Автоматизированные системы управления (АСУ)
Лекция 7
Автоматизированные системы управления (АСУ)
Cтруктура и уровни АСУ
В ГАП происходит не только непосредственное управление всеми подсистемами от ЭВМ, но и использование обратных связей. Все виды оборудования с помощью датчиков обратных связей подают на ЭВМ сигналы о фактическом протекании технологического процесса и работе всей системы в целом. На основании этих сигналов ЭВМ непрерывно воздействует на работу оборудования с целью поддержания оптимального режима работы системы как в техническом, так и в организационном плане.
Основные функции ЭВМ в развитых гибких производствах:
1. Оперативное планирование загрузки оборудования с целью обеспечения максимальной эффективности системы - позволяет выбирать оптимальные варианты маршрутов обработки, последовательности запуска партий заготовок различных наименований, распределения их между станками.
2. Проектирование технологических процессов и управляющих программ - дает возможность в короткие сроки подготовить выпуск деталей других наименований, а также скорректировать технологический процесс для изменяющихся условий.
3. Управление работой всего оборудования и систем (станков, ПР, АТСС, АСИО и т.п.) - приводит к значительному повышению надежности работы всей системы.
4. Диагностирование оборудования и управление ремонтной службой - позволяет обеспечить строгое соблюдение графика плановых осмотров и ремонтов; оперативно обнаружить неисправности оборудования; непрерывно сигнализировать о состоянии оборудования с целью предупреждения возможных поломок.
Рекомендуемые материалы
В управлении гибким производством функции ЭВМ настолько сложны и разнообразны, что часто применяют не одну, а несколько ЭВМ. Кроме того, современное оборудование с ЧПУ имеет свои УЧПУ, часто со встроенными микропроцессорами. Таким образом, распределенная система управления, как правило, имеет многоуровневую структуру.
I. Верхний уровень с наиболее мощной ЭВМ - это уровень управления всей системой; выполняет следующие задачи:
n хранение, модификация и выдача управляющих программ на каждую деталь на все станки;
n оптимизация, планирование работы ГПС, обеспечение равномерности загрузки и высокого коэффициента использования оборудования;
n планирование обслуживания и содержания оборудования;
n автоматическое слежение за работой оборудования, диагностика отказов, простоев, брака;
n текущее накопление необходимой для управления информацией и передачи статистических данных о работе оборудования, состоянии производственного процесса и установленных показателей производства системе управления завода;
n связь с обслуживающим персоналом, с центральным складом оснастки.
II. Средний уровень с ЭВМ небольшой мощности - это управление функциональными подсистемами; выполняет задачи:
n управление материальными потоками и их связь с транспортно-складской системой;
n обеспечение потребного наличия инструмента, распределение его по отдельным модулям, связь с системой инструментального обеспечения;
n слежение за местонахождением каждой детали (заготовки) в системе.
III. Нижний уровень, на котором используются командоаппараты, микропроцессоры, УЧПУ, микроЭВМ - это уровень управления всеми исполнительными модулями ГПС; выполняет следующие функции:
n автономное управление станочными модулями и различными автоматизированными устройствами основных и вспомогательных процессов;
n доставка инструмента и заготовок к станкам;
n подача оснастки со склада на пункт сборки приспособлений и установка заготовок в приспособлении;
n адаптивный контроль размеров обработки;
n слежение за состоянием режущего инструмента и подача команды на его замену;
n окончательный контроль обработанных размеров;
n распознавание сигналов диагностики и другой информации, поступающей от датчиков на станках.
Таким образом, нижний уровень состоит из индивидуальных систем, каждая из которых управляет только своим станком или устройством; управление на среднем уровне связано с синхронизацией и обеспечением работы нескольких систем нижнего уровня; а верхний уровень обеспечивает увязку управления всеми уровнями своей ГПС и обеспечивает информационную связь с другими ГПС, АСУ и главной ЭВМ завода.
Программное управление оборудованием
Программное обеспечение является главным ключом гибкости, без которого ГПС не будет системой вообще.
Впервые числовое программное управление (NC - numerical control) было реализовано на базе электронных ламп и реле и ознаменовало первое поколение систем управления. Развитие электронной техники и интегральных схем позволило создать системы ЧПУ второго (на транзисторах) и третьего (на интегральных схемах) поколений. Три первых поколения имеют общую особенность - они реализуют жестко согласованные между собой функции. Поэтому подобные системы имеют недостатки, в частности, повышение расходов на коммутацию с ростом сложности системы, невозможность оперативного изменения алгоритмов управления.
Общепринятым обозначением системы ЧПУ четвертого поколения на базе микропроцессорной техники является CNC - computer numerical control. В зависимости от назначения их можно разделить на:
n системы, в которых управляющие алгоритмы заданы заранее;
n системы, в которых возможно программирование управляющих алгоритмов по желанию пользователя.
В системе ЧПУ 4-го поколения имеется минимум одна ЭВМ. Центральным узлом обработки данных является микропроцессор, который соединяется через блоки ввода-вывода с объектом управления и другими функциональными блоками. Диалог с оператором ведется через внешние устройства (пульт управления).
Одной из характерных особенностей системы CNC является простота перепрограммирования на разные технологические задачи, возможность использования одной и той же системы управления для различного оборудования (например, для станков и ПР).
Другой характерной особенностью является использование проблемно-ориентированных языков в сочетании с системами автоматизации программирования, что позволяет реализовать принцип «программирования в цехе» и существенно сократить время разработки программ.
Значительное усложнение и увеличение функций управления привело к использованию в УЧПУ 2-х ЭВМ.
Первую ЭВМ используют для решения организационных и информационных задач, в которых фактор времени не является критическим:
n учет имеющихся инструментов и заготовок;
n определение порядка выполнения работ и планирование процесса;
n статистические данные о процессе, работе станка;
n связь с предварительной настройкой вне станка;
n связь с различными периферийными устройствами и центральной ЭВМ.
Вторую ЭВМ используют для управления процессами, фактор времени в которых является критическим:
n выполнение команд на перемещение узлов станка;
n передача и прием данных управления транспортными и загрузочными устройствами;
n управление подачей инструмента и заготовок;
n диагностика оборудования и пр.
Дальнейшая интеграция производства привела к появлению систем типа DNC - direct numerical control, систем группового управления от центральной ЭВМ, которая обеспечивает хранение одной или нескольких управляющих программ и их распределение по запросам от станков и другого оборудования.
Различают 3 вида DNC - систем:
1) DNC - системы с индивидуальным управлением. В них один или несколько комплексов оборудования работают от ЭВМ независимо.
2) DNC - системы последовательного типа или DNC - линии. В соответствии с технологической последовательностью операций ЭВМ управляет станками и остальным оборудованием. Такой тип DNC обеспечивает высокую производительность, однако поломка даже одного станка является причиной остановки всей линии. Последовательный порядок операций ограничивает гибкость системы.
3) DNC - системы гибкого типа. В функции ЭВМ входит контроль в режиме реального времени как материального, так и информационного потоков.
В АСУ ГПС легко сочетаются системы ЧПУ типов DNC и CNC; при этом центральная ЭВМ системы DNC хранит в своей памяти все управляющие программы на все одновременно обрабатываемые детали, которые в надлежащее время передаются в системы CNC станков.
Ввод управляющих программ на новые детали в центральную ЭВМ ГПС производится в процессе работы по мере завершения их конструкторско-технологического проектирования с использованием САПР-АСТПП. Оператор может в диалоговом режиме, используя CNC, корректировать управляющую программу на основе данных обработки первой детали и вводить необходимую коррекцию в память ЭВМ для учета ее при обработке последующих деталей.
Оперативное планирование ГПС
В зависимости от принятой периодичности планирование подразделяют на: календарное - долгосрочное и среднесрочное и оперативное - краткосрочное.
К долгосрочному относится планирование на пятилетку и на год, к среднесрочному - на квартал и на месяц, к краткосрочному - на декаду, неделю, сутки и смену.
При годовом планировании определяют месяцы запуска в производство и выпуска готовых изделий, а также наиболее трудоемких узлов; при месячном - декады, а иногда и ориентировочные даты запуска-выпуска деталей; при сменно-суточном планировании - состав и последовательность выполнения отдельных деталеустановок.
Оперативное планирование представляет собой процесс программирования деятельности всех элементов технологического подразделения в пределах заданного относительно короткого интервала времени – планового периода.
В ГПС оперативный плановый период, как правило, не превышает месяца. На этот период технологическому подразделению системой планирования более высокого уровня устанавливается план выпуска продукции по объему и номенклатуре. Результатом решения задачи планирования является временное и пространственное упорядочение комплекса запланированных работ.
Временное упорядочение выражается в определении сроков начала и окончания работ, а пространственное - в назначении работ на определенное технологическое оборудование.
Результаты процесса планирования оформляются в виде задания исполнителям основных и вспомогательных работ (исполнители - как автоматическое оборудование, так и работники). В автоматизированном варианте задание представляет собой комплекс программ, передаваемых в локальные системы управления либо непосредственно, либо на программоносителях (перфолента, магнитный диск и др.). В неавтоматизированном варианте задание исполнителю оформляется документально либо выдается на пульт дисплея, установленного на рабочем месте.
Оперативное планирование включает следующее:
• определение оптимальной производственной программы на смену, сутки, неделю, месяц, год;
• определение вариантов наиболее полного использования оборудования для своевременного выполнения задания программы;
• определение общего количества часов обработки номенклатуры деталей к заданному сроку, часов работы оборудования и распределение обработки деталей по рабочим дням;
• определение даты запуска каждой детали в производство;
• сбор оперативной статистической информации о выполнении плановых заданий, сравнение фактического выполнения с запланированным с целью лучшей стратегии плана;
• связь управляющей ЭВМ ГПС с центральной управляющей ЭВМ.
Первичной целью графика производства является достижение более плотного использования запланированного периода времени и поиск резервов, необходимых для выполнения внеочередных дополнительных заданий. Исходя из станкоемкости каждой детали и максимальной загрузки оборудования, выбираются лучшее распределение и очередность обработки.
Вторичная цель графика - контроль незавершенного производства, поддержание минимальной очереди деталей на каждом станке. Дело в том, что в течение дня могут возникнуть ситуации, когда необходимо срочно обработать дополнительные детали. (Например, при появлении неисправимого брака необходимо вызвать и обработать новую заготовку в тот же день). Если в текущем графике нет резервов, то срочные задания задерживают выпуск запланированных деталей. Такая ситуация должна автоматически учитываться графиком следующего дня и перераспределением приоритетности обработки различных деталей.
Управление приоритетами (очередностью обработки заготовок) имеет целью распределение обработки заготовок по станкам с обеспечением их максимальной загрузки; при обработке детали на нескольких станках определяется порядок обработки с расчетом различных вариантов. Очередность обработки устанавливается кодами с использованием определенных правил.
Например,
• первый приоритет дается деталям, обработка которых была прервана из-за поломки инструмента и они возвращаются на доработку после проверки размеров и состояния (возможность исправления брака);
• второй - деталям, которые были посланы на дополнительную проверку размеров;
• третий - деталям, находящимся в ожидании с целью технологической паузы (охлаждение, термообработка и т.п.);
• четвертый - деталям, обработка которых требуется вне очереди;
• пятый - деталям, подаваемым в порядке запланированной очереди;
• шестой - подача деталей в накопители станочных модулей для обеспечения «безлюдной» работы в третью (ночную) смену.
Содержанием работы по составлению графика производства является оптимизация выполнения суточного задания:
• определение порядка выполнения суточного задания по сменам, часам, минутам;
• увязывание в единый график работы всего оборудования ГПС;
• корректировка графика с учетом нестандартных ситуаций;
• имитационное моделирование различных ситуаций и выбор наиболее оптимального варианта;
• определение времени установки заготовок для обработки в соответствии с графиком запуска деталей.
Методы выбора оптимальной последовательности выполнения заданного набора работ на имеющемся оборудовании можно исследовать при помощи теории расписаний.
В зависимости от поставленных целей к краткосрочному плану могут предъявляться требования:
• соблюдения директивно назначенных сроков изготовления деталей;
• изготовления заданного набора деталей за минимальное время;
• обеспечения комплектного выпуска деталей; улучшения структуры штучно-калькуляционного времени и т.п.
Для формализации задач планирования необходимо выразить качество плана в виде некоторой функции f, зависящей от последовательности (расписания) выполнения работ А = i1,…in, где i - условный номер работы. Функция f называется целевой, а задача оптимального планирования состоит в нахождении расписания А = i1,…in, при котором:
f(i1,…in) = min f(i1,…in) или
f(i1,…in) = max f(i1,…in) (1)
Соотношения типа (1) называют критериями оптимальности. Например, если требуется изготовить заданный набор деталей за минимальное время, то целевой функцией будет срок окончания обработки последней по расписанию детали. Этот срок должен быть минимальным.
Обоснование выбора того или иного критерия является ответственной задачей. Трудность состоит в том, что различные критерии оптимальности часто оказываются противоречивыми, т.е. оптимизация расписания по одному критерию приводит к ухудшению его качества по другому критерию. Так, соблюдение заданных сроков изготовления деталей может привести к ощутимому ухудшению использования оборудования за счет возникновения дополнительных простоев станков из-за неритмичного поступления работ с предшествующих станков.
Проиллюстрируем основные методы теории расписаний на примере одной из наиболее простых задач для двух станков. Пусть имеется комплект из трех различных деталей, каждая из которых последовательно обрабатывается на станках 1 и 2. В таблице указаны времена обработки деталей (мин.):
| Номер детали | 1 | 2 | 3 |
| Станок 1 | 15 | 25 | 10 |
| Станок 2 | 10 | 20 | 20 |
Требуется составить расписание обработки, минимизирующее общее время изготовления всего комплекта (группы).
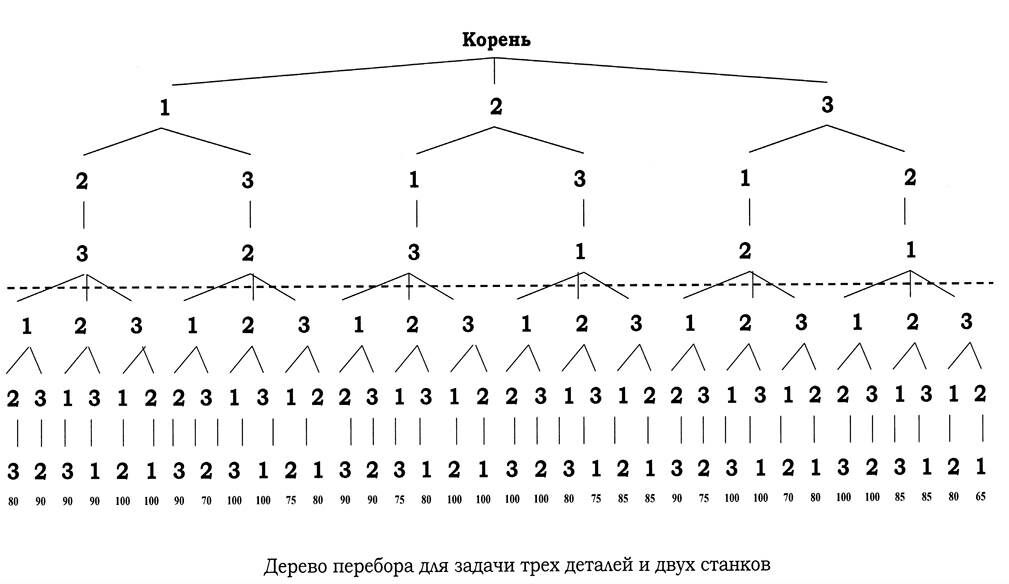
Самым простым является метод выбора расписания путем полного перебора вариантов. Для рассмотренного примера число вариантов равно (3!)2 = 36. Эти варианты показаны на рисунке в виде дерева перебора (часть дерева над пунктирной линией соответствует обработке на первом станке, а под пунктирной линией - обработке на втором станке). Под последним элементом каждого расписания указано значение целевой функции. Возможные варианты расписаний удобно геометрически интерпретировать с помощью диаграмм Ганта. На этих диаграммах каждому станку отводится одна из параллельных прямых, где в некотором масштабе откладываются отрезки, длина которых равна трудоемкости выполняемых работ.
Так, для расписания № 1:

 1 2 3
1 2 3
 |  | ||||
 | |||||
1 2 3
 |
 80
80
Для расписания № 5:
1 2 3
 | |||
 |
3 1 2



 100
100
В самом общем случае число вариантов равно (n!)2. С увеличением величины n - количества деталей число вариантов расписания растет очень быстро. Например, при n = 5 оно равно 14 400, а при n = 10 уже превышает 13 триллионов. Следовательно, в многономенклатурном мелкосерийном производстве полный перебор вариантов может потребовать многих лет работы самых современных ЭВМ, поэтому практически методом полного перебора пользоваться невозможно.
Таким образом, для сокращения числа анализируемых вариантов необходимо осуществить их целенаправленный отбор.
Поясним сказанное примером.
Найдем нижнюю границу оптимального решения. Суммарная трудоемкость выполнения всех работ на втором станке равна 50 мин., причем этот станок может начать работу не ранее, чем через 10 мин. после первого (если обработка начнется с третьей детали). Следовательно, максимальное время окончания обработки деталей будет не менее 60 мин. Поэтому, если при просмотре дерева перебора будет найдено расписание обработки всего комплекта за 60 мин., то поиск решения можно закончить, т.к. оно будет оптимальным.
Предположим теперь, что были просмотрены все расписания класса (1, k, l; s, v, w) и найдено лучшее (1, 3, 2; 1, 3, 2), обеспечивающее изготовление комплекта деталей за 70 мин. (расписание №8). Приступая к анализу расписаний класса (2, k, l; s, v, w), заметим, что они не могут дать значения целевой функции меньше 75 мин., т.к. второй станок в этом случае начинает работу только через 25 мин. после первого. Следовательно, расписания класса (2, k, l; s, v, w) рассматривать бесперспективно, и ветвь перебора, идущая из корня в вершину 2, может быть отсечена.
Анализ дерева перебора показывает, что расписание (j, k, l; j, k, l) с одинаковыми последовательностями обработки деталей на обоих станках всегда не хуже любых расписаний (j, k, l; s, v, w), в которых последовательности обработки различны. Строго доказывается, что это свойство расписания справедливо для любого числа деталей n. Это позволяет сократить перебор с (n!)2 до n! вариантов. Однако при большом n число оставшихся вариантов также слишком велико, поэтому необходимо искать более оптимальное решение. С одной стороны, в начало расписания желательно включить детали с минимальным временем обработки на первом станке, для того, чтобы максимально быстро загрузить второй станок. С другой стороны, для сокращения простоев второго станка целесообразно, в первую очередь, загружать его деталями с максимальным временем обработки. Оба указанных требования можно объединить в виде следующего алгоритма.
Шаг 1. Разбить комплект деталей на две группы: в первую группу поместить детали, для которых рi ≤ qi, а во вторую группу - детали, для которых рi > qi (рi - время обработки детали на первом станке; qi - время обработки детали на втором станке).
(1-я гр. - деталь №3; 2-я гр. - детали №1,2).
Шаг 2. Включить в расписание детали первой группы, предварительно упорядочив их по возрастанию рi.
(Деталь №3).
Шаг 3. Включить в расписание детали второй группы, предварительно упорядочив их по убыванию qi.
(Детали №2 и 1).
При этом, как было показано раньше, на втором станке должна быть сохранена та лее последовательность обработки, что и на первом станке.
Вам также может быть полезна лекция "Pentium MMX".
(3, 2, 1; 3, 2, 1).
Алгоритмы построения расписаний без проведения полного или частичного перебора называются решающими правилами.
Для практических целей чаще всего используются так называемые эвристические алгоритмы, которые подбираются и уточняются по опыту эксплуатации производственной системы. Эвристические решающие правила не претендуют на нахождение оптимального решения. Более того, в большинстве случаев не удается даже точно определить, насколько полученное решение отклонилось от оптимального.
Составление расписания при использовании решающих правил ведется в режиме имитации работы производственной системы.
Может оказаться, что нельзя ограничиться только одним решающим правилом, т.к. в зависимости от производственной обстановки правила могут меняться. Поэтому в большинстве случаев планирование должно вестись в интерактивном режиме, т.е. в режиме диалога диспетчера ГПС и АСУ.