаемые в торцовую плоскость заготовки. Рифления 5 выполнены на трех участках сферической самоустанавливающейся шайбы 2. Центр, плавающей конструкция смонтирован в промежуточной втулке 4.
применяется при обработке деталей класса валов. В качестве установ9чных элементов используют центры с углом 60°. Схема установки на жесткий центр приведена на рисунке 3, а; на рисунок 3, б дана схема установки конической фаской на срезанный центр, характерная для деталей типа гильз; на рисунке 3, показана схема установки па специальный центр с тремя узкими ленточками 1 на кромки отверстия заготовки. На рисунок 3, г приведена конструкция поводкового Центра, передающего крутящий момент от вдавливания рифлений в поверхность, конической фаски при приложении к центру осевой силы. Этот центр обеспечивает передачу момента, необходимого при чистовой обработке, но ухудшает поверхность базовой фаски. На рисунке 3, д показана конструкция поводкового центра, передающего момент через рифления, вдавливаемые в торцовую плоскость заготовки. Рифления 5 выполнены на трех участках сферической самоустанавливающейся шайбы 2. Центр, плавающей конструкция смонтирован в промежуточной втулке 4.
Центры выполняют из сталей 45, У6А, У8А и подвергают термической обработке до твердости НRС 55—60, износостойкость повышают наплавкой твердого сплава. Форму заднего центрового гнезда при токарной обработке сохраняют применением вращающихся центров.
При установке на жесткий центр погрешность базирования для осевых размеров зависят от точности выполнения центровых гнезд. Для точной установки по длине применяют плавающий передний центр 3 (рисунок 3, е); переменная глубина центрового гнезда не влияет при этом на осевое положение заготовки. При упоре последней в торец промежуточной втулки 4 совмещаются технологическая и измерительная базы, т. е. соблюдается условие ε=0.
При отклонении от соосности центровых гнезд возникает кромочное касание центров с гнездами. То же происходит при несовпадении углов гнезд и центров. Под действием радиальной силы заготовка смещается в поперечном и продольном направлениях в результате смятия и износа кромок центров. При отклонении от соосности центровых гнезд угол перекоса заготовки длиной L

Погрешность формы центровых гнезд в поперечном сечении вызывает отклонение от круглости обрабатываемых шеек. Ее можно уменьшить шлифованием, притиркой или обжатием гнезд эталонным центром.
Установка заготовки на два цилиндрических отверстия с параллельными осями и перпендикулярную к ним плоскость используется при обработке деталей типа корпусов, плит и картеров. Ее преимущества: простота конструкции приспособления, возможность соблюдения постоянства баз на большинстве операций технологического процесса и относительно простая передача и фиксация заготовок на поточных и автоматических линиях, эта схема обеспечивает большую доступность режущего инструмента к обрабатываемой заготовке. 3аготовка закрепляется приложением силы, перпендикулярной к базовой плоскости. Такая установка наиболее пригодна для заготовок, имеющих размеры базовой плоскости, большие или сопоставимые с их высотой. Базовую плоскость заготовки подвергают чистовой обработке, а отверстия развертывают с точностью Н8 - Н7.
Установочные пальцы должны обладать повышенной износостойкостью, длительно сохранять свои размеры и относительное положение. Их изготавливают из углеродистых и легированных сталей (У7, У8, У10А, 65Г и др.) с термообработкой до твердости HRC 56-61 или из конструкционных сталей (15ХН, 20, 20Х и др.) с цементацией на глубину 0.8…1.2мм с последующей закалкой до той же твердости. Шероховатость рабочих поверхностей должна соответствовать Ra =1.25…0.32мкм. Точность обработки рабочих поверхностей 7…8 квалитет.
 Ввиду наличия допуска d на расстояние L между осями базовых отверстий одно из них может занимать при установке партии заготовок два предельных положения Если правый палец выполнить цилиндрическим, то его диаметр должен быть d - d; в этом случае возможно покачивание заготовки на левом пальце от среднего положения на величину d/2. Более целесообразна ромбическая форма пальца; конструктивно ее выполняют с цилиндрической ленточкой шириной 2е.
Ввиду наличия допуска d на расстояние L между осями базовых отверстий одно из них может занимать при установке партии заготовок два предельных положения Если правый палец выполнить цилиндрическим, то его диаметр должен быть d - d; в этом случае возможно покачивание заготовки на левом пальце от среднего положения на величину d/2. Более целесообразна ромбическая форма пальца; конструктивно ее выполняют с цилиндрической ленточкой шириной 2е.
2.5. Призмы
Для установки заготовок диаметром. 5—150 мм на внешнюю цилиндрическую поверхность и перпендикулярную к ее оси плоскость применяют широкие опорные призмы, для заготовок с необработанной поверхностью узкие призмы; при этом в результате локализации контакта уменьшается влияние макрогеометрических погрешностей баз заготовок на их устойчивость в призме.
Лекция "24 Нормы допустимой вибрации турбоагрегатов" также может быть Вам полезна.
В приспособлениях находят применение, главным образом призмы с углом α = 90°. При обработке консольных частей заготовки используют подводимые и самоустанавливающиеся опоры в виде призматических элементов. Призмы изготовляют из стали 20Х, применяя цементацию на глубину 0,8— 1,2 мм и закалку рабочих поверхностей (НRС 55—60). Призмы больших размеров выполняют из серого чугуна с привернутыми стальными калеными щеками. Недостаток такой конструкции - пониженная жесткость из-за наличия дополнительных стыков.
Призмы крепят к корпусу приспособления винтами и фиксируют контрольными штифтами. Нижнюю и боковые (рабочие) поверхности призм шлифуют до Rа = 0,63 - 0,32 мкм.
 Предельно допустимую нагрузку (Н) на призму из условий контактной прочности можно определить по формуле (заготовки из стали или чугуна, α = 90°)
Предельно допустимую нагрузку (Н) на призму из условий контактной прочности можно определить по формуле (заготовки из стали или чугуна, α = 90°)
где b - длина линии контакта заготовки с призмой, мм; D - диаметр заготовки, мм.
Погрешности базирования при установке в призму являются функцией допуска на диаметр цилиндрической поверхности заготовки и зависят от погрешностей ее формы.



















