
Характеристика основных способов литья, применяемых в приборостроении
Глава 1 Характеристика основных способов литья, применяемых в приборостроении
1. Литье по ЖСС
Использование для заливки сырых форм не всегда позволяет получить отливки с требованиями соответствующими высокому качеству из-за низкой чистоты поверхности, повышенной толщины стенок и, следовательно, завышенного веса отливок. По этой причине приходится вводить обработку отливок даже по тем поверхностям, которые можно было бы оставлять в деталях литыми. Применение ЖСС позволяет уменьшить толщину стенок отливок, повысить точность и чистоту поверхности. Ниже рассмотрены особенности процесса литья по ЖСС по сравнению с литьем в землю.
Исходные материалы для приготовления ЖСС. Формовочная смесь состоит из наполнителя и жидкой композиции. В качестве наполнителей применяют: мелкозернистые кварцевые пески (с содержанием глины не более 1% и влажностью не более 3%) и феррохромовый шлак следующего состава в %:
CaO SiO2 Al2O3 MgO Cr2O3 FeO
48-53 26-30 6-8 6-12 2-5 0.2-0.5
В жидкую композицию входит жидкое стекло, поверхностно активные добавки и вода.
Жидкое стекло (Me2O n SiO2 m H2O), где Me2O может быть Na2O или К2O обычно применяют стекло «В» с модулем 2,61- 3,00.
В качестве поверхностного активного вещества применяется контакт Петрова (КП) - получается керосинового дистиллата нефти серным ангидридом.
Приготовление ЖСС. Для изготовления жидкой смеси используют специальные смесительные установки. Схема смесительной установки показана на рис. 24. Дозирование компонентов формовочной смеси осуществляется на весах, вмонтированных в смесительную установку. Сначала в растворомешалку поступают сухие компоненты - песок и шлак, перемешиваются в течение 1,0- 1,5 мин. Для достижения требуемой степени однородности. После этого в смеситель вводится жидкая композиция и производится перемешивание в течение 1,5- 2,0 мин. Цикл приготовления смеси длится 3- 6 мин., происходит пенообразование и смесь приобретает текучесть и способность легко проникать во все щели и углубления формы самотеком.
Модели и стержневые ящики изготавливаются из дерева и металла. При этом поверхности моделей и ящиков обрабатывают специальным покрытием, так как смесь ЖСС обладает повышенной прилипаемостью к материалу моделей и стержней. Сначала покрывают нитрошпаклевкой, затем зачищают наждачной бумагой и красят нитрокраской в два слоя. Выдержка после покраски – 3-4 часа на воздухе.
Рекомендуемые материалы

Рис. 24. Схема изготовления формы из ЖСС.
Изготовление форм и стержней. Модель с опокой подается под смесительное устройство. Предварительно поверхность модели и подмодельной плиты покрывают разделительным покрытием (смесь мазута, керосина и серебристого графита 2; 1; 0,5) или химически стойкий лак. Готовая смесь выпускается из смесителя на модель и стержневой ящик, растекается точно, выполняя конфигурацию отливки. Изготовление формы (заливка смесью) занимает несколько секунд. Наличие в составе смеси жидкого стекла способствует быстрому затвердеванию формы на воздухе. Так как извлечение модели производится из твердой фазы, то размеры полости не изменяются при извлечении модели, что позволяет повысить точность отливок.
Дальнейшие операции сборки и заливки формы делаются точно так же, как и при обычном литье в земле. Учитывая, что заливка осуществляется в сухую твердую форму, теплопроводность которой меньше чем сырой, появляется возможность уменьшить толщину стенок отливок.
Применение способа литья. Для изготовления больших корпусов приборов из чугуна и алюминиевых сплавов с толщиной стенки 4-6 мм. Точность отливок – 14-15 квалитет, шероховатость поверхности 80-40. Легко автоматизируется и механизируется.
2. Литье в оболочковые формы
Оболочковые формы, так же как и песчано-глинистые и ЖСС, являются разовыми. Форма представляет собой прочную тонкую оболочку (6-10 мм) с гладкой рабочей поверхностью и точными размерами полости.
Формовочную смесь приготовляют из мелкозернистого песка и синтетической термореактивной смеси (3-7%), которая является связующим. Эти смеси являются песчано-смоляными. Способ изготовления оболочек обоснован на специфических свойствах термореактивных смол.
Смолы при комнатной температуре находятся в твердом состоянии, при нагреве до 70-120°С размягчаются, становятся полужидкими, вязкими, клейкими. При дальнейшем нагреве до 200-250°С термореактивные смолы необратимо твердеют, прочность их резко повышается и сохраняется после охлаждения до комнатной температуры.
Изготовление оболочковых форм. Модельную плиту 1, на которой закреплена модель 4 (модельную плиту и модель изготавливают из металла) (рис. 25, а), нагревают до 200-250°С и на ее рабочую поверхность пульверизатором или кистью наносят тонкую пленку разделительного состава, например силиконовой жидкости, чтобы предотвратить прилипание смеси к моделям.
На горловину поворотного бункера 2 со смесью 3 устанавливают горячую модельную плиту, после укрепления которой поворачивают бункер на 180°. Песчано-смоляная смесь падает на поверхность плиты и модели. Под действием тепла слой 5 смеси, прилегающий к модели и плите, прогревается за 15-25 с до температуры расплавления смолы на глубину 6-10 мм. В этом слое зерна песка оказываются склеенными расплавленной смолой. Остальную сыпучую часть смеси удаляют поворотом бункера на 180° в исходное положение. Оставшуюся полутвердую оболочку вместе с подмодельной плитой помещают в печь, где она необратимо затвердевает при температуре при нагревании ее в течении 50-60 с при температуре 300-350°С. После извлечения из печи прочную оболочковую полуформу 5 снимают с модельной плиты при помощи выталкивателей 6. Также изготавливают вторую оболочковую полуформу.
Процесс изготовления оболочковых стержней аналогичен процессу изготовления полуформ. В подогретый и смазанный стержневой ящик 7 (рис.25 б) насыпают песчано-смоляную смесь 8, через 15-20 с после образования оболочки высыпают непрогретую оставшуюся сыпучую смесь. Оболочка твердеет при дальнейшем нагреве ящика. Затем ящик раскрывают и извлекают стержень 9.
Модели, плиты и стержневые ящики в основном изготавливаются из чугуна, реже из стали и алюминиевых сплавов.
Оболочковые полуформы собирают, склеивая быстротвердеющим термореактивным клеем. В охлажденную полуформу устанавливают стержень на ее края наносят клей толщиной 0,1 мм, накладывают вторую горячую (120-150°С) полуформу, прижимают ее к первой специальным приспособлением и выдерживают 5-10 с для отвердения клея. Для центрирования полуформ в одной из них делают углубления, в другой – выступы 9.

Рис.25. Схема литья в оболочковую форму.подпись перевенуть
Готовые (склеенные) оболочковые формы 11 (рис. 25 в) устанавливают в металлические ящики 10, засыпают песком или чугунной дробью 12, заливают жидким металлом и получают отливку 13 после разрушения оболочки.
Особенности способа и области его применения. Применение мелкозернистых песков в смесях способствует получению гладкой рабочей поверхности оболочковых форм и стержней.
Твердение смеси непосредственно на модели или в стержневом ящике позволяет получать точные по размерам формы и стержни.
Оболочки обладают достаточной прочностью, жесткостью и газпроницаемостью в период заливки и затвердевания сплава. Вместе с тем по мере прогрева отливки теплом оболочка разрушается: прочность ее падает, она превращается в песок, что способствует свободной усадке отливок.
Отмеченные возможности дают возможность изготовлять сложные тонкостенные отливки из черных и алюминиевых сплавов массой до 100 кг. Точность отливок находится в пределах 11-14 квалитетов (11 квалитет) на отдельные размеры, не связанные с плоскостью разъема, а шероховатость поверхности соответствует 25мкм.
В оптико-механической промышленности этим способом изготовляют корпуса аэрофотоаппаратуры проекторов, лабораторных приборов.
Оболочковые стержни применяют не только в оболочковых формах, но и в песчаных, а также в кокилях для выполнения сложных полостей в алюминиевых и магниевых отливках.
Расход формовочной смеси при литье в оболочковые формы в 8-10 раз меньше, чем при литье в земляные формы.
Процесс изготовления оболочек хорошо поддается автоматизации.
3. Литье по выплавляемым моделям
Литейная форма представляет собой неразъемную тонкостенную прочную оболочку, негазотворную, высокоогнеупорную, с гладкой рабочей поверхностью. Оболочку изготовляют из мелкозернистых формовочных материалов по разовым (выплавляемым или растворяемым) моделям. Разовые модели 3 (рис. 26 а) отливки 1 изготовляют в прессформах 2 путем заливки или запрессовки шприцем беззольных, легкоплавких или легко растворимых модельных составов, например ПС50-50 (50% парафина, 50% стеарина). Прессформы выполняют одноместными или многоместными. Модели, полученные в одноместных формах, припаивают паяльником 5 к модели 4 литниковой системы, изготовляемого из того же модельного состава в прессформе.
В многоместных формах получают звенья моделей. При сборке звенья моделей насаживают на металлический каркас-стояк, последнее звено прижимают навинчиванием колпачка (из того же модельного состава) на каркас-стояк. Соединенные в одно целое модели отливок и модели литниковой системы называют блоками моделей. Затем на поверхность блока моделей наносят (формируют оболочку) слой огнеупорной смеси (рис. 26 б). В отличие от песчано-глинистой смеси, смесь, используемая при литье по выплавляемым моделям, представляет собой жидкую суспензию, состоящую из пылевидного огнеупорного материала, например пылевидного кварца циркона, корунда и связующего коллоидного раствора двуокиси кремния. Связующий раствор изготовляют путем гидролиза этилсиликата.
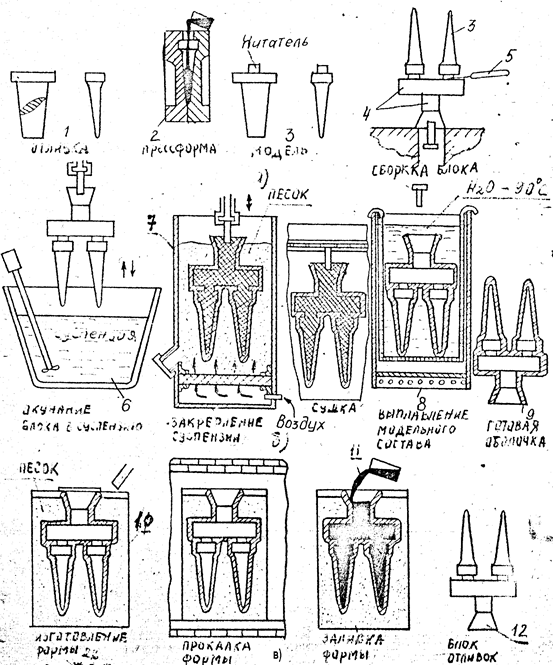
Рис.26 Схема процесса литья по выплавляемым моделям.
Этилсиликат – это смесь эфиров кремниевых кислот. Этилсиликат характеризуется условно процентным содержанием двуокиси кремния. На практике широко распространен этилсиликат 40, содержащий 40+2% Si2O.
Гидролиз – это процесс замещения в эфирах этоксиальных групп (C2H5OH) гидроксильными группами ОН, например:
2(C2H5O)12Si5O4 + 17H2O= 5H2OSiO2 + 24 C2H5OH
кремниевая спирт
кислота
Кремниевая кислота переходит в коллоидное состояние – золь двуокиси кремния. Собственно связующим в растворе является двуокись кремния, склеивающая зерна основы. Для получения необходимой прочности формы достаточно иметь 12-16% (по массе) SiO2 в растворе. Так как этилсиликат содержит 40% SiO2, то при гидролизе вводят растворители – спирты или ацетон, чтобы довести содержание SiO2 в готовом растворе, например, до12-16% . Для ускорения гидролиза вводят катализатор – соляную кислоту (0,2-0,3 HCl на 1 кг этилсиликата).
Для приготовления суспензии в бак 6 с быстроходной пропеллерной мешалкой 7 наливают растворитель, воду и соляную кислоту, затем насыпают пылевидный материал. На один объем суммы жидких составляющих дают до двух объемов пылевидного материала и перемешивают 50-60 мин.
Процесс формирования оболочки состоит в следующем. На поверхность модельного блока окунанием в бак 6 наносят суспензию, которую немедленно закрепляют сухим зернистым огнеупорным материалом (размер зерна равен 0,25 мм). Обычно огнеупорный материал наносится при спускании блока в бак 7 с «кипящим» песком. Через слой песка продувают воздух, песчинки находятся во взвешенном состоянии, а поверхность песка похожа на кипящую воду. В «кипящий» песок тело входит так же легко, как в воду. Затем образовавшийся слой оболочки толщиной около 1 мм сушат при комнатной температуре в течение 3 часов. При сушке испаряется растворитель, слой оболочки твердеет вследствие необратимого процесса перехода коллоидного раствора двуокиси кремния из неустойчивого состояния – золя в устойчивое – гель. Гель цементирует зерна основы и сообщает слою оболочки прочность. Для получения оболочки необходимой толщины на блок наносят последовательно 4- 6 слоев и более. Таким образом, цикл нанесения оболочки длится 12-18 часов. Из оболочки моделей отливок и литниковой системы удаляют выплавлением паром или в горячей воде, помещая блок в бак 8 с водой. Получают прочную неразъемную с гладкой рабочей поверхностью оболочковую литейную форму 9. Оболочка 9 после выплавления из нее моделей пропитана водой и частично модельным составом. Для удаления всех веществ, которые могут быть источниками газов, оболочку прокаливают при температуре 900- 1000°С. Для прокаливания оболочки засыпают сухим песком в ящиках 10 из жаростойкой стали (рис. 26 в). После прокаливания в печи формы заливают жидким сплавом 11. Отливки с литниковой системой называют блоками отливок 12.
Литниковая система в отличие от обычного способа литья называется литниковопитающей. Она является несущей конструкцией от момента укрепления на ней моделей до момента отрезки отливок, обеспечивает заполнение полостей формы сплавом и служит прибылью в период затвердевания отливок. Поэтому металл подводят в наиболее массивные части отливок. После охлаждения блока оболочка легко отстает от наружных поверхностей, но прочно удерживается в полостях и отверстиях. Из последних ее удаляют химическим способом – выщелачиванием. (Выщелачивание – извлечение отдельных составляющих твердого материала с помощью растворителя). Отливки, отдельные от литников, загружают в переносный перфорированный барабан вместе со стальной дробью диаметром 1 мм. Барабан погружают в 45%-й водный раствор едкого натра, нагретый до 150°С и вращают 30-40 мин. со скоростью 20-30 об/мин. Едкий натр взаимодействует с пленками геля в оболочке, образуя раствор силиката натрия. После выщелачивания отливки промывает в подогретой до 50- 80°С воде, затем пассивирует (пассивация- перевод поверхностного слоя металла из активного (в химическом отношении) состояния в пассивное с целью придания ему коррозионной устойчивости) в водном растворе соды с 0,3% натриевой селитры и сушат.
Очищенные отливки подвергают термической обработке в печах с защитной атмосферой и контролируют.
Особенности способа и его применение. Жидкая суспензия пылевидного огнеупорного материала прочно прилипает к модели и точно воспроизводит ее очертания и поверхность. После выплавления моделей из жесткой прочной оболочки образуется неразъемная форма с гладкой рабочей поверхностью и точными размерами, что способствует получению точных по размерам (II квалитет с чистой поверхностью Rа=2,5 мкм) отливок из всех известных сплавов. Форма после прокаливания не содержит газотворных составляющих. Это уменьшает вероятность образования газовых раковин в отливках. Заливка же в горячие формы дает возможность изготовлять тонкостенные сложнейшие отливки. В горячей форме отливка затвердевает медленно, что способствует фильтрации жидкого металла из литниковопитающей системы в отливку и получению металла в ней.
Отмеченные особенности литья по выплавляемым моделям дают возможность получать отливки, сложные по конфигурации с толщиной стенки 1-3 мм и массой до 300 кг.
Стоимость 1 тонны отливок, получаемых по выплавляемых моделям, в 3- 10 раз выше, чем изготовляемых другими способами.
В приборостроении литье по выплавляемым моделям применяют для изготовления отливок в основном из сталей. Обычно отливки бывают сложные небольших размеров с тонкой стенкой и чистой поверхностью. Изготовить сложную тонкостенную стальную деталь другими способами литья не представляется возможным, а изготовление из куска дороже, чем литье по выплавляемым моделям.
4. Литье в кокиль
Кокилем называют металлическую литейную форму из чугуна или стали. Перед заливкой кокилей, рабочую поверхность их окрашивают. Заливают расплав. Кокиль в 3-5 раз быстрее песчано-глинистой формы отводит тепло. Интенсивность затвердевания отливки, а также ее отдельных частей регулируют главным образом температурой нагрева кокиля и толщиной теплоизоляционной краски. Из кокиля отливку удаляют горячей, после чего кокиль охлаждают или подогревают до оптимальной температуры 200-300°С. Цикл повторяется.
Особенности способа и область его применения. Для обеспечения направленного затвердевания рабочую поверхность покрывают краской. Причем литниковые каналы и прибыли покрывают более толстым слоем краски, чем рабочие поверхности, чтобы увеличить время их затвердевания. Интенсивность теплообмена между отливкой и кокилем выше, чем при литье в разовые формы. Поэтому отливки получаются с более плотной мелкозернистой структурой, что значительно повышает свойства магниевых и алюминиевых сплавов. Так как при литье в кокиль можно использовать земляные или оболочковые стержни и вставки, то это дает возможность получать отливки с существенным местным изменением свойств сплава. Например, часть отливки, затвердевающая при контакте с кокилем, тверже, чем при контакте с земляной вставкой.
Трудоемкость изготовления в кокилях меньше, чем при литье в разовые формы, качество поверхности и точность размеров отливок выше, меньше припуски на обработку, лучше условия труда.
В кокилях трудно изготовлять фасонные стальные отливки, так как из-за интенсивного теплообмена между отливкой и кокилем увеличивается вероятность образования трещин в стали.
Кокиль применяют для изготовления отливок, к которым предъявляются повышенные технические требования, например, плотные без усадочной рыхлости с повышенными механическими свойствами отливки из алюминиевых сплавов с широким интервалом температур затвердевания. Этот способ экономически целесообразно применять, когда партия составляет 300-500 отливок.
5. Литье под давлением
Физическая сущность литья под давлением
Процесс литья под давлением заключается в том, что расплавленный металл заливается в камеру прессования машины, соединенную литниковыми каналами с замкнутой полостью разъемной металлической формы. Под действием поршня металл принудительно перегоняется в полость разъемной металлической формы, заполняя ее, он затвердевает и образует отливку. При раскрытии формы отливку удаляют.
Из существующих типов машин для литья под давлением в настоящее время наибольшее распространение получила машина с горизонтально расположенной камерой прессования. На примере этой машины и рассмотрим более подробно цикл литья под давлением.
Современные машины литья под давлением (рис.4.1) состоят из следующих главных механизмов: механизма для заполнения формы (устройство перегоняющее металл из камеры прессования в форму и создающее давление на металл в форме); механизма запирания (устройство закрывающее и открывающее форму) аппаратура для управления машиной и гидравлического привода.

Рис.4.1[DR1] . Схема машины литья под давлением с горизонтальной камерой прессования.
Все механизмы машины крепятся к сварной станине 18 коробчатого сечения, внутренняя полость которой является масляным баком. Станина устанавливается на бетонный фундамент 17.
Механизм запирания открывает и закрывает форму, передвигая подвижную ее половину 7, и удерживая форму в закрытом положении во время заполнения ее металлом. Подвижная полуформа 7 крепится к подвижной плите 6 машины, которая перемещается по четырем направляющим колоннам 8 машины. Движение подвижной плите сообщается гидравлическим цилиндром 1 через систему рычагов 5. Цилиндр 1 и две оси рычагов закреплены на плите 3, которая может передвигаться вдоль оси машины при помощи зубчатого колеса и рейки. Перемещение плиты вдоль оси машины обеспечивает возможность установки на машину форм различной толщины. После установки плиты 3 в необходимое положение она фиксируется при помощи гаек 2 и 4.
Неподвижная полуформа 9 крепится к неподвижной плите 10 машины. Гидравлический цилиндр 14 с плунжером 12 диаметра d служит для заполнения формы металлом и удаления литникового остатка. Цилиндр 14 закреплен на неподвижной плите 13, а заливочная камера 11 на плите 10. Гидравлический привод состоит из масляного насоса и аккумулятора 16 и служит для подачи масла в цилиндры 1 и 14 при работе машины. Давление масла Р в аккумуляторе составляет 120 кгс/см2. При этом усилие Р на плунжер 12 будет:
Р=p* D2*p/4, D- диаметр поршня 15.
Для вычисления давления металла в форме следует силу Р разделить на площадь плунжера 12, то есть :
Pф=p*D2*p*4/(4*p*d2)=p*(D/d)2
Давление в форме увеличивается пропорционально отношению квадрата диаметров поршня и плунжера Схему процесса и последовательность действий иллюстрирует рис.4.2нет рис 42

Рис.4.2. [E2] Схема литья под давлением на машине с горизонтальной камерой прессования.
Как было уже сказано, форма состоит из неподвижной и подвижной полуформ (рис.4.2,а). Металлические стержни 8 служащие для образования полостей и отверстий в отливках, находятся, как правило, в подвижной полуформе. Для извлечения отливки из формы предусмотрены выталкиватели 6, 13 которые жестко закреплены в плитах 4 и 5 выталкивателей. Запирающий механизм машины надежно прижимает подвижную полуформу к неподвижной, после чего в камеру прессования 9 через отверстие 18 заливают порцию сплава и включают механизм заполнения. Плунжер 11 при своем движении влево создает давление в камере. Сплав рассекателем 15 направляется в литниковую щель 12, заполняет полость формы и затвердевает (рис.4.2,б). После затвердевания отводят подвижную часть формы вместе с отливкой. При отводе подвижной полуформы движется и плунжер, который из камеры выталкивает литниковый остаток 19 (рис.4.2,в). Плита толкателей перемещается вместе с формой и стержнем 17, упирается в упор 20 (рис.4.2,г). Упор останавливает плиту толкателей, а форма продолжает перемещаться. Выталкиватели снимают отливку 21 со стержня 8 и она падает на транспортер или в конвейер. Форма во время работы охлаждается водой, проходящей по каналам 7.
Возможности способа. Литьем под давлением получают сложные тонкостенные отливки из цветных металлов массой от нескольких грамм до нескольких килограммов.
Качество деталей отливаемых под давлением, оценивается точностью размеров, классом шероховатости поверхности, механическими свойствами и пористостью.
Точность размеров зависит от точности изготовление прессформы, от конфигурации и положения различных элементов отливок в форме, от степени износа формы, от колебания усадки сплава и др.
Внутренние размеры – отверстия можно выполнять по 9 квалитету, наружные размеры – II квалитету.
Шероховатость поверхности отливок зависит от шероховатости оформляющих поверхностей прессформы и от степени ее износа и для отливок из цинковых сплавов может быть до 8 класса, из алюминиевых сплавов до 6 класса и медных сплавов до 5 класса шероховатости.
Толщина стенок. Для поверхностей, которые подвергаются механической обработке, назначают припуски до 0,3 до 0,5 мм.
Значения минимально допустимых толщин стенок отливки в зависимости от размеров их поверхности приведены в таблице.
Таблица 1. Минимальная толщина стенок отливок, получаемых литьем под давлением.
| Поверхно-сти отливок в см2 | Минимально допустимая толщина стенок для цинкового сплава | Минимально допустимая толщина стенок для магниевого сплава | Минимально допустимая толщина стенок для алюминиевого сплава | Минимально допустимая толщина стенок для медного сплава |
| менее 25 | 0,8 | 10,3 | 1,0 | 1,5 |
| до 150 | 1,0 | 1,8 | 1,5 | 2,0 |
| до 250 | 1,5 | 2,5 | 2,0 | 3,0 |
| свыше 250 | 2,0 | 3,0 | 2,5 | 3,5 |
Механические свойства отливок, полученных под давлением, значительно отличаются от свойств отливок, изготовленных другими способами литья. При быстром охлаждении у отливок образуется литейная корочка с очень мелкозернистой структурой, толщина которой составляет около 0,5-1,0 мм. Поэтому тонкостенные отливки имеют мелкозернистую структуру, повышенную прочность и твердость на 20-30 % при одновременном снижении пластических свойств на 30-50% по сравнением с литьем в землю.
Пористость, вскрывающаяся при механической обработке, становится причиной брака большого числа отливок. Источниками пористости являются усадка сплава, воздух, который захватывается потоком жидкого металла в полости формы, и газы выделяющиеся из жидкого металла. Переход на литье под давлением снижает трудоемкость изготовления отливок в 10-12 раз в литейных и 5-8 раз в механических цехах.
Развитие массового производства в оптико-механической промышленности в некоторой степени способствовало широкому внедрению литья под давлением. Корпуса фотоаппаратов и биноклей, детали биноклей, микроскопов, геодезических приборов, спецдеталей – вот далеко не полный перечень применения литья под давлением в этой промышленности.
Отливки составляют почти половину всех деталей оптико-механических приборов.

Рис. Диаграмма процесса заполнения формы
Особенности способа. Процесс литья под давлением осуществляется в три фазы: 1 – медленное движение плунжера до момента поступления сплава в литниковую систему, воздух из камеры через полость формы выгоняется в атмосферу; II – заполнение сплавом с большой скоростью полости формы; III – затвердевание отливки (см. рис. 4.3).
 |
Рис 4.3.
Соответственно, с каждой фазой изменяется давление в рабочей полости цилиндра прессования, а значит и давление на жидкий сплав. Обычно цикл литья описывается диаграммой давление-время, которая представлена на рис.4.3. Штриховой линией показана диаграмма идеального цикла. В течение 1 фазы действует низкое давление р1, всего несколько атмосфер, хотя энергетическая установка машины обычно развивает давление до 120 кгс/см 2.
 |
а)
б)
Рис. 4.4. Виды заполнения.
Величина р1 зависит от сопротивления сплава, оказываемого плунжеру при его движении. В момент, когда плунжер достигнет точки 1 сплав входит в литниковую систему, сечение которой значительно меньше сечения камеры. В этот же момент значительно увеличивается скорость плунжера. Так как через литниковую систему сплав проходит с большим сопротивлением, то и давление возрастает до величины р2 (около 10 кгс/cм 2) и удерживается на таком уровне до точки 2, когда закончится заполнение формы. В течение второй фазы сплав заполняет форму в доли секунды (0,01-0,06) при скорости впуска металла от 2 до120 м/с. В зависимости от скорости впуска различают три вида заполнения: ламинарным сплошным потоком рис.4.4.а, турбулентным потоком рис.4.4,б и дисперсным потоком. Из-за большой скорости впуска только часть газа (10-30%) удаляется из полости формы, которая заполнена воздухом и парами смазки. Оставшийся газ смешивается со сплавом, образуется воздушно-металлическая смесь, которая затем и затвердевает. Поэтому отливки, полученные под давлением, имеют специфический, присущий только этому способу дефект – обширную газовую пористость. Отливки имеющие такую пористость, нельзя закаливать, потому что при нагревании под закалку прочность металла падает, давление газа в порах увеличивается до величины, при которой происходит осповидное вздутие поверхности отливки.
В момент окончания заполнения полости формы (точка 2) движущая система – жидкий сплав, прессующий плунжер, мгновенно останавливается. Энергия движения преобразуется в энергию давления, происходит гидравлический удар, величина которого ргу обычно в два раза больше, чем давление в аккумуляторе. Гидравлический удар полезен и в тоже время вреден.
Полезное его действие заключается в том, что быстро повышенное давление прижимает жидкий сплав к рабочей поверхности формы и способствует четкому оформлению конфигурации отливки, как говорят «чеканит» ее поверхности.
Вредное действие гидроудара заключается в том, что процесс колебания давления при гидроударе способствует коагуляции мелких газовых раковин в крупные, что значительно снижает качество отливок. Кроме того, под действием гидроудара подвижная полуформа может отойти от неподвижной. Между полуформами образуется зазор через который происходит разбрызгивание металла. На отливках образуется облой по разъему формы, и снижается точность отливок в направлении, перпендикулярном разъему формы. Обычно для получения высоких скоростей впуска применяют тонкие щелевые питатели, которые затвердевают раньше, чем затухнет гидроудар. Отливка отделяется от жидкого прессостатка. Питание из прессостатка в камере прессования, который мог бы служить прибылью прекращается. Затвердевание происходит без компенсации усадки жидким сплавом, в стенках, кроме газовых, появляются усадочные поры.
Таким образом, в отливке, полученной литьем под давлением наблюдается как газовая, так и усадочная пористость. Это главный недостаток способа литья под давлением.
Совершенствование этого исключительно прогрессивного по точности и производительности способа литья направлено на предупреждение газовой и усадочной пористости. Известны следующие направления: 1) вакуумирование полости формы, а также сплава, поскольку воздушная пористость является главным дефектом отливок, 2) Осуществление передачи статического давления через толстые питатели из камеры прессования на сплав в форме (процесс передачи статического давления в полость формы назвали подпрессовкой). Высокое давление должно компенсировать усадочную пористость, то есть отливка формируется при направленном затвердевании, и сжимать газовую пористость до микроскопических размеров. Микропоры при нагреве отливки под закалку не вздуваются. 3) Совместное использование первого и второго направлений. 4) Заполнение полости формы кислородом перед началом заливки. Кислород используется на окисление сплава с образованием очень малого количества окислов.
В настоящее время первое и четвертое направления не нашли широкого применения по двум причинам. Во-первых из- за технической сложности их реализации в производственных условиях, во- вторых названные способы устраняют газовую пористость и не позволяют компенсировать усадочную пористость.
В мире получил развитие второй способ, для реализации которого создавалось большое разнообразие механизмов прессования.
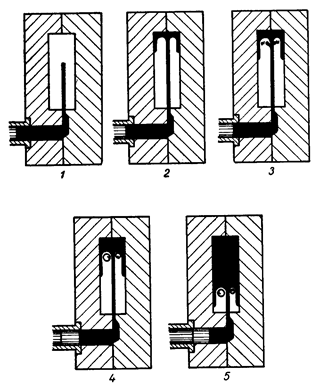
При литье под давлением на машине с холодной вертикальной камерой устройство пресс- формы аналогично устройству формы, показанной на рис. 28. В смазанную вертикальную камеру прессования 1 (рис. 29 а) заливают дозу сплава 2. При движении вниз плунжер 3 давит на сплав, перемещает вниз поршень 6, а в результате чего открывается отверстие 5, соединяющее камеру с пресс-формой, после заполнения которой плунжер поднимается, а специальный механизм поднимает поршень 6, при этом отрезаются литник и прессостаток поднимается наверх.

Рис. 29. Схема литья под давлением с вертикальной камерой прессования.
В настоящее время, хотя в цехах и много еще машин с вертикальной камерой, но они вытесняются машинами с горизонтальной камерой, так как последние производительнее, проще в обслуживании и легче механизируются.
Литье под давлением начиналось с машин с горячей камерой прессования, когда в 1838 году они были применены для изготовления литер с изображением букв для газетопечатных машин.
Машина с горячей камерой (рис.30) имеет тигель 4, обогреваемый нагревателями 6, в который расплав 10 заливается из раздаточной печи. Прессующий плунжер 2 через шток 1 соединяется с поршнем пневмоцилиндра, при работе которого плунжер опускается вниз, перекрывает отверстия 5, через которые расплав поступает в камеру прессования 3. Под давлением плунжера металл поднимается по каналу 7 и заливает полость формы, состоящей из неподвижной части 8 и подвижной 9. Конструкция формы аналогична рассмотренной на рис. 28.
На машинах с горячей камерой изготовляют отливки из цинковых сплавов, температура которых около 430°С. Применение горячекамерных машин для переработки алюминиевых сплавов сдерживалось из-за низкой стойкости камеры и плунжера, так как алюминиевые сплавы имеют большую температуру (около 700°С) и склонны к разъеданию поверхности камеры и плунжера.

Рис. 30. Схема литья под давлением с горячекамерной машиной.
Основное преимущество горячекамерной машины – это простота процесса и легкость автоматизации. Поэтому в последние годы велись поиски материала для камеры и плунжера, который противостоял бы воздействию горячего алюминиевого сплава. Создано несколько конструкций машин, работающих на алюминиевых и магниевых сплавах.
6. Центробежное литье
При центробежном литье осуществляют заливку сплава во вращающуюся форму. Форма может быть металлическая или разовая. Можно изготавливать детали типа труб или колец, а также и фасонные отливки. В приборостроении центробежное литье применяют для изготовления фасонных отливок в формах, полученных по выплавляемым моделям. При этом используется центробежная установка с вертикальной осью вращения, как это показано на рис. 32. Формы 2 устанавливаются на стол 1, после чего он приводится во вращение и расплав заливается в заливочную чашу 3 откуда под действием центробежной силы поступает в полость формы. Вращение стола продолжается до полного затвердевания отливок.
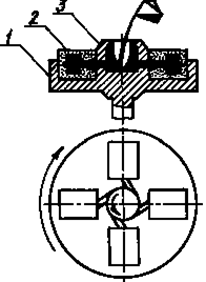
Рис. 32. Схема центробежного литья.
Особенности центробежного литья. Первая особенность. Охлаждение расплава начнется в первую очередь в литниковой чаше из-за теплоотдачи в воздух. Охлажденные частицы металла, как более тяжелые, имеющие большую плотность под воздействием центробежных сил устремляются в радиальном направлении в форму и перемещаются в более горячем и легком металле. Горячий металл вытесняется в более холодную зону из глубинных слоев тонущими частицами, которые могут быть жидкими, но более холодными. Таким образом, при затвердевании металла во вращающейся форме в радиальном направлении непрерывно происходит конвекция. Металл в чаше обогащается горячим расплавом из глубинных слоев отливки, что предотвращает его затвердевание. Затвердевание идет строго направленно. Металл в чаше до последнего момента может оставаться жидким и питать отливку.
Вторая особенность. На любую частицу вращающегося расплава действуют силы гравитации Р и центробежная Q. Отношение Q/P=K называют гравитационным коэффициентом К=30-50 и даже более 100.Если условно применить «тяжесть» к частице находящейся под действием центробежной силы, то окажется, что эта частица металла становится в десятки и сотни раз тяжелее в поле центробежных сил, чем в поле земного притяжения. Гравитационный коэффициент показывает во сколько раз тяжелее становится сплав при его вращении.
Утяжеление частиц сплава является второй, самой характерной особенностью центробежного литья, способствующей получению плотных отливок.
При затвердевании в неподвижной форме в процессе питания отливки перемещение сплава по капиллярам происходит под действием сил земного притяжения, атмосферного давления и капиллярных сил. Эти силы часто оказываются недостаточными и отливки получаются пористыми.
При центробежном литье к отмеченным силам добавляется в десятки раз большая центробежная сила. Частицы жидкого металла перемещающиеся к периферии, утяжелены в десятки раз, и заполняют непрерывно образующиеся при затвердевании межкристаллические пустоты.
Центробежные силы создают условия не только строго направленного затвердевания отливки (первая особенность), но и многократно усиленного питания жидким металлом затвердевающего слоя. А это, как известно, главные условия получения плотных беспористых отливок.
Третья особенность. При обычном литье неметаллические и газовые включения всплывают благодаря разности плотностей металла и включений. Они всплывают медленно и мало вероятно, чтобы могли полностью выделиться, так как на своем пути встречают затвердевающий сплав.
При центробежном литье затвердевание строго направленное. Зона последнего затвердевания должна быть всегда ближе к оси вращения. Поэтому неметаллические включения (как наиболее легкие) всегда выносятся в зону последнего затвердевания.
Отливки получаются с меньшим количеством неметаллических включений.
Рассмотренные процессы, происходящие при кристаллизации отливки во вращающейся форме характерны для большинства сплавов. Однако имеются исключения из этого общего правила, когда центробежные силы могут оказывать вредное действие.
Исключение первое. Жидкость гетерогенная (это жидкость, состоящая из несмешиваемых компонентов), например, расплав свинцовой бронзы представляет собой эмульсионную смесь свинца и меди. Во вращающейся форме свинец центробежными силами отбрасывается к периферии, а медь, как более легкая, вытесняется к центру вращения. Ликвация может проявиться настолько сильно, что внутренняя часть отливки окажется медной. Предупредить это вредное явление можно усилением охлаждения отливки снаружи (водоохлаждаемая металлическая форма) и одновременно снижением скорости вращения формы.
Рекомендуем посмотреть лекцию "Берлинские кризисы".
Исключение второе. Выпадающая твердая фаза легче жидкости, например, заэвтектический силумин, содержащий более 12% кремния. В начале затвердевания такого сплава выделяются кристаллы чистого кремния, которые легче алюминия, и они центробежной силой оттесняются в зону последнего затвердевания отливки. Так и образуется твердая корка, то есть затвердевание идет с двух сторон от периферии и от центра. К концу затвердевания в средних слоях будут усадочные пустоты.
Область применения центробежного литья определяется особенностями процесса затвердевания отливок, техническими и экономическими преимуществами этого способа.
Центробежным способом можно получить более тонкостенные отливки, чем при литье в неподвижную форму. Производительность труда выше, а условия труда лучше, чем при литье в разовые формы.
Центробежным способом изготавливаются крупные отливки из легированных сталей, втулки и венцы из антифрикционных сплавов, детали из жаропрочных и титановых сплавов.
[DR1]Номера рис
[E2]рис




















