
Разработка компоновочных решений гибких производственных систем
Лекция 9
Разработка компоновочных решений гибких производственных систем
1. Общая характеристика
структурно-компоновочных схем ГПС
Современная ГПС представляет собой сложную совокупность основного технологического и вспомогательного оборудования, транспортных и складских устройств, автоматизированной системы управления и других систем обеспечения функционирования.
Структурная схема ГПС предполагает размещение ее компонентов, обеспечивающих наиболее рациональное функционирование всей системы. Существуют различные критерии выбора структурно-компоновочных решений ГПС, наиболее важными из которых являются:
· получение наибольшей производительности, обеспечивающей максимальный выпуск продукции требуемого качества;
· обеспечение минимальной себестоимости продукции;
· достижение максимального экономического эффекта.
Рекомендуемые материалы
Структурная схема ГПС определяется технологическим назначением, типом изделий, технологическими процессами их изготовления. Компоновочное решение разрабатывается на основе последовательного уточнения транспортных связей и схемы расположения технологического оборудования. Результатом этой работы должны быть организация рациональной схемы грузопотоков, сокращение длины и упрощение транспортных связей, оптимальное использование площади и объема производственных помещений, обеспечение безопасности труда, а также снижение капитальных и эксплуатационных расходов.
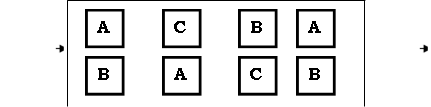
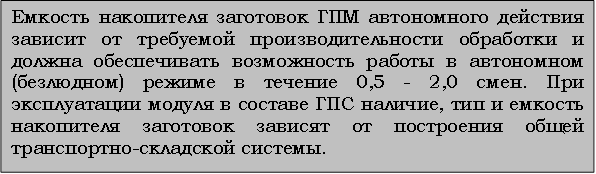
Можно выделить пять типов компоновок ГПС в зависимости от вариантов размещения основного технологического оборудования (рис. 1). Буквами обозначены разные типоразмеры и модели станков.
При произвольной компоновке (рис.1а) оборудование располагается в произвольном порядке, что усложняет и удлиняет транспортные потоки при числе станков более трех.
При функциональной компоновке (рис.1б) оборудование располагается по функциональному (технологическому) признаку (токарные, фрезерные станки, контрольно-измерительное оборудование и т.п.); при этом достигается наиболее полная его загрузка. Такая компоновка наиболее распространена. Ее недостатком являются неизбежные встречные потоки при обработке разных изделий, поэтому схему нельзя считать прогрессивной.
 а)
а)
 |
б)
 | |||
 |
 в)
в)
 |
г)
 |

 д)
д)
Рис. 1. Типовые компоновки ГПС
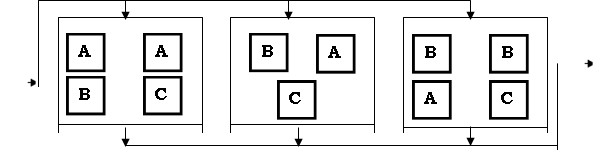
При модульной компоновке (рис.1в) оборудование комплектуют в модули, состоящие из одинакового набора оборудования, в которых сходные технологические процессы изготовления изделий могут выполняться параллельно. При модульной компоновке достигается наибольшая автономность работы, имеется определенная возможность резервирования, хотя несколько ограничивается производительность ГПС.
При групповой (секционной) компоновке (рис.1г) отдельная группа изделий изготовляется в отдельной секции (ячейке) ГПС. Каждая ячейка может иметь автономную структуру. При такой компоновке возможно поэтапное внедрение ГПС. Кроме того, компоновка позволяет в определенных пределах переносить изготовление изделий из одной секции в другую. Поскольку в состав секций входят различные наборы оборудования, то обеспечивается наиболее рациональный состав оборудования для различных групп изделий. Указанный тип компоновки ГПС наиболее перспективен, т.к. нацелен на изготовление законченных деталей и сборочных единиц.
Многоступенчатая компоновка ГПС (рис.1д) обычно применяется при комбинировании различных технологических процессов в единую технологическую цепь (получение заготовок + механическая обработка; механическая обработка + сборка и т.п.). ГПС состоит из отдельных ячеек, объединенных общей транспортной системой.
Оптимальное число станков в ГПС - от четырех до десяти. При этом исходят из того, что систему из трех и менее станков экономически нецелесообразно обслуживать централизованной ЭВМ; при значительном числе станков усложняется система управления.
В ГПС с небольшим количеством станков (от 2-х до 4-х) целесообразно их одностороннее (однорядное) расположение. В значительной степени расположение оборудования диктуется типом автоматизированной транспортно-складской системы.
2. Компоновка гибких производственных модулей
Гибкий производственный модуль (ГПМ) является основной составной частью ГПС. В соответствии с ГОСТ 26228-90 ГПМ – единица технологического оборудования, автоматически осуществляющая технологические операции в пределах его технических характеристик, способная работать автономно и в составе ГПС.
Таким образом, гибкий производственный модуль может использоваться в двух вариантах. В первом варианте ГПМ эксплуатируются автономно в условиях мелкосерийного производства с максимальным использованием их технологических возможностей и гибкости в переналадке. Во втором варианте ГПМ являются составной частью ГПС.
В состав ГПМ помимо единицы технологического оборудования входят дополнительные устройства для реализации следующих основных функций:
а) автоматизации переналадки за счет устройств автоматической смены инструментов и заготовок с накопителями значительной емкости, повышенного объема памяти для управляющих программ и возможности их автоматического вызова по коду обрабатываемой детали;
б) автоматизации контроля хода выполнения технологической операции;
в) поддержания длительного автоматического функционирования модуля за счет автоматической подачи заготовок и инструментов, подналадки, адаптивного управления.
ГПМ можно различать по степени автоматизации основных и вспомогательных операций:
· загрузки-разгрузки объектов производства;
· контроля формы и размеров изделия с вводом коррекции в систему ЧПУ;
· контроля за состоянием режущего инструмента с его подналадкой и своевременной заменой;
· адаптивного управления процессом обработки по важнейшим параметрам;
· очистки и герметизации рабочей зоны, удаления отходов; диагностирования технического состояния модуля; переналадки на очередную партию изготовляемых изделий.
По степени автоматизации ГПМ делятся на три уровня.
К первому уровню относятся модули с автоматической сменой инструментов и изделий, которые осуществляют автоматический цикл работы, но требуют постоянного наблюдения за ходом процесса.
ГПМ второго уровня автоматизации дополнительно оснащены устройствами контроля процесса выполнения операции и не требуют постоянного присутствия оператора.
ГПМ третьего уровня характеризуются возможностью адаптации к изменяющимся условиям технологического процесса и используются при работе в режиме безлюдной технологии.
В качестве основного технологического оборудования ГПМ механической обработки предпочтение отдается многоцелевым станкам (типа обрабатывающий центр). Для повышения производительности широко используются специальные загрузочные устройства, обеспечивающие автоматическую смену заготовок, установленных в приспособлениях-спутниках. Самые распространенные варианты загрузочных устройств показаны на рисунках:
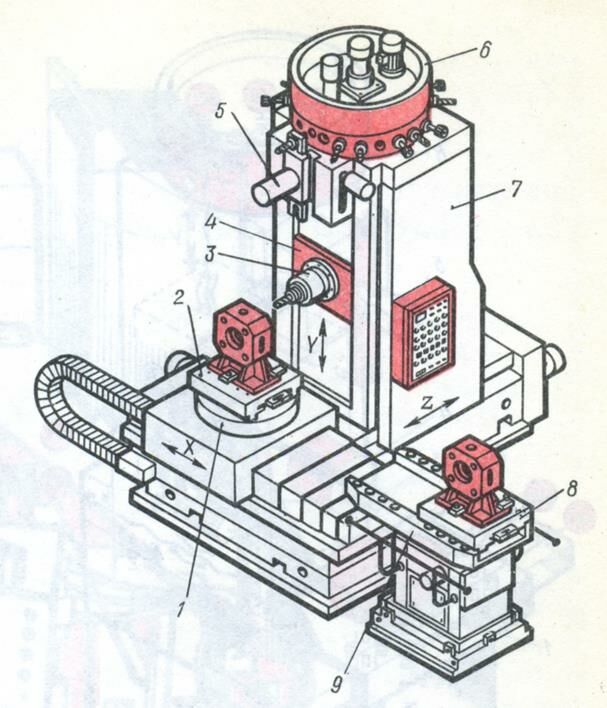
Заготовки закрепляют в приспособлениях-спутниках. Один из спутников (2) находится на основном поворотном столе станка вместе с обрабатываемой заготовкой. На другом спутнике 8 в это время устанавливают следующую заготовку. После окончания обработки первой заготовки она автоматически передвигается вместе со спутником 2 вправо, на двухпозиционный стол 9. После этого стол 9 поворачивается на 180° и спутник 8 с новой заготовкой поступает на стол 1 в рабочую зону станка, где начинается обработка заготовки. Обработанная деталь снимается со спутника 2, и вместо нее устанавливают и закрепляют следующую заготовку.
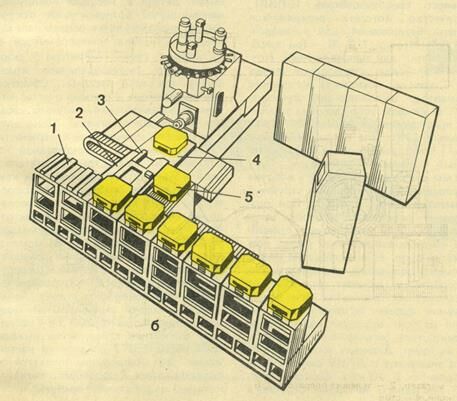
В гибких производственных модулях для хранения приспособлений-спутников с заготовками широко применяют круглые или кольцевые магазины, обеспечивающие автоматическую подачу спутников с заготовками на стол станка и спутников с обработанными заготовками в 'магазин. При этом спутники подаются в любой последовательности. Спутники устанавливают либо на поворотный стол магазина, либо на тележки, перемещающиеся по кольцевым направляющим. Емкость магазина (количество тележек) должна быть достаточной для обработки заготовок во 2-ю смену по безлюдной технологии (без участия человека). Примером такого магазина может служить поворотный магазин 1, применяющийся в ГПМ "Модуль 500":

Для тяжелых заготовок применяют неподвижные линейные магазины:
По окончании обработки заготовки спутник с заготовкой автоматически перемещается в свободную позицию 3 тележки-оператора 2. а со второй позиции 5 (ожидание) тележки-оператора спутник с заготовкой, подлежащей обработке, перемещается на стол 4 станка. Затем спутник с заготовкой из магазина устанавливается на свободную позицию тележки, а спутник с обработанной заготовкой перемещается из тележки в магазин 1 спутников.
 |
Автоматизированная загрузка ГПМ обработки деталей - тел вращения выполняется промышленными роботами с одним или несколькими захватными устройствами. Заготовки и обработанные детали располагаются на шаговых конвейерах, тактовых столах и т.п. устройствах. Возможна установка деталей на приспособлениях-спутниках (в автоматически заменяемых патронах). Компоновка подобного ГПМ в общем виде изображена на рис. 4.
Модуль включает в себя многоцелевой токарный станок 1 с ЧПУ с дополнительными устройствами: магазином - накопителем инструментальных комплектов 2 (обычно барабанного типа), накопителем поддонов заготовок 3 и промышленным роботом 4 (на схеме – подвесного типа). ПР выполняет все вспомогательные операции по загрузке-разгрузке станка и автоматической смене инструментальных комплектов.

Рис.4. Принципиальная схема компоновки ГПМ
по обработке деталей типа тела вращения
Для автоматической смены инструментов многоцелевые станки оснащаются инструментальными магазинами. Емкость инструментального магазина лежит обычно в пределах 30 ... 60 позиций. Увеличение числа используемого инструмента в ГПМ может быть достигнуто применением многорядных дисковых магазинов, а также за счет подпитки основного магазина из дополнительного. Используются системы, в которых может заменяться весь инструментальный магазин. Дополнительные возможности высокопроизводительной обработки в автономном автоматическом режиме дает ГПМ, оснащенный магазином-накопителем сменных многошпиндельных головок.
Сборочный ГПМ в общем виде включает ПР для манипулирования деталями при сборке, сборочную головку для соединения деталей и систему ЧПУ. Дальнейшее развитие связано с добавлением в модуль транспортно-накопительной системы для подачи деталей и отвода собранного изделия из рабочей зоны. В зависимости от назначения, технических возможностей и экономической целесообразности ГПМ могут содержать автономный или встроенный ПР, магазинное или бункерное загрузочное устройство, транспортную систему с технологическими спутниками, устройство контроля процесса сборки и др.
3. Компоновка гибких автоматизированных линий
Гибкая автоматизированная линия (ГАЛ) является разновидностью гибкой производственной ячейки, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
Отличительные особенности ГАЛ:
è поточный метод изготовления продукции по схеме " станок - станок",
è преимущественное использование взаимодополняющих станков,
è как правило, бесспутниковый характер транспортирования заготовок,
è наличие быстродействующих автоматических транспортных устройств (как правило – конвейерного типа), а также автоматических накопителей изделий для межоперационных заделов,
è постоянство циклов работы оборудования и других подсистем,
Уровень автоматизации переналадки оборудования в ГАЛ существенно ниже, чем в гибких автоматизированных участках. Гибкость ГАЛ обеспечивается применением переналаживаемого оборудования и систем управления на базе средств вычислительной техники.
За основу выбора структурно-компоновочных схем ГАЛ принимается групповой технологический процесс изготовления изделий. В большинстве ГАЛ принят жесткий маршрут, т.е. объект производства последовательно проходит все позиции линии. В особых случаях маршрут может быть свободным, например, изделие поступает на одну из двух позиций линии, каждая из которых предназначена для соответствующего изделия.
Гибкие автоматизированные линии механической обработки используются для изготовления как деталей типа тел вращения, так и корпусных деталей.
В ГАЛ для обработки тел вращения преимущественно встраиваются универсальные и специализированные станки с ЧПУ, оснащенные устройствами автоматической смены изношенного инструмента, контроля состояния процесса обработки, смены кулачков зажимных патронов и др. Применение станков с ЧПУ облегчает переналадку линии, а также позволяет эксплуатировать линию во вторую и третью смены с минимальным участием обслуживающего персонала. Для транспортирования обрабатываемых деталей служат конвейеры, которые одновременно выполняют роль межоперационных накопителей. Подача заготовок в зону обработки и выдача их обратно на конвейер осуществляется с помощью ПР.
Две типовые компоновки ГАЛ для обработки деталей - тел вращения показаны на рис. 10, 11.
Одним из вариантов ГАЛ может служить роботизированная технологическая линия, в которой роботы выполняют не только загрузку - разгрузку оборудования, но и межоперационное транспортирование (рис.10).
На рис. 11 представлена второй вариант компоновки гибкой автоматизированной линии с использованием транспортной системы конвейерного типа, в которой загрузка-разгрузка деталей может осуществляться как в роботизированном (станки № 1 и 2), так и в ручном вариантах (станки № 3 и 4). В линии принят жесткий маршрут движения детали (показан стрелками).
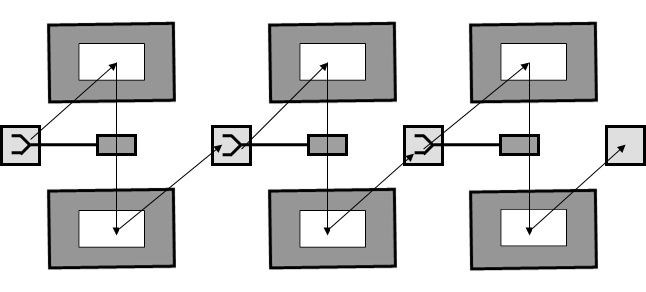
Рис.10. Типовая компоновка роботизированной технологической линии для обработки деталей типа тел вращения
 |  |  |  | ||||||
 |
Рис.11. Компоновка ГАЛ с транспортной системой конвейерного типа
ГАЛ для обработки корпусных деталей комплектуются как традиционными агрегатными станками с управлением от программируемых командоаппаратов, так и станками с ЧПУ (в том числе многоцелевыми и агрегатными). Гибкость таких линий обеспечивается следующими способами: созданием резервных позиций, применением переналаживаемых средств технологического оснащения, использованием станков со сменными шпиндельными коробками. Резервные позиции используются в случае, когда в конструкцию или технологию обработки деталей вносятся изменения, требующие установки дополнительного технологического оборудования.
К переналаживаемому оснащению относятся силовые головки с инструментальным магазином и устройством автоматической смены инструментов; трех - и пятипозиционные револьверные головки с ЧПУ; многошпиндельные коробки, устанавливаемые на поворотных столах.
Прогрессивным оборудованием для ГАЛ обработки корпусных деталей являются станки со сменными шпиндельными коробками. При этом возможны два варианта их использования: 1) заготовка в процессе обработки перемещается между неподвижными станками; 2) заготовка в процессе обработки стационарно установлена на рабочей позиции, к которой по отдельному конвейеру подаются шпиндельные коробки в заданной технологической последовательности.
4. Компоновка гибких автоматизированных участков
Гибкий автоматизированный участок (ГАУ) представляет собой производственное подразделение цеха, состоящее преимущественно из гибких производственных систем, ячеек, модулей. Очевидно, в гибком автоматизированном участке, в отличие от ГАЛ, может быть предусмотрена возможность изменения последовательности использования технологического оборудования. В связи с этим структурно-компоновочные схемы ГАУ отличаются большим разнообразием в зависимости от расположения основного технологического оборудования, типа и состава подсистем автоматического складирования, транспортирования, инструментообеспечения, управления и т.п.
Отличительные особенности ГАУ:
è изготовление продукции по схеме "склад – станок - склад",
è преимущественное использование взаимозаменяющих станков,
è спутниковый характер транспортирования заготовок (при изготовлении корпусных деталей),
è наличие развитых АТСС, АСИО, САК и других автоматизированных подсистем.
Наибольшее распространение в машиностроении получили типовые ГАУ для обработки деталей - тел вращения и корпусов.
Типовые участки для обработки деталей - тел вращения (АСВ) включают токарные и многоцелевые (сверлильно-фрезерно-расточные) станки с ЧПУ. При необходимости участки оснащаются шлифовальными, зубообрабатывающими и другими станками. Применением станков одного технологического назначения и модели достигается технологическая взаимозаменяемость станков, общность крепежной и инструментальной оснастки, упрощается обслуживание и ремонт оборудования, обеспечивается более полная его загрузка. Участки АСВ применяются в мелкосерийном производстве с редкой повторяемостью одних и тех же деталей (в этих условиях загрузка заготовок и снятие готовых деталей со станков могут производиться оператором вручную) и в среднесерийном производстве деталей крупными партиями, когда целесообразно автоматизировать загрузку - разгрузку станков посредством промышленных роботов.
Типовые участки АСВ строятся по функциональному или модульному принципу. Примером типовой компоновки может служить участок АСВ – 26, состоящий из многоцелевых сверлильно-фрезерно-расточных станков, токарных патронных полуавтоматов, промышленных роботов, автоматизированной транспортной системы. Станки расположены попарно и перпендикулярно к конвейеру, что позволяет одному манипулятору обслуживать 4 станка. В зависимости от модулей и числа станков длина участка при различном исполнении может составлять от 35 до 60 м при общей ширине 14 м.
По линейной схеме с подвесным ПР выполнены автоматизированные участки механической обработки типа АСВР.
ГАУ для обработки корпусных деталей создаются как на базе однотипных взаимозаменяемых многоцелевых станков с ЧПУ, так и из функционально дополняющих друг друга станков с ЧПУ (фрезерных, расточных и т.п.). В первом варианте существенно повышается гибкость производства, однако увеличивается на 20 % и более стоимость участка. На ГАУ выполняются черновые и чистовые переходы фрезерования, растачивания, сверления, резьбонарезания и др., как правило, с трех - четырех сторон без переустановки заготовок. Подготовку технологических баз и выполнение операций, нерентабельных на станках с ЧПУ, производят вне участков; в отдельных случаях в состав участка возможно введение дополнительного оборудования для отделочных операций. В состав типовых участков для обработки корпусных деталей (АСК) могут быть включены координатно-разметочная машина для измерения и разметки заготовок, а также координатно-измерительная машина для автоматического контроля обработанных деталей.
В ГАУ для обработки корпусных деталей обычно применяют спутниковый способ транспортирования заготовок, что упрощает автоматизацию смены заготовок на рабочих позициях.
Одним из первых в мире стал грандиозный проект ГАЗ для производства деталей металлорежущих станков, разработанный в Японии фирмой Mazak.
В дневную смену ГАЗ обслуживало всего пять человек. В ночную смену обслуживание персоналом не предусматривалось. Завод 24 ч в сутки изготовляет из деталей, произведенных на заводе и получых по кооперации, многоцелевые горизонтальные и вертикальные токарные станки с ЧПУ и другое станочное оборудование.
Рекомендация для Вас - НАБОКОВ Владимир Владимирович.
Этот завод создавался путем последовательной автоматизации производства более 20 лет. Были внедрены: робокарная транспортная система для подачи заготовок и вывоза обработанных деталей в многоэтажные склады, станки с ЧПУ, затем отдельные ГПМ и, наконец, ГПС.
В результате проведенной работы сейчас все детали (за исключением деталей шпиндельного узла, которые поступают по кооперации) обрабатываются только на ГПС и отдельных модулях, связанных транспортными и информационными сетями. Персонал завода в 1999 г. составлял 35 человек при выпуске 300 станков в месяц.
Отдельные ГПС, входящие в ГАЗ, специализированы на обработке определенных деталей, номенклатура которых в условиях данного предприятия составляет более 100 наименований.
По мере роста программы выпуска в ГАЗ дополнительно встраивалось технологическое оборудование. В ГПС входят две автоматизированные транспортные системы: система подачи заготовок и отвода обработанных деталей и система подачи и смены режущего инструмента. В отдельных случаях используется ГПМ. Все оборудование обеспечивает высокоскоростную обработку.
Для накопления деталей служат многоярусные высотные автоматические склады. Некоторое оборудование оснащено также пристаночными накопителями. Внутризаводские перемещения различных грузов осуществляются развитой робокарной системой.




















