
Магнитные и электромагнитные методы контроля качества сварки
Тема 7.
Магнитные и электромагнитные методы. Магнитопорошковый и магнитографический методы. Физико-технические основы методов. Основные преимущества и недостатки, область применения.
Магнитные методы контроля применяются для ферромагнитных материалов (изделиях из стали и чугуна толщиной от 5 мм до 30 мм). Они основаны на измерении и анализе результатов взаимодействия электромагнитного поля с контролируемым объектом. При наличии в шве несплошностей, вследствие меньшей магнитной проницаемости дефекта, магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния (рис. 1).
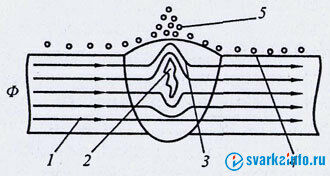
Рис. 1. Схема магнитного контроля:
1 - магнитное поле; 2 - дефект; 3 - искажение магнитного поля; 4 — магнитный порошок; 5 — скопление порошка
Если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно (рис. 2,а).
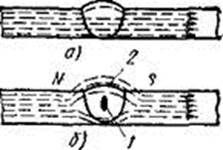
Рис. 2. Распределение магнитных силовых линий а - в сварном соединении без дефектов б - в сварном шве при наличии дефектов; 1 - дефект 2 - поток рассеивания,
Рекомендуемые материалы
N и S - полюса магнита
При наличии дефекта в сварном шве, вследствие меньшей магнитной проницаемости его, магнитный силовой поток будет огибать дефект, образуя магнитные потоки рассеивания (рис. 2,6).
Изделия контролируют в наложенном постоянном или переменном магнитном поле либо после намагничивания в остаточном поле. Намагничивают детали постоянным, импульсным униполярным, переменным или комбинированным магнитным полем. После контроля детали размагничивают нагревом выше точки Кюри или переменным магнитным полем с амплитудой, равномерно уменьшающейся от некоторой максимальной величины (равной или несколько большей амплитуды намагничивающего поля), до нуля.
По приемам регистрации магнитных полей и их неоднородностей магнитные методы контроля подразделяют на магнитопорошковый, магнитографический, магнитоферрозондовый, индукционный, вихретоковый и др.
При магнитопорошковом методе на поверхность намагниченной детали наносят ферромагнитный порошок, после металл подвергается воздействию сильного магнитного поля. На краях трещин и раковин поле концентрируется, что вызывает притягивание порошка. После прекращения действия магнитного поля вокруг каждой трещины или раковины наблюдается концентрация порошка. При применении флюоресцентного порошка для обнаружения концентраций место проверки следует осветить ультрафиолетовым светом.
Магнитное поле рассеяния выявляется благодаря тому, что на ферромагнитные частицы порошка действуют силы этого поля, которые стремятся затянуть эти частицы в места наибольшей концентрации магнитных силовых линий. В результате ферромагнитные частицы собираются над дефектом, образуя рисунок в виде полосок или цепочек. Ширина полосок из скопившихся частичек обычно значительно больше ширины дефекта, поэтому этим методом контроля могут быть выявлены даже мельчайшие трещины, надрывы, волосовины и другие мелкие дефекты.
Нанесение магнитного порошка на контролируемую поверхность детали осуществляют двумя способами, реализующими "сухой" или "мокрый" метод. В первом случае для обнаружения дефектов используют сухой ферромагнитный порошок. При использовании "мокрого" метода контроль осуществляется с помощью магнитной суспензии, т.е. взвеси ферромагнитных частиц в жидких средах: трансформаторном масле, смеси трансформаторного масла с керосином, смеси обыкновенной воды с антикоррозионными веществами.
Так как направление трещин неизвестно, проводят два тестирования. Первый раз линии магнитного поля направляются по возможности перпендикулярно шву, второй раз параллельно.
При магнитопорошковом контроле деталей применяют циркулярное, полюсное и комбинированное намагничивание.
Циркулярное намагничивание проводят:
- пропусканием тока непосредственно по детали;
- пропусканием тока по центральному проводнику;
- пропусканием тока по тороидальной обмотке;
- пропусканием тока по участку детали с применением электроконтакторов;
- возбуждением индукционного тока в детали.
Продольное (полюсное) намагничивание проводят:
- в соленоиде;
- с применением катушки
- с помощью переносного электромагнита;
- в стационарных электромагнитах;
- постоянными магнитами;
- способом «перемещения полюса магнита по объекту».
Комбинированное намагничивание (одновременное действие на проверяемую деталь двух полей) проводят:
- пропусканием тока по объекту и с применением электромагнита;
- пропусканием тока по объекту и с применением соленоида;
- пропусканием по объекту двух токов во взаимно-перпендикулярных направлениях;
- пропусканием по объекту и соленоиду токов, сдвинутых по фазе 90о.
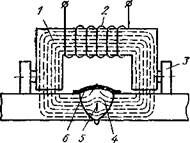
Рис 123 Схема намагничивания сварного шва и запись дефектов на ленту I - подвижное намагничивающее устройство 2 - обмотка электромагнита 3 - опорные магнитные ролики 4 - сварной шов 5 - дефект 6 - магнитная лента
Схема поперечного намагничивания сварных швов и записи полей дефектов на магнитною ленту показана на рис 123. Намагничивающее устройство питается постоянным током. В качестве источников питания применяют генераторы постоянного тока, выпрямители и аккумуляторные батареи
Запись на магнитную ленту заключается в следующем. Ленту накладывают на контролируемый шов, включают ток намагничивающего устройства, которое при помощи опорных роликов перекатывается вдоль шва. После намагничивания ленту снимают, наматывают в кассету и воспроизводят на дефектоскопе. Получаемые импульсы передаются на осциллограф, где по форме отклонения луча на экране осциллографа можно судить о величине и характере дефекта шва (рис 124).

Рис 124 Характер кривых в зависимости от вида дефекта, получаемых на экране осциллографа при магнитографическом методе контроля сварных швов
Магнитнопорошковый метод очень эффективен для обнаружения поверхностных или расположенных близко к поверхности пор и трещин. Он применяется только на материалах, способных намагничиваться. Перед проверкой требуется тщательно очистить поверхность. Используется жидкий аналог магнитного порошка или флюоресцентный магнитный порошок.

Возможно выявление тонких и мелких трещин с раскрытием больше 0,0025 мм и высотой не менее 0,025 мм. В стыковых сварных соединениях с усилением, выполненных автоматической сваркой, выявляются трещины с раскрытием не менее 0,01 мм и высотой не менее 0,1 мм, в соединениях, выполненных ручной сваркой, - соответственно 0,025 мм и 0,25 мм. Можно использовать порошки разного цвета. Для деталей с блестящей светлой поверхностью применяют черный порошок магнетита Fе3О4. При контроле деталей с черной поверхностью используют цветные, окрашенные или отожженные, кирпично-красные, серебристые или темно-коричневые порошки либо люминисцентные порошки, светящиеся при ультрафиолетовом облучении. Часто для удобства нанесения используют магнитные, в том числе магнитолюминисцентные, суспензии на масляно-керосиновой или водной основе (5...6 г мыла, 1 г жидкого стекла, 50... 100 г магнитного порошка на 1 л воды).
Подготовка деталей к контролю заключается в очистке их поверхностей от отслаивающейся ржавчины и грязи. Если применяется сухой метод контроля или используется водная суспензия, то контролируемые поверхности следует очистить от смазки и масла. Иногда перед выполнением контрольных операций контролируемые поверхности покрывают тонким просвечивающимся слоем белой краски или белого нитролака, чтобы черный порошок был лучше виден.
Преимущества магнито-порошкового метода: высокая чувствительность к тонким и мелким трещинам, простота, оперативность и наглядность, возможность применения для деталей практически любых форм и размеров.
Дефекты, выявляемые магнитопорошковым методом
· поверхностные с шириной раскрытия у поверхности 0,002 мм и более, глубиной 0,01 мм и более;
· подповерхностные, лежащие на глубине до 2 мм;
· внутренние (больших размеров), лежащие на глубине более 2 мм;
· под различного рода покрытиями, но при условии, что толщина немагнитного покрытия не более 0,25 мм.
Чувствительность магнитопорошкового метода зависит:
· от магнитных характеристик материала детали;
· напряженности намагничивающего поля;
· размера, формы и шероховатости поверхности детали;
· размера, формы, местоположения и ориентации дефекта;
· взаимного направления намагничивающего поля и дефекта;
· свойств дефектоскопического материала;
· способа нанесения дефектоскопического материала на поверхность детали;
· способа и условий регистрации индикаторного рисунка выявляемого дефекта.
· В случае контроля деталей, имеющих большую шероховатость или склонных к образованию дефектов, глубоко залегающих под поверхностью, применяют крупный порошок, который наносят на поверхность "сухим" способом.
· Чувствительность магнитопорошкового метода зависит также от подвижности частиц порошка. Для обеспечения высокой подвижности частиц необходимо применять порошки с частицами неправильной формы. Они должны обладать малой коэрцитивной силой и низкой остаточной намагниченностью для исключения их "прилипания" к контролируемой поверхности. Подвижность частиц магнитного порошка повышают путем их покрытия пигментом с низким коэффициентом зрения.
· Следует также иметь в виду, что при обнаружении подповерхностных дефектов более высокая чувствительность может быть достигнута путем применения "сухого" способа, по сравнению с "мокрым". Причем для повышения чувствительности "сухого" способа ферромагнитный порошок предварительно распыляют в специальном устройстве, а затем подают по шлангу непосредственно на контролируемую деталь или в закрытую камеру, в которой установлена деталь. Способ нанесения ферромагнитного порошка на поверхность детали может быть реализован и с помощью специального бункера, в котором магнитный порошок находится во взвешенном состоянии. При этом намагниченную деталь погружают в рыхлый порошок, а затем медленно извлекают из него для расшифровки образовавшегося индикаторного рисунка.
Такой способ нанесения магнитного порошка рекомендуется применять и для контроля деталей, имеющих слой немагнитного покрытия, причем чувствительность метода в этом случае зависит от толщины немагнитного покрытия
· Более высокая чувствительность магнитопорошкового метода контроля с применением сухого порошка по сравнению с применением магнитной суспензии объясняется:
- высокой подвижностью ферромагнитных частиц, взвешенных в воздухе, из-за незначительных сил трения, действующих на частицы в этой среде (для перемещения частиц в воздухе требуется гораздо меньшая сила, чем для их перемещения в вязкой среде магнитной суспензии);
- отсутствием гидродинамического воздействия струи суспензии при ее нанесении на деталь или поверхностного натяжения жидкости при извлечении детали из бака с суспензией;
- формированием из ферромагнитных частиц тонких цепочек, которые более чувствительны к магнитным полям рассеяния, чем отдельные частицы.
Перед проведением контроля деталей магнитопорошковым методом необходимо выбрать в каждом конкретном случае:
- способ контроля (в приложенном поле или на остаточном намагничивании);
- вид и способ намагничивания (продольное, циркулярное или комбинированное);
- род намагничивающего тока;
- величину напряженности намагничивающего поля;
- тип порошка и способ его нанесения на контролируемую поверхность детали.
Магнитографическом метод этот способ контроля дает достаточно достоверные результаты и практически является одним из главных способов контроля сварных стыков при прокладке трубопроводов нефти, газа и т. п. Сущность этого метода заключается в намагничивании контролируемого участка сварного шва и околошовной зоны с одновременной записью магнитного поля на магнитную ленту и последующим считывании с нее полученной информации специальными устройствами магнитографических дефектоскопов.
Магнитные ленты состоят из основы толщиной 100 мкм, сделанной из триацетата или лавсана, и магнитного слоя толщиной 10...20 мкм, состоящего из окиси железа, взвешенной в лаке. Они могут использоваться многократно. Записи на ленте преобразуются в электрические сигналы и наблюдаются на экране дефектоскопа. В автоматических устройствах применяется непрерывная запись и воспроизведение с бесконечной магнитной ленты в виде петли.
Магнитографический метод в основном применяют для контроля стыковых швов, выполненных сваркой плавлением, и в первую очередь при дефектоскопии швов магистральных трубопроводов. Этим способом можно контролировать стыки листовых металлоконструкций и трубопроводов с толщиной стенки 2-16 мм, а с менее точными результатами - толщиной до 20-25 мм. Магнитографией наиболее уверенно выявляются плоскостные дефекты (трещины, непровары, несплавления), а также протяженные дефекты в виде шлака.
Значительно хуже выявляются округлые дефекты (поры, шлаковые включения). Практикой установлено, что этот метод уверенно обнаруживает внутренние плоскостные дефекты (лежащие в плоскости), когда их вертикальный размер 8-10% толщины сварного шва.
Контроль состоит из следующих операций:
· подготовка контролируемой поверхности;
· наложение на шов отрезка магнитной ленты (размагниченной), прижим ленты эластичной "подушкой", резиновым поясом;
· намагничивание контролируемого изделия;
· расшифровка результатов контроля, для чего магнитную ленту устанавливают в считывающее устройства дефектоскопа и по сигналам на экранах дефектоскопа выявляют дефекты.
Высота усиления шва допускается не более 20% от толщины металла, но не более 1 мм, и без смещения кромок стыкуемых элементов.
Аппаратура, материалы.
Дефектоскоп имеет электродвигатель, приводящий во вращение барабан с несколькими магнитными головками, перемещающимися поперек магнитной ленты. Электрические сигналы с головки поступают в усилитель, усиливаются в нем и подаются на электронно-лучевую трубку (экран).
В комплект дефектоскопа входит намагничивающее устройство. Оно состоит из П-образного магнитомягкого сердечника (магнитопровода) и обмотки.
Промышленность выпускает несколько типоразмеров передвижных намагничивающих устройств ПНУ, которые предназначены для намагничивания сварных стыков труб диаметром 150- 1200 мм и плоских изделий толщиной 16 мм. Для труб диаметра более 1200 мм (до 1420 мм) и плоских конструкций (стыковых) применяют шаговые намагничивающие устройства (МНУ-1). Для намагничивания кольцевых швов труб диаметром 57-150 мм применяют неподвижные намагничивающие устройства типа НВУ-1.
Разработано и выпускается много типов магнитных дефектоскопов, в том числе с импульсной индикацией и видимым изображением. Наиболее совершенные дефектоскопы МДУ-2У, МД-10ИМ и МКГ-1.
Преимущества магнитографического метода контроля: высокая разрешающая способность (возможность выявления мелких дефектов), позволяющая регистрировать неоднородные магнитные поля, соизмеримые с размером частиц магнитного слоя ленты (порядка 1 мкм), возможность регистрации дефектов на сложных поверхностях и в узких зазорах.
Недостатки: необходимость вторичного преобразования информации, регистрируются только составляющие магнитных полей вдоль поверхности ленты, сложность размагничивания и хранения ленты - необходимо предотвращать воздействие внешних магнитных полей.
При магнитоферрозондовом методе используются датчики - феррозонды. Они имеют катушки, генерирующие магнитное поле, взаимодействующее с остаточным или наведенным полем контролируемой детали. При попадании дефекта в зону взаимодействия этих полей в катушках датчика возникнет электрический сигнал, по его величине судят о дефекте. Этот метод имеет высокую чувствительность, но для обеспечения достоверности результатов поверхность изделия должна иметь хорошую чистому обработки.
При индукционном методе для регистрации магнитных полей рассеяния, образующихся около дефектов в намагниченной детали, используют катушку, которую двигают вдоль шва с постоянной скоростью. Магнитным полем детали в катушке наводится электродвижущая сила (ЭДС). В местах рассеяния поля ЭДС изменяется - образуется электрический сигнал, по которому судят о дефекте. Катушка намотана на сердечнике из металла с высокой магнитной проницаемостью - вместе они составляют магнитную индукционную головку. Она проще феррозонда, так как не требует генератора для питания. Метод отличается повышенной надежностью, может работать в сильных магнитных полях, однако требует перемещения магнитной головки с постоянной скоростью вдоль направления магнитного поля, при этом щель рабочего зазора в сердечнике должна быть перпендикулярна к направлению движения. Поэтому его рационально применять в массовом производстве (при большой длине швов). Индукционный метод используется, например, для контроля сварных труб, перемещающихся относительно индукционной головки. Магнитные методы контроля широко применяются для ферромагнитных материалов, преимущественно для обнаружения поверхностных и подповерхностных дефектов в стыковых швах. Достоинства магнитных методов: высокая производительность, безвредность, экономичность. Основные недостатки: усиление шва существенно снижает чувствительность магнитных методов контроля. Объемные включения выявляются хуже, чем плоские трещиноподобные.
Вихретоковые методы контроля (ранее назывались электромагнитными) могут применяться для электропроводных материалов. При воздействии переменного электромагнитного поля, создаваемого генераторной катушкой, в металле контролируемой детали возникают вихревые токи, которые создают свое электромагнитное поле, противодействующее внешнему полю. Поле вихревых токов фиксируется измерительной катушкой.
В процессе проверки вихретоковым методом спираль, настроенная на определенное значение полного сопротивления, помещается на деталь. Значение полного сопротивления можно видеть на осциллоскопе.
Спираль перемещается по поверхности. Если внутри материала есть дефекты, то происходит изменение вихревых токов, что приводит к перемене полного сопротивления спирали. Изменения полного сопротивления отображаются на осцилоскопе.
Методом вихревых токов можно обнаружить дефекты, залегающие у поверхности, глубина исследования зависит от частоты переменного тока и обычно не превышает 3 мм. Вихретоковый метод применяется для исследования как плоских поверхностей, так и круглых (например, труб). Кроме трещин и раковин вихретоковым способом можно обнаружить и различные вредные включения.
Нарушения сплошности контролируемого изделия увеличивают электрическое сопротивление поверхностного слоя металла, что приводит к ослаблению вихревых токов. Метод вихревых токов можно использовать для выявления поверхностных и подповерхностных дефектов, в том числе и в неферромагнитных материалах. Он может использоваться для контроля контактной сварки сталей и алюминиевых сплавов. Он применяется для измерения электропроводности металлов, изучения их структуры, физико-механических свойств, твердости и др. В частности, им можно определить величину остаточных напряжений после сварки.
Вихретоковый метод применяется в основном для контроля качества электропроводящих объектов: металлов, сплавов, графита, полупроводников и т. д. Приборы и установки, реализующие вихретоковый метод, широко используются для обнаружения несплошностей материалов (дефектоскопия и дефектометрия), контроля размеров ОК и параметров вибраций (толщинометрия и виброметрия), определения физико-механических параметров и структурного состояния (структуроскопия), обнаружения электропроводящих объектов (металлоискатели) и для других целей. Объектами вихретокового контроля могут быть электропроводящие прутки, проволока, трубы, листы, пластины, покрытия, в том числе многослойные, железнодорожные рельсы, корпуса атомных реакторов, шарики и ролики подшипников, крепежные детали и многие другие промышленные изделия.
Дефектоскопы, реализующие вихретоковый метод, предназначены для обнаружения различных трещин, расслоений, закатов, раковин, неметаллических включений и т. д. В частности, нашей фирмой разработан дефектоскоп ВД-701 с проходным ВТП, позволяющий контролировать протяженные объекты (трубы, прутки, проволоку с поперечными размерами от 5 до 121мм).
Толщиномеры, основанные на вихретоковом методе, применяются для контроля толщины электропроводящих листов, пленок, пластин, покрытий на них, стенок труб, цилиндрических и сферических баллонов и т. д. В частности, толщиномер ВТ-201, имеющий накладной ВТП, предназначен для измерения толщины неметаллических покрытий (краска, эмаль, пластик и т. д.) на металлическом основании (алюминий, медь, титан). Толщиномер листов ВТ-501, имеющий экранный вихретоковый преобразователь , предназначен для контроля толщины листов цветных металлов.
ОБОРУДОВАНИЕ ДЛЯ МАГНИТНЫХ МЕТОДОВ КОНТРОЛЯ
МАГНИТОПОРОШКОВЫЕ
|
|
|

Магнитные дефектоскопы PORTAFLUX

Универсальные ручные намагничивающие устройства для магнитопорошкового контроля (электромагнитные клещи)

ВИХРЕТОКОВЫЕ
Вихретоковый дефектоскоп
ELOTEST B300
ELOTEST M2 V3
(http://www.mekonst.ru/79-radiacionnye-metody-kontrolya.html)
http://www.ndtrade.ru/page35.html
http://www.nkportal.ru/index.php/magnit/70-2009-10-02-06-55-55
Бесплатная лекция: "14.1. Происхождение русских некалендарных и календарных имен" также доступна.
http://www.svarkainfo.ru/rus/lib/quolity/mvmk/ - Источник: Сварка и резка материалов: Учеб. пособие / М.Д. Банов, Ю.В. Казаков, М.Г. Козулин и др. - М.: Издательский центр Академия
http://www.welding.su/library/kontrol/kontrol_115.html
http://www.ask-roentgen.ru/material/magnet_powder/
Контроль неразрушающий магнитопорошковый метод ГОСТ 21105-87
Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод ГОСТ 25225-82
http://www.welding.su/library/nerkontorl/nerkontorl_179.html



















