
Хромирование деталей
10.3. Хромирование деталей
Важным направлением использования гальванических покрытий при упрочнении и восстановлении деталей автомобилей и другой техники является электролитическое хромирование.
 Упрочнению хромированием в процессе изготовления подвергаются 40 — 50 наименований деталей грузовых автомобилей с общей площадью покрытия 0,4 — 0,6 м2 и 200 — 300 наименований деталей легковых автомобилей с общей площадью покрытий хрома 1,8 — 2,2 м2. Еще большее число деталей может быть восстановлено хромированием. По грузовым автомобилям, число деталей составляет 60 — 80 шт., площадь покрытия —0,8—1,5 м2; по легковым соответственно 300— 350 шт. и 2,3— 2,6 ма.
Упрочнению хромированием в процессе изготовления подвергаются 40 — 50 наименований деталей грузовых автомобилей с общей площадью покрытия 0,4 — 0,6 м2 и 200 — 300 наименований деталей легковых автомобилей с общей площадью покрытий хрома 1,8 — 2,2 м2. Еще большее число деталей может быть восстановлено хромированием. По грузовым автомобилям, число деталей составляет 60 — 80 шт., площадь покрытия —0,8—1,5 м2; по легковым соответственно 300— 350 шт. и 2,3— 2,6 ма.
 В результате хромирования наблюдается значительное повышение (в несколько раз) износостойкости следующих деталей:
В результате хромирования наблюдается значительное повышение (в несколько раз) износостойкости следующих деталей:
Электролитический хром — твердый, хрупкий металл, серебристо-стального цвета с синеватым оттенком, обладающим высокой износостойкостью и жаростойкостью. Гладкий хром имеет плохую смачиваемость. Электролитические осадки хрома характеризуются высокими внутренними напряжениями и значительной пористостью.
Существует износостойкое и защитно-декоративное хромирование. Износостойкое хромирование применяют для восстановления изношенной поверхности деталей и покрытия инструмента для повышения их сопротивления износу. Защитно-декоративное хромирование применяют для защиты изделий от коррозии и придания им красивого внешнего вида. Как антикоррозионное и декоративное покрытие хром используется обычно с подслоем меди и никеля.
Внешний вид, структура и механические свойства электролитического хрома изменяются в очень широких пределах в зависимости от условий электролиза, состава и температуры электролита, плотности тока. При неизменном составе электролита можно, изменяя плотность тока и температуру, пол учить три различных вида осадков: блестящий, молочный и матовый (серый) (рис. 10.6).
 Блестящие осадки получают при температуре 329 — 331 К и средних плотностях тока — 35 — 70 А/дм2, Они обладают твердостью порядка 7500 — 9000 МПа, широко разветвленной сеткой трещин и большой хрупкостью; рекомендуются для наращивания изношенных поверхностей деталей при удельных нагрузках, не превышающих при сухом трении 2,5 МПа и смазке 40 — 55 МПа.
Блестящие осадки получают при температуре 329 — 331 К и средних плотностях тока — 35 — 70 А/дм2, Они обладают твердостью порядка 7500 — 9000 МПа, широко разветвленной сеткой трещин и большой хрупкостью; рекомендуются для наращивания изношенных поверхностей деталей при удельных нагрузках, не превышающих при сухом трении 2,5 МПа и смазке 40 — 55 МПа.
Из блестящего осадка износостойкого хрома анодным травлением
можно получить пористый хром, который используется для деталей, работающих в условиях недостатка смазки. Анодное травление осуществляется в хромовом электролите при плотности тока 30 — 40 А/дм2.
Рекомендуемые материалы
Молочные осадки получают при температуре 333 К и выше и сравнительно невысоких плотностях тока — 25 — 35 А/дм2. Они характеризуются твердостью 2500 — 7500 МПа, хорошей смачиваемостью и значительной вязкостью по сравнению с блестящими осадками, отсутствием сетки в тонких слоях, рекомендуются для наращивания деталей, работающих при средних удельных давлениях порядка 8—10МПа, и как антикоррозионное покрытие.
 Матовые (серые) осадки хрома получают при высокой плотности тока 70— 100 А/дм2 и сравнительно невысокой температуры 308 — 323 К. Эти осадки характеризуются большой твердостью 12 000 МПа, хрупкостью, наличием густой сетки трещин и низкой износостойкостью (рис. 10.7).
Матовые (серые) осадки хрома получают при высокой плотности тока 70— 100 А/дм2 и сравнительно невысокой температуры 308 — 323 К. Эти осадки характеризуются большой твердостью 12 000 МПа, хрупкостью, наличием густой сетки трещин и низкой износостойкостью (рис. 10.7).
Все виды износостойкого хрома можно получить в одном универсальном электролите состава: хромовый ангидрид СгО3 250 кг/м3; серная кислота Н2SО4 2,5 кг/м3, но режимы не одинаковы.
Для защитно-декоративных осадков хрома режим получения покрытия следующий: плотность тока — 7 — 30 А/дм2; температура электролита— 303 —318 К Декоративный хром наносят на подслои меди, никеля.
Схема установки для хромирования деталей показана на рис. 10.8. В отличие от меднения, никелирования, железнения, цинкования, применяемых при ремонте, при хромировании аноды изготовляют из свинца, т. е. труднорастворимого металла. Электролит представляет собой раствор двух сильных кислот — хромовой и серной, которые растворили бы аноды, если бы они были изготовлены из металлического хрома.
 Процесс электролитического хромирования характеризуется очень малым выходом по току в стационарных ваннах — 13 — 15 %. Причиной является состав электролита (хромовая кислота и серная), при котором электрический ток расходуется в основном на разрядку на катоде-детали ионов водорода, а сам процесс хромирования является побочным процессом.
Процесс электролитического хромирования характеризуется очень малым выходом по току в стационарных ваннах — 13 — 15 %. Причиной является состав электролита (хромовая кислота и серная), при котором электрический ток расходуется в основном на разрядку на катоде-детали ионов водорода, а сам процесс хромирования является побочным процессом.
Кроме универсального электролита, существует целый ряд других составов электролитов - саморегулирующийся, тетрахроматный и др.
Саморегулирующийся электролит обладает свойством автоматического поддержания постоянства отношения количества хромового ангидрида к аниону SО42-, результате чего отпадает необходимость в его частых корректировках. Применяется следующий состав электролита, кг/м3: хромовый ангидрид СrO3— 200 — 300; сульфат стронция CrSO4 — 6,5— 8,5; кремнефторид калия K2SiF6 — 18— 20.
Режим хромирования: плотность тока — 50—100 А/дм2, температура — 323 — 343 К. Наряду с автоматическим корректированием состава, использование саморегулирующегося электролита позволяет повысить износостойкость покрытия и производительность процесса в результате более высокого выхода хрома потоку (18 — 20 %), расширить зону получения блестящих осадков, повысить рассеивающую способность электролита.
Тетрахроматный электролит позволяет вести процесс при комнатной температуре. Состав электролита (кг/м2): хромовый ангидрид СrО3 — 350 — 400; серная кислота Н2SО4 — 2,0 — 2,5; едкий натр NаОН — 40 — 60; сахар или глюкоза — 1 — 3. Режим хромирования: плотность тока — 60 — 80 А/дм2; температура — 291 — 295 К; выход хрома по току — 28-30%.
Хром, полученный из тетрахроматного электролита, не имеет пор, обладает низкой твердостью и хорошо прирабатывается.
Для деталей, поверхность которых должна обладать низким коэффициентом отражения света, применяется черное хромирование. В связи с низкой коррозионной стойкостью черного хрома на детали предварительно наносят слой никеля или хрома требуемой толщины, после чего помещают их в электролит для черного хромирования. Используемые для этой цели электролиты не должны содержать серной кислоты. Рекомендованный состав электролита приведен в табл. 10.7.
Режим работы черного хромирования
Номер раствора .................. 1 2
Плотность тока ik,. А/дм2 ., 15 — 30 20.— 75
Черное хромирование в отличие от оксидных покрытий и черного никеля термостойко до температуры 500 ° С, устойчиво в вакууме, имеет относительно высокую твердость и высокую износостойкость. Однако для работы на трение покрытие черным хромом мало пригодно. В отечественной практике наибольшее распространение получил электролит 2. .
10.4. ЖЕЛЕЗНЕНИЕ ДЕТАЛЕЙ
Впервые электролитическое покрытие железом было осуществлено в 1869 г. русскими учеными Б. С. Якоби и Е. И. Клейном.
Практическое применение твердых железных покрытий для восстановления автомобильных деталей было осуществлено также впервые в России проф. М. П. Мелковым в 1955 — 1956 гг., который предложил способ получения покрытия в горячих растворах хлористого железа с применением растворимых стальных анодов при высокой плотности тока.
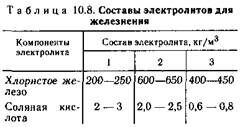
К настоящему времени для восстановления деталей разработано и исследовано большое число горячих электролитов различного состава. Среди них выделяют три основные группы: хлористые, сернокислые и смешанные, каждая из которых определяется видом аниона соли железа. Проведенные рядом авторов исследования показали, что сернокислые и смешанные электролиты значительно уступают хлористым по ряду показателей. Поэтому в практике ремонтного производства наиболее широко используют хлористые электролиты, в состав которых входят хлористое (двухвалентное) железо FeCl2 4Н2О и соляная кислота НС1. Применение их обеспечивает получение плотных мелкозернистых осадков толщиной до 1,0 — 1,5мм с высокими механическими свойствами и износостойкостью, близкой к износостойкости закаленной стали. Электролиты допускают применение высоких плотностей тока (20— 100 А/дм2), причем изменение плотности тока в значительных пределах сопровождается незначительными (1,5 — 2,0 %) колебаниями выхода по току, что позволяет точно определять длительность процесса электролиза и расширяет возможность его автоматизации.
 Свойства покрытий зависят от условий протекания процесса, определяемых концентрацией соли железа. СМе, плотностью тока Dк, температурой электролита. Т и, его кислотностью рН, а также наличием в нем добавок. Увеличение содержания солей кислоты в электролите сопровождается относительно небольшим снижением микротвердости покрытий, однако оказывает существенное влияние на структуру осадков и выход по току, что необходимо учитывать в практике восстановления деталей электролитическим железнением в горячих электролитах.
Свойства покрытий зависят от условий протекания процесса, определяемых концентрацией соли железа. СМе, плотностью тока Dк, температурой электролита. Т и, его кислотностью рН, а также наличием в нем добавок. Увеличение содержания солей кислоты в электролите сопровождается относительно небольшим снижением микротвердости покрытий, однако оказывает существенное влияние на структуру осадков и выход по току, что необходимо учитывать в практике восстановления деталей электролитическим железнением в горячих электролитах.
Составы электролитов для железнения на постоянном токе приведены в табл. 10.8.
Весьма эффективным и перспективным в ремонтном производстве является использование гальванического холодного железнения с применением нестационарных электрических режимов, обладающего рядом преимуществ по сравнению с железнением в горячих электролитах на постоянном токе, а именно: высокой универсальностью, т. е. возможностью получения осадков железа различной твердости без изменения температуры электролита и его состава; упрощением конструкции ванн из-за отсутствия необходимости подогрева электролита; улучшением условий труда из-за снижения количества испарении с поверхности электролита; низкой стоимостью. При этом в электрических схемах установок применяют переменный ток (рис. 10.9).
 При железнении с применением нестационарных электрических режимов импульс анодного тока разрушает прикатодную пленку, богатую вредными включениями (например, гидроокисью железа) и имеющую пониженную концентрацию ионов двухвалентного железа. В связи с этим снижается поляризация электродов и уменьшается количество инородных включений в покрытии, т. е. улучшается его качество. Снижение поляризации электродов позволяет увеличить применяемую плотность тока и таким образом повысить производительность процесса. Применение нестационарных электрических режимов при железнении повышает также равномерность толщины,, покрытия, так как анодная составляющая тока при растворении металла покрытия снимает его прежде всего с выступающих частей.
При железнении с применением нестационарных электрических режимов импульс анодного тока разрушает прикатодную пленку, богатую вредными включениями (например, гидроокисью железа) и имеющую пониженную концентрацию ионов двухвалентного железа. В связи с этим снижается поляризация электродов и уменьшается количество инородных включений в покрытии, т. е. улучшается его качество. Снижение поляризации электродов позволяет увеличить применяемую плотность тока и таким образом повысить производительность процесса. Применение нестационарных электрических режимов при железнении повышает также равномерность толщины,, покрытия, так как анодная составляющая тока при растворении металла покрытия снимает его прежде всего с выступающих частей.
Основными факторами, влияющими на свойства осадков железа из холодных хлористых электролитов при использовании асимметричного переменного тока, являются катодная плотность тока и коэффициент асимметрии р.
Асимметричный переменный ток улучшает сцепляемость покрытия с основным металлом, благодаря возможности постепенного повышения твердости осадка железа. Вначале в течение 2 — 3 мин осаждают слой с невысокой твердостью (1960 — 2450 МПа), с ненапряженной решеткой, который сцепляется значительно прочнее с основным металлом, чем твердый слой с большими внутренними напряжениями растягивающего типа. Затем твердость постепенно увеличивают, повышая катодно-анодное отношение — коэффициент. Таким образом, изменением катодно-анодного отношения (уменьшением анодной составляющей) можно в одной ванне получить осадки различной твердости.
Коэффициент асимметрии р1 влияет также на структуру покрытия. Микроструктура железа, осажденного при р = 2, представляет собой мелкие зерна, микротрещины в осадке отсутствуют. При р = 4 структура слоя железа мелкозернистая с наличием небольшого количества микро-трещин. Появление микротрещин свидетельствует о напряженном состоянии кристаллической решетки электролитического железа, испытывающей напряжение растягивающего типа. В результате этого происходит повышение твердости. При р = 6 микроструктура аналогична предшествующей, однако количество трещин заметно увеличивается, а микротвердость повышается. При р = 8 — 12 структура приобретает очень мелкозернистый характер с большим числом микротрещин. Твердость при этом достигает5880 — 6000МПа. Зависимость твердости электролитического железа от коэффициента асимметрии р показана на рис. 10.10.
Вторым фактором, влияющим на твердость и износостойкость электролитического железа, является катодная плотность тока, с повышением которой при неизменном коэффициенте асимметрии р твердость осадка возрастает.
Таблица 10.9. Различие в свойствах чистых металлов и металлов с гальваническим покрытием
| Характеристика образцов | Пределы | Относительное удлинение % | Относительное сужение, % | Сопротивление срезу. МПа | Ударная вязкость. КДж/м2 | |||
| пропорциональности.МПа | текучести, МПа | прочности.МПа | выносливости, МПа | |||||
| Сталь 45 нормализованная | 392,0 | 409,8 | 682,0 | 290,0 | 22,0 | 47,5 | 57Й.6 | 917 |
| Сталь 45 нормализованная + тверлое электролитическое железо (толщина слон 0,1 мм) | 401,0 | 415,0 | 656,0 | 240,0 | 18,0 | 29,0 | 499,0 | 903 |
 Состав электролита и режимы электролитического железнения на асимметричном переменном токе приведены ниже:
Состав электролита и режимы электролитического железнения на асимметричном переменном токе приведены ниже:
Состав электролита в килограммах на метр . кубический (кг/мЗ)
Хлористое железо FеС12-4Н2О ... 400
Вместе с этой лекцией читают "4.7 Исторические типы культуры".
Соляная кислота НС1 ............ 1,5 — 20
Режим работы при железненнн на асимметричном переменном токе
Плотность тока 1к, А/дм2 ......... 20
Выход по току, %................ 80 — 90
Температура электролита, К ..... 293
Детали восстановленные электролитическим железнением, представляют собой биметаллы, свойства которых существенно отличаются от свойств металлов (табл. 10.9). Это обстоятельство необходимо учитывать при выборе номенклатуры деталей, подлежащих восстановлению нанесением гальванических покрытий.


















