
Инструментальные стали
4. Инструментальные стали
4.1. Классификация инструментальных сталей
К инструментальным относят стали, применяемые для обработки материалов резанием и давлением и обладающие определенными свойствами (твердостью, теплостойкостью, износостойкостью и др.) в условиях эксплуатации.
Инструментальные стали классифицируют по назначению, по теплостойкости, по прокаливаемости, по составу и структуре.
По назначению инструментальные стали делят на стали для режущих инструментов, штамповые стали для холодного деформирования, штамповые стали для горячего деформирования, стали для измерительного инструмента.
Теплостойкость или красностойкость инструментальных сталей характеризуется температурой, до которой сохраняется заданная высокая твердость, прочность и износостойкость стали, т.е. обеспечиваются свойства инструмента, необходимые для резания и деформирования. Теплостойкость определяет стойкость стали против отпуска. Она характеризует способность инструмента сопротивляться изменению структуры и свойств рабочей кромки инструмента при разогреве в процессе эксплуатации.
По теплостойкости стали разделяют на нетеплостойкие, полутеплостойкие, теплостойкие. Нетеплостойкие стали сохраняют высокую твердость и другие свойства до температуры нагрева 200-300 °С, полутеплостойкие – до 400-500 °С, теплостойкие – выше 500-600 °С.
Прокаливаемость инструментальных сталей характеризует твердость инструмента по сечению; она определяется устойчивостью переохлажденного аустенита. От прокаливаемости стали во многом зависит и ее закаливаемость, т.е. твердость на поверхности инструмента после закалки.
Рекомендуемые материалы
По прокаливаемости инструментальные стали делят на стали неглубокой прокаливаемости (углеродистые и низколегированные) и стали глубокой прокаливаемости (легированные и высоколегированные).
По составу инструментальные стали, как и другие, подразделяют на углеродистые, низколегированные, легированные и высоколегированные.
По структуре в равновесном состоянии, определяемой составом сталей, – на доэвтектоидные, заэвтектоидные и ледебуритные. Большинство инструментальных сталей являются заэвтектоидными и ледебуритными. Как правило, такие стали имеют высокую твердость и низкую вязкость. Меньшее число инструментальных сталей являются доэвтектоидными. Они обладают повышенной твердостью и повышенной вязкостью.
4.2. Стали для режущего инструмента
Стали для режущего инструмента (резцы, сверла, фрезы, протяжки, метчики и т.п.), должны обладать: 1) высокой твердостью режущей кромки (HRC 60-66), значительно превышающей твердость обрабатываемого материала; 2) высокой износостойкостью, необходимой для сохранения размеров и формы режущей кромки при резании; 3) теплостойкостью (красностойкостью) для предотвращения изменения структуры и свойств при нагреве режущей кромки, особенно при высоких скоростях резания и обработке труднообрабатываемых деталей; определяется температурой, до которой сохраняется заданная высокая твердость; 4) достаточной прочностью и вязкостью для предотвращения поломки инструмента; 5) хорошими технологическими свойствами, а именно обрабатываемостью давлением и резанием, прокаливаемостью и закаливаемостью, малой склонностью к росту зерна аустенита и обезуглероживанию при нагреве под закалку, а также малой склонностью к деформированию и трещинообразованию при закалке.
Углеродистые инструментальные стали
Углеродистые инструментальные стали (У8 – У 13) являются наиболее дешевыми, но они относятся к сталям неглубокой прокаливаемости (до сечений 5-10 мм), определяемой малой устойчивостью переохлажденного аустенита. Эти стали нетеплостойки (высокая твердость их сохраняется лишь до температур 200-250 °С) и имеют высокую чувствительность к перегреву. Как правило, их применяют для изготовления малоответственного инструмента, работающего при малых скоростях резания, не допускающих разогрев в процессе работы не выше 200 °С.
Достоинствами углеродистых сталей является то, что в малых сечениях (до 15-20 мм) после закалки достигается высокая твердость в поверхностном слое (HRC 63-66) и мягкая, вязкая сердцевина инструмента. Такие свойства благоприятны для такого инструмента, как ручные метчики, напильники, пилы, стамески, долота, зубила и т.д. В отожженном состоянии углеродистые стали имеют низкую твердость (НВ 150-180), в них легко при отжиге получается структура зернистого цементита, что обусловливает их хорошую обрабатываемость резанием при изготовлении инструмента.
В отожженном состоянии сталь У8 относится к эвтектоидному классу, а остальные стали – к заэвтектоидному. В нормализованном состоянии стали относятся к перлитному классу.
Термообработка сталей: предварительная – отжиг на зернистый перлит (НВ 150-180); окончательная – закалка с температуры Ас1 + (30-50) °С в воде и низкий отпуск при температуре 150-200 °С. После окончательной термообработки структура представляет собой отпущенный мартенсит + цементит + остаточный аустенит (5-8 %), твердость HRC 60-63.
Легированные стали
Легирование уменьшает недостатки углеродистых сталей, прежде всего повышает прокаливаемость. Легируют в небольшом количестве хромом, кремнием, марганцем, вольфрамом, ванадием. Роль легирующих элементов состоит в повышении прокаливаемости, износостойкости, сопротивлению разупрочнению при разогреве режущей кромки в процессе резания.
Легированные стали для режущего инструмента подразделяют на стали неглубокой и глубокой прокаливаемости. В группу сталей неглубокой прокаливаемости входят низколегированные стали, содержащие невысокое содержание хрома (0,4-0,7 %), ванадия (0,15-0,30 %) – 7ХФ, 8ХФ, 9ХФ, 11ХФ; а также стали с вольфрамом – ХВ4, В2Ф. Легирование хромом несколько повышает устойчивость переохлажденного аустенита и прокаливаемость по сравнению с углеродистыми сталями. Использование ванадия для легирования этих сталей позволяет обеспечить меньшую чувствительность стали к перегреву и регламентированную глубину прокаливаемости. Так, применяя разную температуру закалки, можно регулировать толщину закаленного слоя, не опасаясь перегрева стали. По этой причине для сталей типа 7ХФ, 8ХФ, 9ХФ рекомендуют два температурных интервала нагрева под закалку, 820-840 °С и 850-870 °С. Более высокая температура закалки позволяет растворить часть карбида ванадия в аустените и повысить его устойчивость, а нерастворенная часть карбида ванадия оказывает барьерное действие на рост зерна. При принятом содержании ванадия в этих сталях (0,15-0,30 %) граница образования структуры перегрева повышается до 900-950 °С. Подобные стали используют для изготовления метчиков, пил, зубил, отрезных матриц и пуансонов, ножей холодной резки, подвергаемых местной закалке.
Стали с вольфрамом ХВ4, В2Ф имеют повышенное содержание углерода, что обеспечивает получение карбида Ме6С и мартенсита с высоким содержанием углерода, благодаря чему эти стали имеют после закалки наиболее высокую твердость (HRC 65-67) и износостойкость. Они применяются для обработки твердых металлов, например валков холодной прокатки, при небольшой скорости резания.
В группу сталей глубокой прокаливаемости входят хромистые стали с более высоким содержанием хрома (1,4-1,7 %) и стали комплексно легированные несколькими элементами (хромом, марганцем, кремнием, вольфрамом).
Хромистые стали 9Х1, Х по составу подобны подшипниковой стали ШХ15 и могут быть заменены ею. Комплексно легированные стали 9ХС, ХГС, ХВГ обладают высокой прокаливаемостью. Особенно это относится к сталям с марганцем, поэтому стали типа ХВГ применяют для крупного режущего инструмента, работающего при малых скоростях резания (протяжки, развертки, сверла и др.). Легирование кремнием позволяет повысить устойчивость против отпуска.
Недостатком перечисленных легированных сталей является их невысокая теплостойкость, что исключает возможность их применения для режущего инструмента, эксплуатируемого в тяжелых условиях, связанных с разогревом режущей кромки.
Термообработка легированных сталей: предварительная – отжиг на зернистый перлит (НВ < 240); окончательная – закалка от температуры Ас1 + (30-50) °С в воде или масле и низкий отпуск при температуре 150-220 °С. После окончательной термообработки твердость составляет HRC 60-65.
Быстрорежущие стали
Отличительной особенностью быстрорежущих сталей является высокая теплостойкость (красностойкость) – способность длительное время сохранять высокую твердость до HRC 63-70 и износостойкость при нагреве выше 600 °С. Применение быстрорежущих сталей для режущего инструмента позволяет повысить скорость резания в 2-4 раза, а стойкость инструмента в 10-30 раз по сравнению с нетеплостойкими сталями.
В соответствии с условиями эксплуатации инструмента, изготовленного из быстрорежущей стали, к ним предъявляются следующие требования: высокая прочность, высокая твердость, теплостойкость (красностойкость), вязкость, а также технологические свойства: хорошая технологическая пластичность, обрабатываемость резанием, прокаливаемость, закаливаемость, несклонность к росту зерна и обезуглероживанию при нагреве под закалку, хорошая шлифуемость.
Уникальные свойства быстрорежущих сталей достигаются специальным легированием и сложной термообработкой.
Основными легирующими элементами быстрорежущих сталей, обеспечивающих высокую красностойкость, являются вольфрам, молибден и ванадий. Кроме того, все стали легируют хромом, а некоторые – кобальтом. Содержание углерода в этих сталях, обеспечивающее образование специальных карбидов, составляет 0,7-1,1 %.
Вольфрам и молибден являются основными легирующими элементами, обеспечивающими красностойкость. В быстрорежущих сталях марок Р18, Р12, Р9 содержится 18; 12; 9 % вольфрама, соответственно. В связи с дефицитностью вольфрама его частично заменяют молибденом, исходя из соотношения Мо : W = 1 : 1,5. Однако общее содержание молибдена в стали не должно быть выше 5 % во избежание ухудшения свойств.
Считается, что наиболее оптимальные свойства и рациональная стоимость инструмента достигается при соблюдении условия å(W + 1,5Мо) = 12-13 %. По этому принципу построена наиболее широко применяемая в настоящее время сталь Р6М5.
Вольфрам (молибден) образует в стали карбид Ме6С, который при аустенизации частично переходит в твердый раствор, обеспечивая получение после закалки легированного вольфрамом (молибденом) мартенсита. Эти легирующие элементы затрудняют распад мартенсита при нагреве, обеспечивая необходимую красностойкость. Нерастворенная часть карбида Ме6С приводит к повышению износостойкости стали. Наличие в стали высокого содержания вольфрама приводит к ухудшению теплопроводности, что вызывает необходимость замедленного (ступенчатого) нагрева стали под закалку во избежание появления трещин. Кроме того, вольфрамовые стали склонны к сильной карбидной неоднородности. Частичная замена вольфрама молибденом уменьшает этот недостаток.
Ванадий образует в стали наиболее твердый карбид VC (МеС), имеющий твердость НV 2700-2800. Максимальный эффект от легирования ванадием достигается при условии, что содержание углерода в стали будет достаточным для образования большого количества карбидов и для насыщения твердого раствора. При минимальном содержании ванадия в быстрорежущих сталях около 1 % содержание углерода устанавливается в пределах 0,7-0,8 %. С ростом количества ванадия в стали содержание углерода должно увеличиваться из расчета: на каждый 1 % V – прирост углерода около 0,2 %.
Карбид МеС, частично растворяясь в аустените, увеличивает красностойкость и повышает твердость после отпуска благодаря эффекту дисперсионного твердения. Нерастворенная часть карбида МеС увеличивает износостойкость стали. Чем выше содержание ванадия в быстрорежущих сталях (а оно доходит до 5 %), тем выше износостойкость вследствие увеличения количества самого твердого карбида. Однако при этом ухудшается шлифуемость стали.
Хром во всех быстрорежущих сталях содержится в количестве около 4 %. Он является основой карбида Ме23С6. При нагреве под закалку этот карбид полностью растворяется в аустените при температурах, значительно более низких, чем температуры растворения карбидов Ме6С и МеС. Вследствие этого основная роль хрома в быстрорежущих сталях состоит в придании стали высокой прокаливаемости. Он оказывает влияние и на процессы карбидообразования при отпуске.
Кобальт применяют для дополнительного легирования быстрорежущей стали с целью повышения ее красностойкости. Кобальт в основном находится в твердом растворе и частично входит в состав карбида Ме6С. Он может образовывать при отпуске интерметаллиды типа (СО, Fe)7 (W, Мо)6. Кобальт увеличивает устойчивость против отпуска и твердость быстрорежущих сталей (до HRC 67-70). Влияние кобальта на красностойкость (сохранение твердости HRC 60) характеризуется следующими данными (Ю.А. Геллер):
| Содержание кобальта, % | 0 | 3 | 5 | 10 | 15 |
| Красностойкость, °С | 610-615 | 620 | 630 | 640 | 650 |
К недостаткам влияния кобальта следует отнести ухудшение прочности и вязкости стали, увеличение обезуглероживания. Содержание остаточного аустенита после закалки в сталях с кобальтом возрастает до 40 % по сравнению с ~25 % для сталей без него. Однако главной причиной, сдерживающей широкое применение кобальтовых сталей, является дефицитность и высокая стоимость кобальта.
Быстрорежущие стали условно подразделяют на стали умеренной красностойкости (до 620 °С) и стали повышенной красностойкости (до 630-640 °С). Стали первой группы содержат до 2 % ванадия, примерами их являются стали Р18, Р12, Р9, Р6М5. Стали второй группы содержат более 2,0 % ванадия и дополнительно легированы кобальтом. К этим сталям относятся Р6М5Ф3, Р6АМ5Ф3, Р12Ф3, Р18К5Ф2 и др. В последнее время расширилось использование быстрорежущих сталей с повышенным содержанием углерода на 0,2 % при низком содержании вольфрама и молибдена (11Р3АМ3Ф2), а также сталей, легированных 0,05-0,10 % N (Р6АМ5, Р6АМ5Ф3). Легирование азотом повышает эксплуатационные свойства инструмента. Разработаны безвольфрамовые быстрорежущие стали типа 11М5Ф3, имеющие свойства, близкие к стали Р6М5.
В настоящее время для изготовления инструмента из быстрорежущих сталей все шире применяют методы порошковой металлургии. В таких материалах нет карбидной неоднородности и анизотропии свойств, они хорошо шлифуются при повышенном содержании ванадия (до 3,5 %), имеют более высокую красностойкость и лучшие режущие свойства. Изготовление инструмента методами порошковой металлургии является безотходным способом производства.
В литом состоянии быстрорежущие стали обладают повышенной хрупкостью из-за присутствия в структуре ледебуритной эвтектики в виде сетки. Горячая пластическая деформация с большими степенями обжатия дробит ее на изолированные карбиды (первичные) и повышает пластичность. Далее сталь подвергается изотермическому отжигу. Цель отжига – понизить твердость до НВ 250-300, что улучшает обрабатываемость резанием при изготовлении инструмента, а также подготовить структуру стали к последующей закалке. Режим отжига: аустенитизация при 840-860 °С (выше точки Ас1 на 40-60 °С), охлаждение со скоростью 30-40 °С/ч до 720-750 °С, выдержка не менее 4 ч., охлаждение со скоростью 40-50 °С/ч до 600 °С и далее на воздухе. Структура стали после такой обработки представляет собой ферритокарбидную смесь (сорбит), вторичные карбиды глобулярной формы и более крупные первичные карбиды (осколки ледебурита). Суммарное количество карбидной фазы составляет около 25 %. Из отожженной стали изготавливают необходимый инструмент. Цель окончательной термообработки – получить необходимую красностойкость, износостойкость, твердость и прочность инструмента. Нагрев под закалку должен обеспечить достаточное насыщение аустенита углеродом и карбидообразующими элементами при сохранении мелкого зерна. Растворив часть карбидов при нагреве, получаем легированный аустенит, а после закалки – легированный мартенсит. Карбидообразующие легирующие элементы задерживают распад мартенсита при отпуске до высоких температур, при которых он распадается с выделением дисперсных специальных карбидов, обеспечивающих дисперсионное твердение, а, следовательно, сохранение высокой твердости (красностойкость).
Если температура нагрева под закалку недостаточная для растворения карбидов Ме6С и МеС, то при отпуске мы не получим дисперсионного твердения и красностойкости. Если же завысить температуру нагрева под закалку, то, растворив большое количество карбидов, мы будем наблюдать рост зерна (перегрев), большое количество остаточного аустенита, пережог. Карбиды хрома растворяются в аустените полностью при температуре 1100 °С, однако при этом растворение карбидов Ме6С и МеС невелико. Наиболее активно процессы растворения карбидов Ме6С и МеС протекают при температурах 1200-1240 °С (Р6М5) и 1270-1300 °С (Р18).
Температура нагрева под закалку зависит от содержания вольфрама в стали, чем его больше, тем выше температура нагрева: 1270-1290 °С для стали Р18, 1240-1260 °С для Р12 и 1210-1220 °С для Р6М5. При этих температурах нагрева за счет нерастворенных карбидов обеспечивается мелкое зерно аустенита (№ 10-11).
После закалки количество карбидной фазы уменьшается с 25-30 % (после отжига) до 7-10 %.
Нагрев инструмента под закалку обычно осуществляют в соляных ваннах. Так как быстрорежущие стали обладают низкой теплопроводностью, то для выравнивания температуры по сечению изделия нагрев проводят с предварительным подогревом при температуре 800-850 °С. Для сложного крупногабаритного инструмента (сечением более 30 мм) делают два подогрева при 500-600 °С и при 800-850 °С.
Превращения при охлаждении быстрорежущей стали после аустенитизации от оптимальных температур характеризует диаграмма изотермического распада переохлажденного аустенита стали Р6М5 (рисунок 4.1). Диаграммы распада других быстрорежущих сталей мало отличаются от приведенной.
Высоколегированный аустенит, образовавшийся при нагреве, обладает высокой устойчивостью к распаду, вследствие чего быстрорежущие стали могут закаливаться даже при охлаждении на воздухе. Однако при этом, как видно из диаграммы, возможно выделение из переохлажденного аустенита специальных карбидов (штриховая линия), что приводит к обеднению твердого раствора легирующими элементами и к уменьшению красностойкости. Поэтому инструмент охлаждают либо в масле, либо в расплавах солей при температурах 400-500 °С. При этих температурах переохлажденный аустенит устойчив: не происходит выделение карбидов и распад аустенита. Такая закалка называется ступенчатой. Ступенчатую закалку можно осуществить и в низкотемпературной соляной (щелочной) ванне или в горячем масле (температура 200-300 °С).
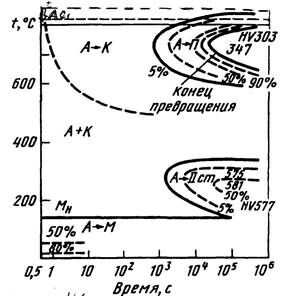
Рисунок 4.1 – Диаграмма изотермического превращения аустенита стали Р6М5
(А.А. Попов, Л.Е. Попова)
Ступенчатая закалка позволяет выровнять температуру по сечению инструмента перед мартенситным превращением и тем самым значительно уменьшить возникающие при закалке напряжения, а следовательно, снизить коробление инструмента и возможность образования в нем закалочных трещин.
Фазовый состав быстрорежущих сталей после закалки следующий: 7-15 % нерастворенных карбидов, 20-30 % остаточного аустенита (в сталях, легированных кобальтом до 35-40%), остальное – мартенсит. С целью снижения количества остаточного аустенита можно проводить сразу же после закалки обработку холодом (охлаждать инструмент до
–80 °С). При этом дополнительно превращается в мартенсит 10-20 % остаточного аустенита. Однако значительные напряжения при обработке холодом увеличивают коробление и возможность образования трещин. Поэтому обработку холодом проводят редко и для инструмента простой формы.
После закалки проводят двух- трехкратный отпуск при температуре 550-560 °С для стали Р6М5 и 550-570 °С для стали Р18. Цель отпуска – повысить твердость до максимального значения (пик твердости) за счет дисперсионного твердения (выделения из мартенсита высокодисперсных карбидов ванадия и вольфрама (молибдена)) и за счет превращения остаточного аустенита в мартенсит при охлаждении («вторичная закалка»). Как отмечалось ранее, при температуре отпуска из остаточного аустенита выделяются специальные карбиды, что приводит к повышению мартенситного интервала и частичному превращению остаточного аустенита в мартенсит при охлаждении. Практически полное превращение остаточного аустенита в мартенсит можно достичь после нескольких циклов нагрева и охлаждения. Количество отпусков определяется содержанием остаточного аустенита после закалки и его стабильностью, зависящей от состава стали. Обычно вольфрамовые и вольфраммолибденовые стали подвергают двух- трехкратному отпуску, а стали с кобальтом – трех- четырехкратному отпуску. После обработки холодом достаточно проведение одного отпуска. Фазовый состав быстрорежущих сталей после многократного отпуска: специальные карбиды (нерастворенные при аустенитизации и выделившиеся при отпуске) 20-25 %, остаточный аустенит 1-2 %, неотпущенный мартенсит 3-4 %, остальное – отпущенный мартенсит.
Схема термической обработки инструмента из быстрорежущей стали Р6М5 дана на рисунке 4.2. Для других сталей схема обработки аналогична, изменяются лишь температурные режимы.
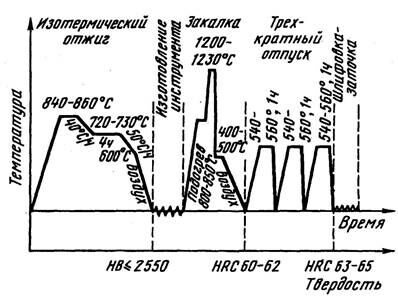
Рисунок 4.2 – Схема термической обработки инструмента из быстрорежущей
стали Р6М5
Последний отпуск иногда совмещают с цианированием (насыщение поверхности азотом и углеродом), которые проводят в цианистых солях при температуре отпуска.
Термомеханическая обработка быстрорежущих сталей разработана для некоторых видов инструмента. Однако она не получила должного развития: НТМО мало пригодна из-за низкой пластичности сталей и необходимости использовать мощное оборудование для деформации, а ВТМО возможна только при скоростном нагреве и деформации и находит применение при изготовлении мелкого инструмента методом пластической деформации, например сверл, продольно-винтового проката.
Твердые сплавы
Твердые сплавы являются спеченными порошковыми материалами на основе твердых тугоплавких соединений переходных металлов. Основой большинства твердых сплавов является карбид вольфрама, наряду с ним используются карбид и карбонитрид титана и карбид тантала. В качестве связующего материала главным образом используется кобальт, а в ряде сплавов никель с молибденом.
Твердые сплавы имеют значительно более высокую красностойкость (выше 800-1000 °С), твердость и износостойкость, чем быстрорежущая сталь. Однако их вязкость меньше и они весьма чувствительны к действию ударных нагрузок.
Твердые сплавы изготовляют методами порошковой металлургии, смешивая порошки карбида и связующего металла, спрессовывая их в формы и спекая при высокой температуре (1250-1500 °С). Такой инструмент не подвергается термической обработке, а лишь затачивается. Марки твердых сплавов регламентируются ГОСТ 3882-74. В марках твердых сплавов буквы обозначают: В – карбид вольфрама, Т – карбид титана, ТТ – карбиды титана и тантала, КНТ – карбонитрид титана, К – кобальт, Н – никель. Цифры после букв – содержание этих веществ в процентах, а для букв ТТ – сумму содержания карбидов титана и тантала. Содержание карбида вольфрама не указывается, оно определяется по разности. В безвольфрамовых сплавах в качестве связующего металла используют никель в смеси с 20-25 % Мо.
Классификация твердосплавных материалов:
– вольфрамокобальтовые (ВК3, ВК5, ВК8, ВК10);
– титановольфрамакобальтовые (Т15К6, Т5К12, Т30К4);
– титанотанталовольфрамокобальтовые (ТТ7К10, ТТ20К9 и др.);
– безвольфрамовые (ТН20, КНТ16).
Твердые сплавы широко применяют для обработки материалов резанием, для оснащения горного инструмента, быстроизнашивающихся деталей машин, узлов штампов, инструмента для волочения, калибровки, прессования и т.д. Твердосплавный инструмент очень дорог, поэтому из него изготовляют лишь режущую или изнашиваемую часть инструмента.
В перспективе в качестве инструментальных материалов будут применяться вещества с преимущественно химической связью между атомами, обладающие вследствие этого наиболее высокими значениями твердости и теплостойкости: металлокерамика (Аl2О3), нитриды, бориды и другие сверхтвердые материалы. Перспективным является использование способов упрочнения поверхностных слоев инструмента путем нанесения покрытий из нитридов титана, молибдена и других твердых соединений.
4.2. Штамповые стали
Стали, применяемые для изготовления инструмента, предназначенного для изменения формы материала деформированием без снятия стружки, относятся к штамповим.
По условиям работы штамповые стали делят на стали для инструмента холодного деформирования и стали для инструмента горячего деформирования. К штамповым сталям условно можно отнести и стали для прокатных валков.
Стали для инструмента холодного деформирования
Эти стали применяются для изготовления пробивных, вырубных штампов, волочильных фильер и колец и т.п. Они должны иметь высокую твердость и износостойкость, достаточную пластичность и вязкость (особенно для инструментов, работающих при динамических нагрузках), прокаливаемость (для инструментов большого сечения), сопротивление смятию (для инструментов, работающих при больших нагрузках, ³ 2000 МПа), теплостойкость (для инструментов, работающих в тяжелых условиях при разогреве до 300-400 °С).
По основным свойствам штамповые стали для инструмента холодного деформирования можно классифицировать:
1) стали с нормальной износостойкостью;
2) стали повышенной (высокой) износостойкости;
3) стали с высоким сопротивлением смятию;
4) высокопрочные стали с повышенной ударной вязкостью.
В качестве сталей с нормальной износостойкостью могут применяться нетеплостойкие углеродистые или низколегированные стали с повышенным содержанием углерода (эвтектоидные, чаще – заэвтектоидные). Углеродистые стали У8, У9, У10, У13 имеют небольшую прокаливаемость и применяются для мелких штампов при разогреве до 200 °С. В низколегированных сталях основными легирующими элементами являются хром, марганец, кремний, иногда ванадий (9ХС, 9ХГС, 9ХСФ, 9ХФ и др.). Эти стали имеют высокую твердость после закалки (HRC 60-63 и выше), достаточную вязкость, пониженные температуры аустенитизации (780-800 °С), хорошую обрабатываемость резанием в отожженном состоянии. Однако пониженная теплостойкость и износостойкость ограничивает их применение. Их применяют для мелких инструментов, работающих в нетяжелых условиях.
Стали повышенной (высокой) износостойкости
Это полутеплостойкие стали с высоким содержание хрома (6-12 %) и углерода (> 1,0 %). В отожженном состоянии они в основном относятся к ледебуритному классу, в нормализованном – к мартенситному. Наиболее распространены стали с 12 % Cr: Х12М, Х12, Х12Ф1, Х12ВМ, Х12Ф4 и др.
После закалки и отпуска в этих сталях выделяются специальные карбиды, в основном Ме7С3, и в меньшем количестве Ме23С6 и МеС. Объемная доля карбидных фаз высока и составляет 12-24 % (по массе) в зависимости от содержания хрома и других элементов. Износостойкость таких сталей зависит от типа и количества карбидной фазы. При возрастании доли более твердого карбида МеС (VC) износостойкость стали растет, однако одновременно значительно снижается ударная вязкость и прочность, возрастает вероятность выкрашивания рабочих поверхностей инструментов. Вследствие пониженной вязкости такие стали пригодны для инструментов, работающих без значительных динамических нагрузок: вытяжные и вырубные штампы, матрицы прессования порошков и т.п.
Термическая обработка сталей высокой износостойкости заключается в закалке от высоких температур (950-1050 °С) и низком (150-250 °С) отпуске. Вследствие пониженной теплопроводности нагрев под закалку легированных штамповых сталей осуществляют ступенчато с предварительным подогревом (650-700 °С). В структуре закаленной стали, кроме мартенсита, присутствует некоторое количество нерастворенных карбидов и остаточный аустенит. Повышение температуры закалки способствует уменьшению количества нерастворенных карбидов, увеличению содержания хрома в твердом растворе и, следовательно, повышению теплостойкости, но при этом возрастает количество остаточного аустенита и увеличивается размер аустенитного зерна, что сопровождается понижением твердости и прочности стали. Легирование сталей молибденом, вольфрамом и ванадием способствует сохранению более мелкого аустенитного зерна до более высоких температур аустенитизации, а также повышает температуру отпуска стали, при которой сохраняется требуемая твердость. Устойчивость 12 %-ных хромистых сталей против отпуска высокая: после нагрева до 400-500 °С твердость сохраняется на уровне HRC 55-57. При этом возрастают значения ударной вязкости и прочности при изгибе. Дальнейшее повышение температуры отпуска сопровождается падением ударной вязкости и прочности вследствие распада остаточного аустенита и коагуляции карбидов.
Низкие значения ударной вязкости и прочности при изгибе в сталях типа ХІ2 обусловлены образованием крупных карбидов хрома, повышенной карбидной неоднородностью. Легирование стали типа Х12 молибденом и вольфрамом, а также и ванадием уменьшает карбидную неоднородность, увеличивает прочность и вязкость и позволяет изготавливать из стали Х12М, Х12ВМ, Х12Ф4М более крупные штампы.
Для сталей, легированных молибденом и вольфрамом возможен второй вариант термообработки с использованием дисперсионного твердения. Для обработки на вторичную твердость применяют более высокие температуры аустенитизации: 1110-1140 °С для стали Х12Ф1 и 1120-1130 °С для стали Х12М. При этом в большой степени растворяются избыточные карбиды, растет легированность аустенита. Высокая твердость стали (HRC 60-62) достигается после трех- или четырехкратного отпуска при 490-530 °С благодаря выделению высокодисперсных карбидов и образованию мартенсита из остаточного аустенита при охлаждении. При этом также повышается и теплостойкость стали, однако снижается прочность и ударная вязкость вследствие роста аустенитного зерна.
Наиболее высокоизносостойкие стали легируют ванадием в количестве до 4 %, при этом возрастает количество карбида VС: в сталях с 12 % Cr оно достигает 4-5 %, а в сталях с 6 % Cr – 8 %. Недостатком этих сталей является пониженная шлифуемость.
Все стали с 12 % Cr обладают карбидной неоднородностью. Чтобы ее уменьшить понижают содержание хрома (стали Х6ВФ, Х6МФ). Эти стали имеют более высокую прочность при изгибе и значительно (почти в 2 раза) более высокую ударную вязкость, чем стали с 12 % Cr (Х12Ф1).
Стали с высоким сопротивлением смятию
Это как правило дисперсионнотвердеющие стали. В связи с этим их легируют элементами, вызывающими дисперсионное твердение. Они содержат пониженное количество углерода (0,8-1,0 %) и легированы хромом (4-5 %), вольфрамом, молибденом, кремнием и ванадием (8Х4В2С2МФ, 8Х4В3М3Ф2 и др.). Хром способствует дисперсионному твердению, т.к. входит в состав карбидной фазы, а также облегчает растворимость молибдена, вольфрама, ванадия – элементов, образующих специальные карбиды при более высоких температурах, чем хром. Стали этой группы после высокого отпуска при 520-560 °С (в ряде случаев применяют многократный отпуск) склонны к дисперсионному твердению.
Вследствие высокой степени легирования стали обладают высокой прокаливаемостью и стойкостью против перегрева, в связи с чем температура аустенитизации этих сталей высока (1060-1170 °С), что обеспечивает достаточную полноту растворения карбидов в аустените и образование высоколегированного мартенсита. После закалки проводят трехкратный отпуск при 530-550 °С. Дисперсионнотвердеющие стали с высоким сопротивлением смятию применяют для изготовления тяжелонагруженных пуансонов и матриц (прессование, высадка) для работы при давлении 2000-2300 МПа при холодном и полугорячем деформировании.
Высокопрочные стали с повышенной ударной вязкостью
Эти стали имеют высокую прочность и пониженную теплостойкость и предназначены для изготовления инструмента, работающего при ударном (динамическом) нагружении. Для повышения ударной вязкости содержание углерода в них снижено до 0,5-0,7%, введен никель, повышающий ударную вязкость и марганец, способствующий получению остаточного аустенита, т.к.понижает Мн.
Упрочнение этих сталей достигается для сталей 7ХГ2ВМ и 7ХГНМ закалкой с температур аустенитизации 850-870 °С и низким отпуском 150-250 °С. Для дисперсионнотвердеющих сталей 6Х6В3МФС и 6Х4М2ФС температура аустенитизации должна быть повышена до 1060-1075 °С для более полного растворения карбидов в аустените, а после закалки проводят отпуск при температуре 520-540 °С (для стали 6Х6В3МФС – трехкратный). Важным для этих сталей является минимальное изменение объема при закалке, что достигается в низкоотпущенных сталях сохранением значительных количеств остаточного аустенита (18-20 %).
Дисперсионнотвердеющие стали характеризуются более высокой теплостойкостью, сопротивлением смятию и износостойкостью по сравнению с низкоотпущенными.
Стали типа 6Х6В3МФС.И 6Х4М2ФС применяют для инструментов, работающих при значительных динамических нагрузках и давлениях до 1500 МПа (высадочные пуансоны и матрицы, гильотинные ножницы и др.), стали типа 7ХГ2ВМ и 7ХГНМ – для инструмента прецизионной вырубки, пробивки и т.п.
Стали для инструмента горячего деформирования
Стали этой группы предназначены для изготовления инструментов (штампов) горячей объемной штамповки, горячего прессования, выдавливания, высадки, вытяжки, прошивки, резки и вырубки, а также для литья под давлением цинковых, алюминиевых, магниевых и медных сплавов. Эти инструменты работают при повышенных температурах, многократных теплосменах (нагрев и охлаждение), циклических силовых воздействиях, динамических нагрузках, а в ряде случаев и при значительном коррозионном воздействии обрабатываемого металла (прессформы для литья под давлением). Поэтому стали для горячего деформирования должны обладать: 1) теплостойкостью, обеспечивающей сохранение необходимых прочностных свойств при нагреве; 2) сопротивлением термической и термомеханической усталости (разгаростойкостью); 3) вязкостью для предупреждения поломок и выкрашивания, особенно инструментов, работающих в условиях динамических нагрузок; 4) прочностью (пределом текучести), необходимой для сохранения формы инструмента при высоких давлениях при деформировании; 5) износостойкостью при повышенных температурах; 6) окалиностойкостью при разогреве поверхностных слоев инструмента выше 600ºC; 7) теплопроводностью для лучшего отвода тепла, передаваемого деформируемой заготовкой; 8) прокаливаемостью, т.к. многие штампы имеют большие размеры, и высокие прочностные свойства должны обеспечиваться по всему сечению. Наряду с вышеперечисленными свойствами стали, предназначенные для прессформ литья под давлением цветных сплавов, должны быть устойчивы против химического взаимодействия с расплавами.
Теплостойкость является важнейшим свойством для сталей, предназначенных для горячего деформирования. Обычно теплостойкость оценивается температурой дополнительного изотермического отпуска (выполняется после закалки и отпуска на рекомендуемую твердость) продолжительностью 4 ч., обеспечивающего сохранение твердости не ниже HRC40 (35). Эти значения твердости являются пределом, ниже которого в нагруженных штампах наблюдается интенсивное развитие процессов смятия, износа и т.п. Теплостойкость штамповых сталей обеспечивается комплексным легированием вольфрамом, молибденом, ванадием, хромом, иногда кобальтом.
Сопротивление термической усталости (разгаростойкость) характеризует устойчивость стали против образования поверхностных трещин при многократном нагреве и охлаждении. Рабочие слои штампов при каждом нагреве и охлаждении испытывают объемные изменения, вызывающие и усиливающие при резкой смене температур напряжения в поверхностном слое. Под действием накапливающихся напряжений образуются сначала микроскопические трещинки, не видимые глазу. Разгаростойкость зависит от скорости дальнейшего развития трещин и превращения их в сетку трещин, увеличивающуюся в глубину и ширину, и приводящую к разрушению. У более пластичных и одновременно достаточно прочных сталей этот процесс развивается медленнее. Таким образом, разгаростойкость тем выше, чем больше пластичность и вязкость стали и меньше коэффициент теплового расширения.
Вязкость, характеризующая сопротивление образованию трещин и разрушению под действием ударных нагрузок, для штамповых сталей должна быть выше, чем для быстрорежущих, т.е не ниже 0,4-0,45 МДж/м2 при 20ºC и 0,6 МДж/м2 при температуре эксплуатации.
Чем быстрее происходит деформирование (быстрыми ударами на молотах и на быстроходных прессах) и интенсивнее охлаждение штампов, тем сильнее на первый план выдвигается требования вязкости и разгаростойкости наряду с высоким сопротивлением пластической деформации. Теплостойкость в этих условиях может быть принята более низкой.
Стали для инструментов более медленного деформирования (прессования, выдавливания, вытяжки, многих операций штамповки), у которых температуры поверхностных слоев штампа более высокие, должны, в первую очередь, обладать повышенной теплостойкостью и окалиностойкостью.
Большинство штамповых сталей для горячего деформирования является сталями с карбидным упрочнением, однако в ряде случаев в качестве штамповых могут применяться мартенситностареющие стали с интерметаллидным упрочнением.
Содержание углерода в штамповых сталях для горячего деформировании более низкое, чем в сталях для холодного деформировании, и составляет 0,3 - 0,6 %, что предопределяется повышенными требованиями к ним относительно вязкости и разгаростойкости. Легирование карбидообразующими элементами хромом, молибденом, вольфрамом, ванадием повышает теплостойкость, обеспечивает мелкое зерно, карбидное и карбонитридное упрочнение, износостойкость, а также прокаливаемость. Из некарбидообразующих элементов кремний и кобальт также повышают теплостойкость, кроме того, кремний упрочняет ферритную матрицу, увеличивает прокаливаемость и окалиностойкость. Отдельные стали содержат марганец (1,0 – 1,2 %) для увеличения прокаливаемости. Легирование никелем (1,2 – 2,0 %) также повышает прокаливаемость и, кроме того, увеличивает ударную вязкость и сопротивление хрупкому разрушению. Молибден уменьшает склонность к отпускной хрупкости. Иногда в стали вводят азот, который в сочетании с ванадием образует нитриды и карбонитриды, повышающие износостойкость.
Химический состав некоторых штамповых сталей для горячего деформировании приведен в таблице 4.1
Таблица 4.1 – Штамповые стали для горячего деформирования
| Сталь | Содержание основных элементов, % | |||||
| C | Cr | W | Mo | V | другие | |
| Стали умеренной теплостойкости и повышенной вязкости | ||||||
| 5ХНМ | 0,50 – 0,60 | 0,50 – 0,80 | - | 0,15 – 0,30 | - | 1,4 – 1,8 Ni |
| 4ХМФС | 0,37 – 0,45 | 1,50 – 1,80 | - | 0,90 – 1,20 | 0,30 – 0,50 | 0,5 – 0,8 Si |
| 5Х2МНФ | 0,46 – 0,53 | 1,50 – 2,0 | - | 0,80 – 1,20 | 0,30 – 0,50 | 1,2 – 1,6 Ni |
| ЗХ2МНФ | 0,26 – 0,34 | 2,0 – 2,5 | - | 0,40 – 0,60 | 0,25 – 0,40 | 1,2 – 1,6 Ni |
| Стали повышенной теплостойкости и вязкости | ||||||
| 4Х5МФС | 0,32 – 0,40 | 4,5 – 5,5 | - | 1,2 – 1,5 | 0,3 – 0,5 | 0,8 – 1,2 Si |
| 4Х5МФ1С | 0,37 – 0,44 | 4,5 – 5,5 | - | 1,2 – 1,5 | 0,8 – 1,1 | 0,8 – 1,2 Si |
| 4Х5В2ФС | 0,35 – 0,45 | 4,5 – 5,5 | 1,6 – 2,2 | - | 0,6 – 0,9 | 0,8 – 1,2 Si |
| 4Х4ВМФС | 0,37 – 0,44 | 3,2 – 4,0 | 0,8 – 1,2 | 1,2 – 1,5 | 0,6 – 0,9 | ≤ 0,6 Ni; 0,6 – 1,0 Si |
| 4Х3ВМФ | 0,40 – 0,48 | 2,8 – 3,5 | 0,6 – 1,0 | 0,4 – 0,6 | 0,6 – 0,9 | 0,6 – 0,9 Si |
| 4Х2В2МФС | 0,42 – 0,50 | 2,0 – 2,5 | 2,0 – 2,4 | 0,8 – 1,1 | 0,6 – 0,9 | 0,3 – 0,6 Si |
| 3Х3М3Ф | 0,27 – 0,34 | 2,8 – 3,5 | - | 2,5 – 3,0 | 0,4 – 0,6 | - |
| Стали высокой теплостойкости | ||||||
| 3Х2В8Ф | 0,30 – 0,40 | 2,2 – 2,7 | 7,5 – 8,5 | - | 0,2 – 0,5 | - |
| 4Х2В5МФ | 0,30 – 0,40 | 2,2 – 3,0 | 4,5 – 5,5 | 0,6 – 0,9 | 0,6 – 0,9 | - |
| 5Х3В3МФС | 0,45 – 0,52 | 2,5 – 3,2 | 3,0 – 3,6 | 0,8 – 1,1 | 1,5 – 1,8 | 0,5 – 0,8 Si |
| 2Х6В8М2К8 | 0,22 – 0,30 | 6,5 – 7,0 | 7,0 – 8,0 | 1,8 – 2,3 | 0,10 – 0,25 | 7,5 – 8,5 Со |
| Х2В6М6К12Н2 | 0,10 | 1,8 – 2,3 | 6,0 – 7,0 | 5,6 – 6,5 | 0,3 – 0,5 | 11,0 – 12,0 Со 2,0 – 2,5 Ni |
По уровню основных свойств (теплостойкость, вязкость и др.), определяемых характером легирования и термической обработкой, штамповые стали для горячего деформирования условно разделяются на стали умеренной теплостойкости и повышенной вязкости, стали повышенной теплостойкости и вязкости и стали высокой теплостойкости.
К сталям умеренной теплостойкости и повышенной вязкости относятся стали, предназначенные в основном для молотовых штампов, работающих в условиях одновременного циклического воздействия высоких температур и удельных давлений при высоких скоростях деформирования, когда гравюра штампа разогревается до относительно небольших температур (500 - 550 ºC). Применяемые стали должны обладать повышенной вязкостью и прокаливаемостью при умеренной теплостойкости. Они содержат относительно небольшие количества карбидообразующих элементов (Cr, W, Mo) и легированы повышенным количеством никеля (1,2 – 1,8 %) для увеличения прокаливаемости и ударной вязкости. В ряде сталей присутствует марганец (0,5 – 1,0 %), увеличивающий прокаливаемость. Легирование ванадием (0,3 – 0,5 %) повышает теплостойкость и обеспечивает мелкое зерно. По содержанию углерода эти стали относя к доэвтектоидным (при 0,35 – 0,40 %) и близким к эвтектоидным (при 0,5 – 0,6 %). Предварительная термообработка – полный отжиг (структура пластинчатый перлит с участками феррита) или высокий отпуск (структура сорбит отпуска). Благодаря небольшим количествам легирующих элементов при отпуске в сталях этой группы выделяется в основном легированный цементит Me3C и в небольших количествах (около 3,0 %) – специальные карбиды Me23C6, Me6C, в сталях с ванадием MeC. Типовой окончательной термообработкой является закалка с высоким или средним отпуском. В связи с тем, что карбид Me3C сравнительно легко растворяется при аустенитизации, такие стали, как 5XHM или 5HXB, необходимо нагревать под закалку до невысокой температуры (порядка 920 – 950 ºC). Стали легированные ванадием и содержащие, кроме цементита, карбиды Me6C и MeC, характеризуются большей устойчивостью к перегреву и могут нагреваться под закалку до 980 - 1020 ºC.
Структура, получаемая после закалки, зависит от состава стали и размера штампа. Как правило, в крупногабаритных штампах при закалке получают смешанную мартенситно – бейнитную структуру, а также остаточный аустенит. Соотношение между этими составляющими зависит от состава стали. Наименьшую прокаливаемость имеют стали типа 5XHM, поэтому их используют для штампов со стороной не более 250 – 300 мм. Более высокую прокаливаемость имеют стали 4ХСМФ, 3Х2МНФ и особенно 5Х2МНФ. В общем случае бейнитная структура для штамповых сталей менее желательна, чем мартенситная, так как характеризуется меньшей теплостойкостью и менее склонна к дисперсионному твердению. Кроме того, образование бейнита может приводить к понижению пластичности и ударной вязкости. Твердость после отпуска составляет HRC 40 – 45. применяют средний или высокий отпуск в зависимости от условий работы штампового инструмента и выбранной марки стали.
Для необходимых молотовых штампов при разогреве гравюры до 500 – 550 ºC применяют стали 5ХНМ или 5ХНВ. При ужесточении требований по теплостойкости
(> 550 ºC) используют стали 4ХСМФ и 3Х2МНФ. Для крупногабаритных тяжелонагруженных молотовых штампов применяют сталь 5Х2МНФ. Она имеет наиболее высокое сочетание прочности и пластичности и высокое сопротивление термомеханической усталости. Стойкость штампов из стали 5Х2МНФ примерно в 1,5 – 2,0 раза выше, чем из стали 5ХНМ.
Стали повышенной теплостойкости и вязкости (4Х5МФ1С, 4Х5В2ФС, 4Х4ВМФС, 3Х3МЗФ и др.) в отличие от сталей умеренной теплостойкости содержат повышенное количество карбидообразующих элементов при пониженном содержании углерода (0,3 – 0,4 %) для сохранения вязкости. Теплостойкость этих сталей 600 – 650 ºC. Они нашли широкое применение для прессового инструмента для горячего деформирования (прошивных пуансонов, игл для прошивки труб, прессовых инструментов для высадки и выдавливания, прессформ литья под давлением и др.).
В оттоженном состоянии это заэвтектоидные стали, поэтому в качестве предварительной термообработки применяют неполный отжиг. Структура после отжига - сорбитообразный перлит и избыточные карбиды типа Me23C6, Me6C, MeC.
Температуру нагрева под закалку штампового инструмента из этих сталей выбирают из условия получения максимальной теплостойкости, т.е. получения наиболее полного легирования твердого раствора карбидообразующими элементами за счет растворения части карбидов при сохранении величины аустенитного зерна не крупнее № 9 – 10. Закалку производят в масле от температуры 1030 – 1070 ºC. Стали этой группы являются дисперсионнотвердеющими; максимум твердости в них достигается после отпуска при 500 – 550 ºC в течение 1,5 – 2 ч. Однако эти стали отпускают при более высоких температурах 560 – 600 ºC на твердость HRC 47 - 49, чтобы избежать разупрочнения при эксплуатации.
Прочностные свойства при повышенных температурах (до 600 – 610 ºC) после обработки на твердость HRC 47-49 примерно одинаковы для всех статей, что обусловлено достаточной устойчивостью этих сталей к отпуску, небольшими различиями в количестве карбидной фазы и составе твердого раствора. Сопротивление хрупкому разрушению, а также сопротивление термомеханической усталости теплостойких сталей растет с уменьшением прочности и повышением пластичности. Износостойкость при повышенных температурах в основном определяется теплостойкостью и прочностью стали.
Стали типа 4Х5МФС, 4Х5В2ФС, 4Х5МФ1С применяют для инструментов, работающих в условиях длительных теплосмен до температур 600 – 630 ºC (например, для горизонтальных прессов – пресс-штампели, иглы для прошивки труб и т.д.).
Наиболее теплостойкие стали 4Х3ВМФ и 4Х4ВМФС используют для инструментов, работающих в условиях высоких удельных давлений (800 – 1500 МПа) и температур 650 – 660 ºC (деформирование коррозионостойких и жаропрочных сталей и сплавов).
Стали высокой теплостойкости отличаются более высоким содержанием карбидообразующих элементов: вольфрама, молибдена и ванадия, некоторые из сталей этой группы дополнительно легируют кобальтом в количестве 8 – 15 % (таблица 4.1). В зависимости от легирования стали высокой теплостойкости могут иметь карбидное (3Х2В8Ф, 4Х2В5МФ, 5Х3В3МФС) или смешанное карбидо-интерметаллидное упрочнение (2Х6В8М2К8, 3Х10В7М2К10). Упрочняющими фазами в сталях этой группы являются карбиды Me6C и MeC, а при легировании кобальтом – также интерметаллиды (Fe,Co)2W, (Fe,Co)7W6. Стали этой группы характеризуются высокой устойчивостью к перегреву, что обусловлено наличием труднорастворимых карбидов Ме6С и МеС, часть этих карбидов остается нерастворенной и сдерживает рост зерна аустенита. Это позволяет использовать высокие температуры аустенитизации при нагреве под закалку (таблица 4.2). После закалки проводится высокий отпуск.
Таблица 4.2 – Режим термической обработки и свойства штамповых сталей высокой
теплостойкости
| Сталь | Температура закалки, ºC | HRC после закалки | Температура отпуска, ºC | HRC после отпуска | Теплостойкость, ºC, при HRC 40 |
| 3Х2В8Ф | 1130 – 1150* | 53-55 | 630-650 | 42-47 | 660 |
| 1180 – 1100** | 48-52 | 600-620 | 45-49 | 650 | |
| 4Х2В5МФ | 1080 – 1100* | 54-56 | 640-650 | 44-47 | 670 |
| 1050 - 1080** | 52-55 | 610-630 | 45-49 | 660 | |
| 5Х3В3МФС | 1130 – 1150* | 54-58 | 650-660 | 44-47 | 685 |
| 1100 - 1120** | 52-55 | 640-650 | 45-49 | 670 | |
| 2Х6В8М2К8 | 1180 - 1200 | 52-54 | 670-690 | 48-52 | 730 |
| 2Х10В7М2К10 | 1100 - 1120 | 54-56 | 640-650 | 48-52 | 700 |
| Х2В6М6К12Н2 | 1150 - 1170 | 40-42 | 680-700 | 48-52 | 750 |
* Обработка на высокую теплостойкость. ** Обработка на повышенную прочность и вязкость.
Наиболее высокая теплостойкость и разгаростойкость достигаются в сталях с пониженным содержанием углерода, легированных кобальтом и содержащих вольфрам и молибден с суммарным количеством около 9 – 10 %. Высокая теплостойкость (700 – 750 ºC) обусловлена тем, что интерметаллиды кобальта (Fe, Co)7 (W, Mo)6 выделяются при более высоких температурах и более устойчивы к коагуляции по сравнению с карбидными фазами Me6C и MeC,
Стали типа 5Х3В3МФС, 3Х2В8Ф и 4Х2В5МФ применяют для изготовления тяжелонагруженного инструмента прессов и горизонтально-ковочных машин в условиях разогрева до 680 – 690 ºC. Его используют при горячем деформировании легированных сталей и жаропрочных сплавов. Для повышения стойкости инструментов против истирания их дополнительно подвергают азотированию. Из сталей типа 2Х6В8М2К8 и 3Х10В7М2К10� изготовляют пуансоны для горячего прессования (720 – 750 ºC) жаропрочных металлов и сплавов.
Для повышения износостойкости штампов применяют – азотирование, борирование, наплавку сормайтом.
Стали для измерительного инструмента
Применяются для изготовления измерительных плиток, шаблонов, лекал, скоб и т.п. В большинстве случаев это заэвтектоидные стали, иногда – ледебуритные, в отдельных случаях – низкоуглеродистые цементуемые стали. К сталям для измерительного инструмента предъявляется комплекс требований, из которых наиболее важными являются: 1) высокая твердость и износостойкость (НRC 58 - 65); 2) стабильность линейных размеров и формы при эксплуатации в течении длительного времени; 3) хорошая полируемость, которая обеспечивается высокой твердостью (не ниже HRC63 - 64), отсутствием крупных карбидных включений и карбидной неоднородности, металлургической чистотой стали. Наличие крупных неметаллических включений может привести к выкрашиванию в процессе полирования. Кроме того, неметаллические включения могут стать центрами развития коррозии на поверхности измерительного инструмента.
Высокая твердость обеспечивается повышенным содержанием углерода, закалкой на мартенсит с низким отпуском. Износостойкость зависит от твердости и наличия дисперсных равномерно распределенных избыточных карбидов.
Для измерительных плиток наиболее часто используют стали Х (0,95-1,1% С; 1,3-1,65 % Cr) и 12Х1 (1,5-1,25% С; 1,3-1,65 % Cr).
В отожженном состоянии они заэвтектоидные, в нормализованном – перлитного класса. Предварительная термообработка – отжиг на зернистый перлит, окончательная – закалка из межкритического интервала (неполная) и низкий отпуск. Температура аустенитизации для стали Х составляет 840-860 °С, для стали 12Х1 - 850-870 °С, температура отпуска для стали Х 130-150 °С, а для стали 12Х1 – 120-130 °С, структура после отпуска: отпущенный мартенсит, избыточные карбиды и остаточный аустенит, твердость составляет HRC 62-65.
Поскольку для измерительного инструмента важна стабильность линейных размеров, а остаточный аустенит может претерпевать мартенситное превращение, приводящее к уменьшению размеров, то его количество должно быть минимальным. Для уменьшения количества остаточного аустенита делают многократную обработку холодом при – 70 °С и последующий низкий отпуск при 120-125 °С.
Размерные изменения после закалки и отпуска при эксплуатации могут быть вызваны следующими процессами:
Люди также интересуются этой лекцией: Особенности высшей нервной деятельности у детей.
1) релаксацией остаточных напряжений;
2) дальнейшим распадом мартенсита, вызывающим уменьшение тетрагональности его решетки;
3) мартенситным превращением некоторой части остаточного аустенита.
Первые два процесса уменьшают объем, а третий – увеличивает. Причем увеличение объема на порядок выше, чем его уменьшение при распаде мартенсита. Отсюда следует, что имея в структуре небольшое количество остаточного аустенита, можно избежать объемных изменений инструмента в процессе эксплуатации.
Из сталей ледебуритного класса используют стали 9Х18, Х12Ф1. Применение этих сталей обеспечивает высокую твердость, износостойкость, незначительную деформируемость во время закалки.
Плоские измерительные инструменты типа лекал, шаблонов, скоб изготавливаются путем вырубки из листовой стали, поэтому для этой группы инструментов применяют низкоуглеродистые (20, 20Х) и среднеуглеродистые (50, 50Г) стали. Для повышения твердости и износостойкости низкоуглеродистые стали подвергают цементации, закалке с 790-810 °С в масле для стали 20Х и в воде для стали 20 и низкотемпературному отпуску при 150-180 °С, 2-3 ч. Инструменты из среднеуглеродистых сталей 50, 50Г подвергают поверхностной закалке с нагревом токами высокой частоты и низкотемпературному отпуску.



















