
Оптимизация исследуемых процессов
6. Оптимизация исследуемых процессов
МЕТОДЫ ОПТИМИЗАЦИИ
Одним из первых этапов при оптимизации технологических процессов является определение критерия оптимизации – функции отклика Y, значение которой будет положено в основу оценки процесса при его оптимизации. Задача оптимизациии сводится к нахождению таких условий проведения технологического процесса, при которых критерий оптимизации достигает экстремума.
При исследовании технологических процессов аналитическая зависимость Y(X) (где Х — вектор управляемых, а следовательно, контролируемых факторов X=(X1, Х2.....Хк) неизвестна, и исследователь не может найти экстремум путем решения системы дифференциальных уравнений
ду(Х)/дХj=0, j=l, 2...k, (72)
где k — число факторов.
Обычно исследователь может лишь наблюдать значения выходной величины при различных комбинациях варьируемых факторов. Принято называть геометрическое изображение функции отклика в факторном пространстве (X1, Х2.....Хк) — поверхностью отклика.
При поиске экстремальной точки, в отличие от аналитического исследования, осуществляется локальное изучение поверхности отклика по результатам ряда опытов, специально поставленных около исходной точки. Движение к экстремуму в n-мерном пространстве независимых переменных осуществляется обычно не непрерывно, а шагами. Анализируя результаты экспериментов и сравнивая их с
результатами предыдущих, исследователь принимает решение о дальнейших действиях по поиску оптимума. Экстремальное значение отклика достигается с помощью многократного последовательного изучения поверхности отклика и продвижения в факторном пространстве. Существуют несколько экспериментальных методов оптимизации: Гаусса-Зайделя, случайного поиска, градиента, Кифера-Вольфовица, крутого восхождения, симплексный, различающихся способом определения направления движения и организацией самого движения.
Ниже приведена таблица (табл. 14), в которой систематизированы основные характеристики различных методов оптиизации, и рисунки (рис. 13), поясняющие суть этих методов.
Рекомендуемые материалы
 Рис.13. Поиск экстремумов функции отклика методами Гаусса-Зайделя (а), случайного поиска (б), градиента (в), Кифера-Вольфовица (г), крутого восхождения (д) и симплексным (е).
Рис.13. Поиск экстремумов функции отклика методами Гаусса-Зайделя (а), случайного поиска (б), градиента (в), Кифера-Вольфовица (г), крутого восхождения (д) и симплексным (е).
Таблица 14*
| Метод оптимизации | Последова-тельность варьирования факторов | Направление движения | Корректировка направления движения | Шаг l | Объем экспери-мента в каждой точке | Определение момента окончания поиска | Недостатки | Достоинства |
| Гаусса-Зайделя | После достиже-ния частного экстремума ду(Х)/дХj=0 | Вдоль i-й оси по результатам двух пробных экспери-ментов | После достиже-ния частного экстремума ду(Х)/дХj=0 | lраб > lпробн | 1, в нача-ле движе-ния и при изм. напр. 2 | в точке, дижение из которой в люб. напр. не приводит к уменьшению Y | Временные затраты, особенно при большом числе факторов | удобен для определения за-висимости ис-след. параметра от одной неза-вис. переменной |
| Случайного поиска | Одновременное варьирование | Случайное вдоль случайного вектора Z определенной длины после выполнения пробы Xi+1=Xi+Z | После каждого шага | lраб > lпробн | >= 1 | при возрастании количества неудачных проб Y(Xi+Z)>Y(Xi) | Трудоемкость, длительность, возм-ть ошибки при попадании в область локаль-ного экстремума | простота |
|
Градиента | Одновременное варьирование | В направлении наибольшего из-менения целевой функции, определяемого по пробным опытам | После каждого шага | rрабgradY(Xh), где gradY(Xh)= (bh1, bh2, ...bhk), rраб – параметр рабочего шага | 2k |
gradY(X) 0, (b1, ...bk=0) | трудоемкость, предполагает наличие частной производной во всех точках | быстрое приближение к экстремуму |
|
Кифера- Вольфовица | Одновременное варьирование | В направлении наибольшего из-менения целевой функции, определяемого по пробным опытам | После каждого шага | rрабhgradY(Xh), где gradY(Xh)= (bh1, bh2, ...bhk), rрабh =r / h | 2k |
gradY(X) 0, (b1, ...bk=0) | трудоемкость, предполагает наличие частной производной во всех точках | быстрое приближение к экстремуму |
|
Крутого восхождения Бокса-Уилсона | Одновременное варьирование | В направлении наибольшего из-менения целевой функции | После достиже-ния частного экстремума ду(Х)/дХj=0 | j где bбDXб=(bjDXj)max | 1, в нача-ле движе-ния и при изм. напр. 2k |
gradY(X) 0, (b1, ...bk=0) | быстрое прибли-жение к экстре-муму, опреде-ляет характер и силу влияния факторов |

* - bi – коэффициенты линейной аппроксимации поверхности отклика вблизи исходной точки, k - число факторов.
ОПТИМИЗАЦИЯ ПРИ МНОГОЭКСТРЕМАЛЬНОЙ ПОВЕРХНОСТИ ОТКЛИКА
При применении на практике рассмотренных выше методов оптимизации следует иметь в виду, что выбор начальной точки исследования, размер и изменение шага движения, общая стратегия оптимизации должны определяться исследователем с учетом конкретной ситуации, априорной информации и сложности исследуемого объекта.
Миогоэкстремальность поверхности отклика, наличие глобального (главного) и локальных (частных) экстремумов значительно усложняют процедуру поиска оптимума и могут привести к ошибке при его нахождении. Для исключения возможности окончания поиска в локальном экстремуме наиболее интересной является методика, основанная на организации движения из нескольких начальных точек. Следует отметить, что в этом случае значительно увеличивается объем эксперимента.
При реализации этой методики возможны следующие ситуации: поиск по всем маршрутам закончился в одной точке; движение закончилось в разных точках. При реализации методики движения к глобальному экстремуму из нескольких начальных точек, при первой ситуации, можно говорить об эффективности поиска и о достижении с большой долей вероятности глобального экстремума.
Когда движение зацикливается в разных точках факторного
пространства (вторая ситуация), то наиболее эффективным выходом является проведение исследования в области, охватывающей достигнутые локальные экстремумы (один из них может быть глобальным). Целью такого исследования должно быть получение математической модели, которая позволила бы описать многоэкстремальную поверхность отклика. Построение модели для отыскания глобального экстремума является наиболее эффективным путем решения задач оптимизации для любых видов поверхностей
отклика. На практике исследователю, как правило, на первом
этапе надо найти область, близкую к экстремуму, а затем уже строить модель для нахождения экстремума. Задача первого этапа решается рассмотренными выше методами поиска оптимума. Методика поиска оптимума с использованием модели второго порядка рассмотрена в разделе моделирования.
При исследовании некоторых процессов не удается достичь экстремума, поскольку движение к нему наталкивается на ограничения по одной или нескольким независимым переменным. Здесь исследователю необходимо либо расширить (если это возможно) факторное пространство путем замены оборудования, материалов и т. д., либо рекомендовать в качестве благоприятных режимов те точки, которые лежат на границе факторного пространства. Но и в этом случае задача оптимизации эффективнее решается с помощью математических моделей и, в частности, с помощью имитационной. модели, представленной в виде полинома.
ОБОБЩЕННЫЙ ПАРАМЕТР ОПТИМИЗАЦИИ
Исследователю, занимающемуся оптимизацией процессов, часто бывает необходимо решать задачу с несколькими различными выходными параметрами процесса - функциями отклика (Y) ; каждый параметр имеет свой физический смысл и свою размерность. Одним из наиболее удачных методов решения задачи оптимизации в этом случае является применение функции желательности, предложенной Харрингтоном, используемой в качестве обобщенного критерия оптимизации.
Для перехода к обобщенной функции желательности (D) необходимо преобразовать натуральные значения частных откликов в безразмерную шкалу желательности или предпочтительности (d).
Назначение шкалы желательности - установление соотношения между натуральным значением функции отклика (Y) и значением частной функции желательности (d). Наиболее часто используемый вариант шкалы желательности имеет интервал от нуля до единицы; значение d=0 соответствует абсолютно неприемлемому значению функции отклика, а d=1—самому лучшему его значению. Принятые отметки шкалы желательности приведены ниже (Табл. 15). Уровень отметки шкалы желательности объясняется удобством вычислений.
 d=0,63 1— 1/е;
d=0,63 1— 1/е;
(73)
d=0,37 1/e.
Таблица 15
| Количественные отметки | Желательность |
| 0,80 . . . 1,00 | Очень хорошо |
| 0,63 . . , 0,80 | Хорошо |
| 0,37 . . . 0,63 | Удовлетворительно |
| 0,20 . . . 0,37 | Плохо |
| 0,00 . . . 0,20 | Очень плохо |
Преобразования с помощью шкалы позволяют привести любую функцию отклика (Y) к безразмерной величине. Построение шкалы желательности — это способ формализации (не лишенный субъективной оценки) представлений исследователя о важности частных откликов. После составления частных функций строят обобщенную функ
цию желательности:
D = (d1d2d3...dk)1 / k (74)
Если хотя бы один из di=0, то какими бы ни были остальные d, обобщенная функция D=0, более того, D наиболее чувствительна к малым значениям частных функций желательности. Тем самым исключается принятие решений, при которых хотя бы один отклик принимает неудовлетворительное значение. С обобщенной функцией желательности можно выполнять все операции, как с любым откликом системы и, прежде всего, функцию D удобно использовать для оптимизации процесса.
Последовательность действий исследователя при оптимизации процесса после нахождения частных функций отклика следующая:
1. Преобразование функций отклика в частные функции желательности;
2. Построение обобщенной функции желательности;
3. Принятие решений по наиболее благоприятным условиям процесса (значениям факторов), удовлетворяющим всем функциям отклика.
Другим методом многопараметрической оптимизации является использование критериев, связанных с формированием линейных и нелинейных уступок, трактуемых как убыток, связанный с уходом показателя качества от экстремального. Этот метод также основан на определении весовых коэффициентов, учитывающих значение и желательность того или иного отклика. В точках нежелательности относительная интегральная уступка принимает бесконечно большое значение, что исключает возможность выбора этих точек в качестве результирующих при обобщающем критерии.
8. ИССЛЕДОВАНИЕ ПРОЦЕССОВ В ПРОИЗВОДСТВЕННЫХ УСЛОВИЯХ.
ТОЧНОСТЬ И СТАБИЛЬНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
По характеру вмешательства экспериментатора в исследуемый процесс эксперименты можно разделить на активные и пассивные.
Рассмотренный выше активный эксперимент предусматривает активное вмешательство в исследуемый процесс с изменением его по заранее намеченному плану. Достоинствами такого эксперимента являются:
ž повышение эффективности исследования, т.к. происходит сокращение объема экспериментальных исследований;
ž возможность сравнения результатов нескольких исследований, поскольку используются стандартные приемы их обработки
Пассивный эксперимент сводится к сбору и обработке данных, полученных в результате пассивного наблюдения за технологическим процессом в производственных условиях. Для анализа и обработки этих данных в настоящее время применяется большое число методов. Недостатки пассивного эксперимента вытекают из условий его проведения:
ž в условиях эксплуатации нет возможности широко варьировать факторы,
ž нет возможности регистрировать некоторые факторы,
ž нет возможности осуществлять произвольное варьирование факторов.
Достоинством пассивного эксперимента является отсутствие необходимости тратить время и средства на постановку опытов.
Пассивный эксперимент чаще всего используется для определения точности и стабильности выходных параметров эксплуатируемого оборудования. Их распределение несет наиболее интересную информацию о процессе при проведении пассивного эксперимента в условиях эксплуатации (в производственных условиях). При эксплуатации устройства по вине случайных и систематических погрешностей (последние могут быть постоянными во времени и закономерно изменяющимися), а также грубых ошибок возникают отклонения от номинальных параметров. В производственных условиях, как правило, все погрешности проявляются в совокупности и вызываются следующими факторами:
ž неточность работы оборудования,
ž погрешности инструмента,
ž неточности приспособлений и технологической оснастки,
ž неоднородность используемых материалов и сред,
ž ошибки операторов при настройке и поддержании режимов работы,
ž метрологические ошибки.
Эти погрешности могут быть охарактеризованы известными числовыми характеристикамии законами распределения. На рисунке 14 представлен пример распределения погрешностей выходного параметра х. Здесь xmax – xmin – поле рассеяния, характеризующее случайную составляющую производственных погрешностей, D - величина смещения центра группирования погрешностей х (среднего арифметического значения) относительно номинала М(х), характеризующая систематическую составляющую погрешностей.
Наличие систематической погрешности, определяемой как отличие среднего значения выходного параметра от его номинального значения, свидетельствует о неотлаженности процесса. Величина же случайной погрешности, характеризуемая величиной стандартного среднеквадратического отклонения, оценивает степень настройки технологического оборудования (включая измерительное). Таким образом, по распределению погрешностей можно выявить физическую сущность источников параметрических (т.е. не катастрофического характера) погрешностей.
 |
f
Xmin Хсреднее M(x) Хmax x
Рис. 14. Распределение производственных погрешностей параметра качества изделия Х.
Абсолютные величины случайной и систематической составляющих производственной погрешности дают представление о точности процесса изготовления изделий, которая является одним из важнейших показателей качества. Определяют точность конструктивную и технологическую.
Конструктивная точность характеризуется величиной допустимых отклонений (допуска) параметров качества изделий от соответствующих номинальных значений.
Технологическая точность – степень соответствия фактических отклонений (погрешностей) параметра качества изделия допускаемым согласно документации на изделие.
Технологическую точность оценивают рядом показателей:
ž выход годных изделий – вероятность выхода годных изделий, параметры качества которых находятся в пределах установленного поля допуска,
ž коэффициент точности
T = 2 d / (k s), (74)
где d - абсолютная величина половины поля допуска на параметр качества, s - среднее квадратичное отклонение, k – коэффициент, зависящий от закона распределения параметров качества (для нормального – k=6, для равной вероятности – 3,464.
Коэффициент Т характеризует точность исследуемого процесса при действии случайной составляющей погрешности.
ž коэффициент смещения
E = e /2d, (75)
где – величина смещения центра группирования погрешностей от номинального значения параметра качества.
Коэффициент смещения оценивает точность с точки зрения систематических погрешностей.
Анализ процесса только по критериям точности может оказаться недостаточным ввиду того, что в нем не учитывается фактор времени. Поэтому вводят понятия устойчивости и стабильности процесса.
Устойчивость - свойство сохранять точность параметров во времени.
Стабильность –свойство сохранять постоянными во времени параметры и закон распределения погрешностей выходного параметра во времени. Стабильность – более общий показатель, т.к. устойчивый процесс может быть нестабильным.
О стабильности работы устройства судят по точностным диаграммам (рис. 15), по оси абсцисс которых откладывается время, по оси ординат – значение параметра. На точностной диаграмме изображаются зависимости средних значений параметров, средних квадратических отклонений и полей рассеяния погрешностей исследуемого параметра от времени.
 х
х
 x0
x0
t0 tk t
Рис. 15. Точностная диаграмма.
Интенсивность изменения средних значений и средних квадратических значений мгновенных распределений погрешностей позволяют количественно оценить стабильность процесса. При стабильном процессе

(76)
и

(77)
Вид точностной диаграммы позволяет не только констатировать состояние технологического процесса, но и определить факторы, вызывающие его нестабильность.
АНАЛИЗ ТЕХПРОЦЕССОВ С ПОМОЩЬЮ ТЕОРЕТИЧЕСКИХ СХЕМ ВОЗНИКНОВЕНИЯ ПРОИЗВОДСТВЕННЫХ ПОГРЕШНОСТЕЙ
Погрешности контролируемых параметров качества могут быть представлены в виде суммы большого числа частных погрешностей.
ž
 |
Простейшей разновидностью схемы суммы является сумма, представленная одной группой случайных слагаемых. Число слагаемых и характеристики их распределения не изменяются ни во времени, ни в зависимости от других аргументов. При этом слагаемые взаимонезависимы, среди них нет резко доминирующих, и их число может быть устремлено к бесконечности. Такая ситуация соответствует условиям теоремы Ляпунова. Соответственно, при такой схеме распределение значений величины суммы соответствует нормальному закону распределения. Точностная диаграмма соответствующего процесса представлена на рис. 16.
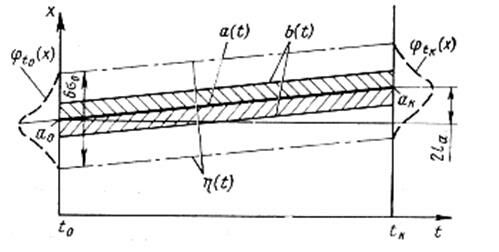
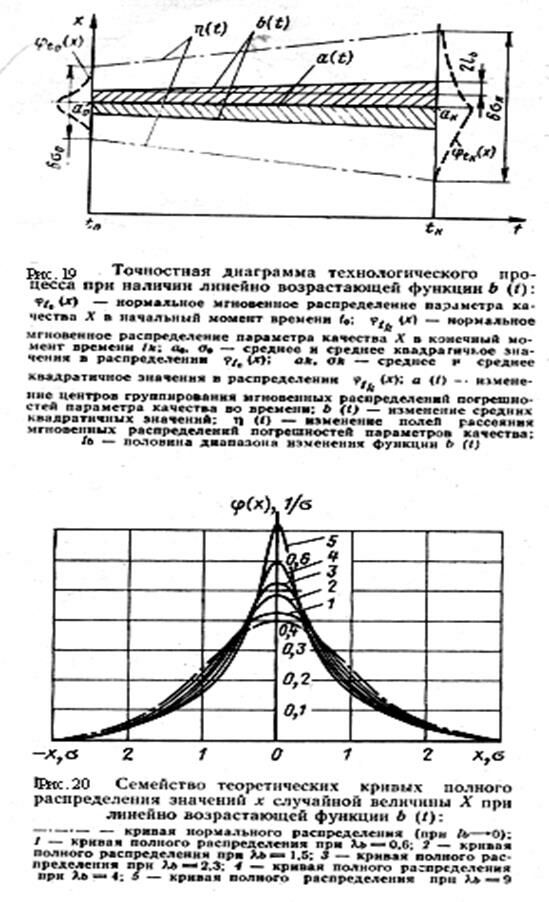
Рис. 16. Точностная диаграмма технологического процесса при наличии линейно возрастающей функции a(t): fto(x), ftk(x) – нормальное мгновенное распределение параметра качества Х в начальный и конечный моменты времени соответственно; a0,, ak,, so, sk – среднее и среднее квадратичное значения распределений fto(x), ftk(x), a(t) изменение центров группирования мгновенных распределений погрешностей параметра качества; b(t) – изменение средних квадратичных значений.
ž Рассмотрим схему суммы, в которую помимо случайных значений входят также подчиненные условиям теоремы Ляпунова неслучайные, значение суммы которых меняется линейно во времени (или в зависимости от другого аргумента t). Точностная диаграмма соответствующего процесса с одинаковыми полями рассеяния в мгновенных распределениях представлена на рис. 17, а на рис. 18 представлено полное распределение, полученное в результате суммирования мгновенных распределений. Для характеристики интенсивности изменения функции a(t) (см. рис. 17) вводится соотношение la=la / so. Чем больше эта величина, тем распределение случайной величины ближе к закону равной вероятности, чем меньше – тем ближе к закону Гаусса.
Вместе с этой лекцией читают "25 Конституционная основа финансово-кредитной системы Республики Беларусь".
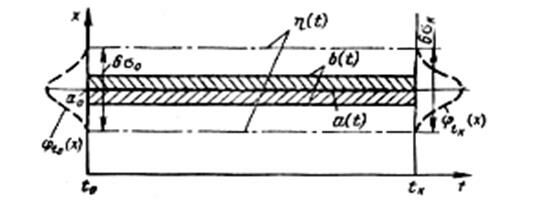 |
Рис. 17. Точностная диаграмма технологического процесса для простейшей из разновидностей схемы суммы: fto(x), ftk(x) – нормальное мгновенное распределение параметра качества Х в начальный и конечный моменты времени соответственно; a0,, ak,, so, sk – среднее и среднее квадратичное значения распределений fto(x), ftk(x), a(t) изменение центров группирования мгновенных распределений погрешностей параметра качества; b(t) – изменение средних квадратичных значений.
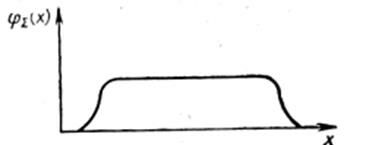
Рис. 18. Полное распределение fS(x) при непрерывной линейной функции a(t).
 |
ž Представляет интерес рассмотрение схемы суммы, в состав которой также входит группа подчиненных условиям теоремы Ляпунова случайных слагаемых, число которых меняется в зависимости от какого либо аргумента t и средние значения равны нулю. В таком случае происходит изменение параметра рассеяния s случайной величины в зависимости от аргумента t. Если функция, описывающая это изменение, линейна, то точностная диаграмма процесса имеет вид, изображенный на рис. 19, полное распределение случайной величины представлено на рис. 20. Отличие полных распределений от закона Гаусса тем больше, чем больше соотношение lb=lb / so.
На практике ситуации, рассмотренные выше, имееют место при смешении на поточных линиях или на складах продукции нескольких партий изделий, полученных с единиц оборудования, различающихся настройкой на номинал или изготовленных на единицах оборудования, различающихся по стабильности работы.
 | |||
 |
 |




















