
Средства технологического оснащения гибких производственных систем
Лекция 3
Средства технологического оснащения гибких производственных систем
Выбор основного технологического оборудования
Основное технологическое оборудование в составе ГПС должно удовлетворять ряду требований:
а) изготовление в автоматическом режиме широкой номенклатуры изделий при максимальной концентрации операций (переходов);
б) возможность быстрой переналадки при смене объектов производства;
в) широкие технологические возможности, способствующие реализации принципа комплексности (завершенности) производственного цикла;
г) высокий уровень автоматизации основных и вспомогательных функций (контроль и коррекция режимов технологического процесса, контроль геометрических размеров обработанных деталей и соответствующая коррекция, контроль за состоянием инструмента и замена изношенного инструмента, сбор и удаление отходов и др.);
д) компоновочная и программная стыковка с различными подсистемами ГАП, осуществление связи с верхним уровнем управления по передаче управляющих воздействий и учетной информации;
Рекомендуемые материалы
е) обеспечение необходимой производительности и повышенных требований по качеству изделий;
ж) высокая экономичность, эксплуатационная и технологическая надежность.
Так, при механической обработке наиболее полно отмеченным требованиям удовлетворяют многоцелевые станки с устройствами программного управления класса CNC (computer numerical control).
Многоцелевые станки (станки типа обрабатывающий центр)
Многоцелевые станки (станки типа обрабатывающий центр) оснащены устройством автоматической смены инструментов и предназначены для выполнения большого числа различных технологических переходов без переустановки обрабатываемых заготовок. По назначению их делят на две группы: для обработки корпусных и плоских заготовок и для обработки заготовок типа тел вращения. Характерными особенностями многоцелевых станков являются: широкое разнообразие выполняемых на них технологических переходов (точение, растачивание, фрезерование, сверление, зенкерование, резьбонарезание и др.), оснащенность большим числом режущих инструментов, высокая точность обработки (до 7-8 квалитетов), возможность оснащения устройствами для автоматической смены заготовок.
Многоцелевые станки для обработки корпусных деталей имеют различные компоновки с одним или несколькими шпинделями, точными поворотными столами, многопозиционными магазинами, содержащими до 30...100 различных режущих инструментов. Повышение емкости магазинов объясняется стремлением увеличить число режущих инструментов для возможности обработки различных деталей, иметь необходимое число дублеров для наиболее часто используемых и подверженных быстрому износу или поломке инструментов. Однако в перспективе следует ожидать постепенного сокращения числа инструментов в магазине ОЦ, входящего в ГПС. Это будет достигаться как разработкой новых конструкций прогрессивного инструмента, позволяющих сократить их номенклатуру, так и организацией автоматизированной системы доставки инструментов из центрального склада.
Одним из основных направлений реализации идеи «безлюдной» технологии является введение в станки с ЧПУ многошпиндельной обработки, что позволяет повысить производительность процесса изготовления деталей. Недостатком способа следует считать увеличение сил, действующих на элементы станка, что требует повышения жесткости его конструкции и, следовательно, металлоемкости и габаритов. Учитывая данное обстоятельство, многошпиндельная обработка обычно ограничивается 2-4 шпинделями при легких и средних режимах работы.
Для ведения многошпиндельной обработки многоцелевые станки с ЧПУ оснащаются магазинами сменных многошпиндельных головок и коробок. Так как все инструменты многошпиндельной коробки перемещаются по одной программе, станок имеет узкоспециализированные возможности, большой объем неавтоматизированных переналадочных работ, и поэтому его целесообразно использовать при обработке заготовок средних и крупных партий.
Станки с магазином многошпиндельных коробок расширяют возможности высокопроизводительной комплексной обработки. Вместе с тем сами коробки - дорогостоящие устройства. Они рассчитаны на стабильную конструкцию изготовляемой детали, ограничивают возможности изменения технологии обработки и целесообразны в условиях крупносерийного производства.
Оборудование для деталей типа тел вращения
Определяющим видом оборудования по изготовлению деталей типа тел вращения являются токарные станки различных компоновок. Назовем разновидности токарных станков с ЧПУ, используемые в ГПС, и отметим некоторые сферы их применения:
| Наименование станка | Отличительные особенности | Область рационального применения |
| 1. Токарно- винторезные | Наличие задней бабки | Обработка деталей типа валы |
| 2. Токарно- револьверные | Отсутствие задней бабки, наличие револьверной головки с относительно большой (до 20 инструментов) емкостью | Обработка деталей типа небольших дисков, втулок и т.п. (диаметром до 200 мм) как из штучных заготовок, так и из пруткового материала |
| 3.Токарно-карусельные | Вертикальная компоновка, наличие одной или нескольких стоек с револьверными головками (суппортами) | Обработка крупных и тяжелых штучных заготовок типа дисков, фланцев и т.п. (диаметром более 200 мм) |
| 4. Двухшпин-дельные полу-автоматы с па-раллельными шпинделями | Наличие двух параллельных шпинделей с приданными каждому шпинделю револьверными головками | Обработка деталей типа дисков, втулок по одной из трех схем: а) одновременная обработка двух одинаковых заготовок по одной и той же управляющей программе; б) обработка двух заготовок одного и того же наименования с двух установов; в) одновременная обработка двух различных заготовок по разным управляющим программам |
| 5. Двухшпин-дельные полу-автоматы с со-осными шпин-делями | Наличие двух соосных шпинделей и общей револьверной головки | Обработка в одном цикле технологической операции заготовки с двух сторон при автоматическом переустанове (смене баз) |
| 6. Токарные многоцелевые станки типа обрабатываю-щий центр (ТОЦ) | Наличие дополнительной управляющей координаты С (управляемого поворота шпинделя), а также револьверной головки с позициями для установки вращающегося инструмента | Полная обработка заготовки с одного установа (с выполнением токарных, сверлильных, фрезерных и тому подобных переходов) |
| 7. Токарный роботизированный модуль | Наличие встроенного промышленного робота для выполнения вспомогательных операций (установка и снятие заготовки, смена инструмента и т.п.) | Использование в качестве гибких производственных модулей в ГПС |
В состав оборудования ГПС для изготовления деталей - тел вращения могут входить фрезерные, шлифовальные и другие станки. Они, естественно, должны иметь компоновку и структуру, вписывающиеся в общую технологическую структуру. Целесообразность использования дополнительных станков независимо от типа изготовляемых деталей и с учетом того, что при вводе таких станков в ГАП их требуется полностью автоматизировать, определяется не только необходимостью выполнения тех или иных операций, но и их загрузкой. При незначительной загрузке станков их следует располагать вне ГПС, в других производственных подразделениях.
Формирование структуры основного технологического оборудования
гибких производственных систем
После разработки технологических процессов изготовления изделий осуществляется этап формирования структуры и состава основного технологического оборудования ГПС. Этот этап является очень важным. С одной стороны он определяет возможность реализации технологических процессов, с другой - намечает пути выбора других подсистем.
В качестве примера рассмотрим процесс формирования структуры основного технологического оборудования с учетом производительности системы.
При разработке технологии изготовления каждой детали стремятся сконцентрировать наибольшее количество переходов на одном станке. В результате полную обработку детали позволяют обеспечить один или несколько станков. Например, для обработки корпусных деталей, как правило, достаточно одного-двух многоцелевых станков типа обрабатывающий центр. В процессе обработки может возникать необходимость переустановки заготовки. Условимся каждую новую установку детали считать как новую деталь и называть деталь-установкой. Таким образом, после разработки технологии и выбора оборудования определяется совокупность деталь-установок, закрепленных за каждым станком (см. таблицу).
Каждая совокупность деталь-установок характеризуется параметрами:
mj - число деталь-установок;
Tцj - длительность цикла обработки;
nj - размер партии;
Tперj - длительность переналадки.
Необходимое число станков для обработки некоторой совокупности деталь-установок определяется продолжительностью обработки данной партии заготовок и фондом рабочего времени оборудования. Если один станок не обеспечивает требуемой производительности, число станков увеличивают. При этом возможны следующие варианты:
1. ВЗАИМОЗАМЕНЯЮЩИЕ СТАНКИ - когда каждый вводимый в систему станок может обрабатывать всю совокупности деталь-установок по любой операции технологического процесса.
2. ВЗАИМОДОПОЛНЯЮЩИЕ СТАНКИ - когда каждый вводимый в систему станок может обрабатывать всю совокупности деталь-установок по части технологического процесса.
3. НЕЗАВИСИМЫЕ СТАНКИ - когда каждый вводимый в систему станок может обрабатывать часть совокупности деталь-установок по любой операции технологического процесса.
4. Комбинация предыдущих вариантов.
Проведем сравнение вариантов по времени обработки партии заготовок
j -того наименования:
 ,
,
где  - основное время обработки;
- основное время обработки;
 - время загрузки - разгрузки заготовок;
- время загрузки - разгрузки заготовок;
 -время смены инструмента;
-время смены инструмента;
 -время позиционирования инструмента относительно обрабатываемых поверхностей детали;
-время позиционирования инструмента относительно обрабатываемых поверхностей детали;
 - число инструментов;
- число инструментов;
 - число обрабатываемых поверхностей.
- число обрабатываемых поверхностей.
Введение в систему дополнительных станков S ведет к сокращению времени обработки до:
а) для взаимозаменяющих станков
 ,
,
б) для взаимодополняющих станков
 ,
,
в) для независимых станков
 .
.
ТР1 < ТР3 < ТР2
Из сравнения формул можно заключить, что первый и третий варианты имеют некоторое преимущество перед вторым вариантом.
Произведем анализ времени простоя станков, вызванных тремя основными причинами.
1. Простои, вызванные переналадкой станков (фактор технологической гибкости):
а) при первом варианте (взаимозаменяющие станки)
 ,
,
б) при втором варианте (взаимодополняющие станки)
 ,
,
в) при третьем варианте (независимые станки)
 .
.
Тпер2 < Тпер3 < Тпер1
В данном случае второй и третий варианты имеют преимущество перед первым из-за меньшей продолжительности простоя.
2. Сравним простои, вызванные отказами оборудования (фактор структурной гибкости).
В системе, состоящей из взаимодополняющих или независимых станков, остановка одного станка приводит к остановке всей системы. Даже при наличии накопительных устройств продолжительность работы системы возрастает незначительно. В противоположность этому взаимозаменяющее оборудование может передавать функции отказавшего станка другому, что позволяет системе работать без остановки.
Тпр1 < Тпр3 < Тпр2
Следовательно, первый вариант является наиболее целесообразным.
3. Наконец, разберем простои оборудования, вызванные организационными причинами (факторы организационной гибкости). С точки зрения загрузки оборудования наименьшие простои, очевидно, будут иметь взаимозаменяющие станки, которые при прочих равных условиях дают равномерную и полную загрузку всех станков в системе. Напротив, при наличии взаимодополняющих станков может оказаться, что в определенный момент времени часть станков будет недогружена, так как время работы на каждом последовательно работающем станке синхронизировать невозможно. Иная картина наблюдается при определении длительности цикла изготовления изделий. Наиболее короткий цикл обеспечивают именно взаимодополняющие станки, как обеспечивающие наиболее короткий путь движения изделий. При этом в системе из взаимозаменяющих станков цикл изготовления изделия отличается большей длительностью из-за более протяженного по времени варианта прохождения деталей по станкам.
Таким образом, в смысле организационной гибкости все варианты имеют примерно одинаковые возможности.
Проведенный анализ показывает, что ни один из вариантов не имеет явных преимуществ перед другими. Таким образом, принятие решения о формировании системы станков на основе введения взаимозаменяющих, взаимодополняющих или независимых станков не может быть выполнено однозначно. Для полного выполнения этапа формирования структуры основного технологического оборудования, очевидно, необходимо установить приоритеты факторов, влияющих на величины простоев.
Определение состава оборудования ГПС
Эффективность использования оборудования ГПС определяется его загрузкой и рациональным использованием заложенных в оборудовании технологических возможностей. В свою очередь, эффективное использование технологических возможностей станков будет получено при соответствии конструктивно-технологических параметров обрабатываемых деталей техническим характеристикам станков. В этом случае наиболее рационально будут использованы мощность главного привода, жесткость, точность и другие показатели станков. Поэтому при подборе оборудования производится классификация деталей не только по конструктивно-технологическим признакам, но и по размерным характеристикам с тем, чтобы каждой группе деталей соответствовала определенная модель станка.
Например, для токарной обработки втулки диаметром 140 мм и длиной 75 мм можно выбрать токарно-револьверный полуавтомат модели 160HT Стерлитамакского станкостроительного завода с наибольшими размерами точения в патроне: диаметр – 200 мм, длина – 120 мм. Для токарной обработки вала с габаритными размерами: диаметр – 80 мм, длина – 400 мм целесообразно принять токарный патронно-центровой полуавтомат модели 16Б16Т1 (SAMAT 135 NC) Самарского станкозавода с наибольшим диаметром обрабатываемой заготовки над суппортом 125 мм и наибольшей длиной заготовки 600 мм или аналогичный станок модели МК 7601 завода «Красный Пролетарий» с соответствующими размерами 125 мм и 450 мм.
Для многопереходной обработки с нескольких сторон сложной корпусной детали с габаритными размерами 450´320´180 мм можно принять многоцелевой сверлильно-фрезерно-расточной станок 500Н Стерлитамакского станкостроительного завода с размерами рабочей поверхности стола Æ500 мм и магазином на 32 инструментов. Обработку несложной корпусной детали тех же габаритных размеров с одной стороны и при малом количестве технологических переходов более экономично вести на вертикально-фрезерном станке модели ВМ 133-40 Воткинского машиностроительного завода с размерами рабочей поверхности стола 350´700 мм и 16 гнездами для инструментальных оправок.
Оборудование, входящее в состав ГПС, по возможности должно быть однотипным, что упрощает его эксплуатацию. Использование однотипного оборудования с равными технологическими возможностями позволяет сохранить работоспособность системы при выходе из строя отдельных станков, а также производить отладку технологических процессов и управляющих программ для вновь вводимых деталей без остановки производства.
Для определения состава оборудования ГПС необходима тщательная проработка технологических процессов обработки деталей. В первую очередь, разрабатывается технологический процесс на деталь-представитель. При этом намечается первоначальная специализация оборудования. Технологические процессы на остальные детали строятся в соответствии с принятым маршрутом и учетом намеченной специализации оборудования. Исходя из разработанных технологических процессов выявляются технические характеристики станков и производится выбор станков соответствующих моделей.
Для определения количества станков рассчитывается время обработки детали на каждом станке (станкоемкость), характеризуемая величиной Тшт-к.
При первом варианте расчета необходимы нормированные технологические процессы обработки всех деталей в ГПС
 ,
,
где Cpi - расчетное количество станков на i-ой технологической операции;
Тшт-кij - станкоемкость выполнения i-той технологической операции при изготовлении j-го наименования изделия, мин;
Nj - годовой объем выпуска изделия j-го наименования;
F - эффективный годовой фонд времени работы оборудования, ч.
Полученное значение округляют до ближайшего большего целого числа Cпi.
При втором варианте расчета необходимы нормированные технологические процессы обработки деталей-представителей:
 ,
,
где  - средний такт выпуска деталей.
- средний такт выпуска деталей.
 , мин.
, мин.
ВЫБОР И ПРОЕКТИРОВАНИЕ КОНСТРУКЦИЙ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
К приспособлениям для станков с ЧПУ предъявляется ряд требований:
1. Полная и точная ориентация заготовок относительно системы координат станка; возможность контроля положения заготовок на этапах наладки и подналадки, в т.ч. автоматической.
2. Полное базирование приспособления на станке, обеспечивающее автоматическую ориентацию относительно нулевой точки станка.
3. Повышенная точность и жесткость приспособлений для обеспечения необходимого качества выполнения чистовых операций или переходов и максимального использования мощности станка при черновой обработке.
4. Возможность быстрой переналадки установочных и зажимных элементов приспособления при переходе на обработку новой партии заготовок.
5. Открытый подход инструментов к различным сторонам заготовки при одном ее установе.
6. Механизация и автоматизация процесса установки и смены заготовок в приспособлениях.
7. Возможность эффективной смены заготовок в приспособлениях вне рабочей зоны станка при совмещении времени на смену заготовки с временем работы станка.
Поскольку изготовление изделий в ГПС преимущественно ведется малыми партиями (вплоть до поштучной обработки), то требуется частая переналадка технологического оснащения. Если для переналадки основного и вспомогательного оборудования ГПС затрачивается незначительное время, исчисляемое зачастую секундами, то для замены или переналадки приспособлений потребуется время до нескольких десятков минут. Переналадке приспособлений вручную противостоит альтернатива использования автоматически переналаживаемых или заменяемых по командам ЭВМ приспособлений.
Автоматизация транспортирования и обработки корпусных деталей, изготовляемых на многоцелевых станках, осуществляется благодаря применению единых спутников. Наличие у спутников одинакового комплекта основных баз обеспечивает точную автоматическую ориентацию закрепленных на них заготовок на различных позициях технологического оборудования. На рабочих поверхностях спутников предусматривают сетку точных пазов или базовых и резьбовых отверстий, что позволяет устанавливать на спутнике разнообразные по форме заготовки, имеющие различные комплекты технологических баз.
На основании спутника имеются пазы и фиксирующие элементы для точного базирования на столе станка и в накопителе, а также для захвата в процессе транспортирования. Для обеспечения автоматической работы станочного модуля в течение 0,5 ... 2,0 смен перед станком устанавливают многоместные накопители спутников. Для передачи спутников на станок из позиций неподвижного накопителя используют различные устройства двухпозиционного типа. Широкое применение в гибких производственных модулях нашли магазины-накопители приспособлений-спутников (палет) различной конструкции: линейные, поворотные карусельные, вертикальные цепные и др. Установка и закрепление заготовок осуществляется на станциях загрузки-разгрузки приспособлений и не влияют на производительность ГПС. При этом в спутниках могут быть установлены как несколько одинаковых, так и различных приспособлений для подачи заготовок на станок минимальными партиями или поштучно.
Однако применение спутников не всегда является оптимальным решением установки заготовок на многоцелевых станках ГПС. Стоимость магазинов-накопителей составляет 20 ... 35 % стоимости многоцелевых станков, а стоимость комплекта палет, необходимых для безлюдной обработки во вторую и третью смены, сопоставима со стоимостью станка. Кроме того, приспособления-спутники имеют следующие недостатки:
· необходимость двух-трех переустановок заготовок в различных приспособлениях-спутниках при обработке заготовок с нескольких сторон;
· необходимость обработки поверхностей технологических баз вне ГПС на универсальных станках;
· преимущественное применение ручных зажимов для закрепления заготовок в приспособлениях-спутниках, что обусловливает значительные затраты времени и необходимость операторов на позициях загрузки-разгрузки заготовок и деталей;
· сравнительно большое количество спутников, необходимость в дополнительной производственной площади для складирования и промежуточного накопления спутников, наличие транспортных устройств повышенной грузоподъемности.
Если обработка осуществляется без спутников, то заготовки устанавливаются в приспособления непосредственно на станках. Значительное сокращение числа приспособлений и численности обслуживающего персонала может быть достигнуто применением бесспутниковых, автоматически переналаживаемых приспособлений. В этом случае заготовка транспортируется без приспособлений-спутников от одного станка к другому, на которых она устанавливается в различных положениях. Переналадка установочных и зажимных элементов приспособлений осуществляется автоматически по заданной программе, в которую вводятся данные о типе и положении заготовки. Автоматически переналаживаемые приспособления в противоположность приспособлениям-спутникам обладают большей универсальностью и скоростью переналадки, которая осуществляется за несколько секунд. Время, затрачиваемое на переналадку приспособлений, может перекрываться временем смены заготовки. Конструкции автоматически переналаживаемых приспособлений для установки различных типов обрабатываемых деталей приведены в справочной литературе.
На токарных станках ГПС наиболее целесообразно применять автоматически переналаживаемые патроны следующих видов:
n с автоматическим регулированием положения кулачков;
n с автоматической переустановкой кулачков на требуемый диаметр заготовки;
n с автоматической последовательной сменой кулачков;
n с автоматической сменой патрона (комплекта кулачков).
Патроны первых двух разновидностей предназначены для черновой обработки заготовок с двух сторон на одном станке. Автоматическая смена патронов обеспечивает высокую точность центрирования до 0,01 мм за счет предварительного растачивания «сырых» кулачков. Однако стоимость таких патронов более высокая, чем стоимость автоматических устройств смены кулачков.
Для оснащения операций механической обработки используются следующие системы станочных приспособлений: УБП (универсально-безналадочные), УНП (универсально-наладочные), СНП (специализированные наладочные), УСП (универсально-сборные), СРП (сборно-разборные), НСП (неразборные специальные). Все перечисленные системы могут использоваться в приспособлениях-спутниках. Приспособления каждой группы имеют различную степень агрегатирования, а также разные конструктивные решения, что обеспечивает их эффективную эксплуатацию в различных производственных условиях. Определение рациональной системы зависит от ряда технологических и организационных факторов: степени конструктивно-технологического подобия обрабатываемых деталей, схем базирования и закрепления, требуемой точности обработки, размеров производственных партий, периодичности запуска, стабильности выпуска продукции и др.
Наибольшее применение в ГПС получила система универсально-сборной переналаживаемой оснастки (УСПО)..
Основой системы УСПО являются детали и сборочные единицы различных конструкций, имеющих конкретное функциональное назначение, из которых методом агрегатирования, минуя стадию проектирования, можно собирать различные конструкции приспособлений.
Комплект содержит следующие элементы:
n базовые ( плиты и угольники, служащие основанием приспособления);
n корпусные (опоры, планки, прокладки);
n направляющие (призмы, пальцы, штыри, втулки);
n зажимные (прихваты, планки, быстросъемные шайбы и другие);
n крепежные (винты, шпильки, гайки и другие);
n средства механизации (гидроцилиндры, гидроблоки, гидроприхваты, соединительная арматура).
В системе принят беззазорные (штифтовой или шариковый) способы базирования элементов. Вследствие отсутствия Т-образных пазов, ослабляющих конструкцию, повышения жесткости за счет ликвидации зазоров и увеличения диаметров крепежных элементов можно в 1,7 раза по сравнению с УСП повысить мощность резания.
Схемы и конструкции установочно-зажимных приспособлений для станков с ЧПУ и ГПС наиболее полно представлены в технической литературе.
При расчете приспособлений определяются требуемые силы закрепления заготовки и соответствующие параметры зажимных механизмов и силового привода (например, диаметр резьбы винта, диаметр гидроцилиндра и др.). В необходимых случаях производится расчет на точность.
ВЫБОР РЕЖУЩЕГО И ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕНТОВ
Режущий и вспомогательный инструменты для станков с ЧПУ соединяются в сборочную единицу - инструментальный комплект, предназначенный для выполнения отдельного технологического перехода.
К режущему инструменту для станков с ЧПУ, номенклатура которого не отличается от номенклатуры инструмента для традиционных станков, предъявляются повышенные требования в отношении точности размеров, геометрической формы, качества затачивания, стабильной стойкости.
Для режущего инструмента, применяемого в ГПС, дополнительно требуется:
- обеспечение предварительной (вне станка) настройки на заданные размеры;
- необходимая точность настройки и жесткость конструкции инструментального комплекта;
- универсальность применения и унификация присоединительных размеров;
- возможность автоматического крепления и смены инструментального комплекта;
- быстрая смена инструмента при переналадках.
В условиях ГПС предпочтение отдается стандартному режущему инструменту. Тем не менее в обоснованных случаях при повышенной серийности производства может применяться специальный режущий инструмент, в том числе комбинированный (сверло - зенкер, многоступенчатый зенкер, многорезцовые расточные оправки).
Тенденции применения режущего инструмента:
• Применение мелко- и особомелкозернистых твердых сплавов;
• Разработка и применение новых видов износостойких покрытий;
• Расширение области применения сверхтвердых материалов;
• Расширение области применения комбинированных и управляемых инструментов;
Рассмотрим более подробно некоторые из перечисленных тенденций, касающиеся инструментальных материалов и износостойких покрытий.
В качестве материалов для изготовления лезвийного режущего инструмента используют: твердые сплавы (вольфрамовые, титановольфрамовые, титанотанталовольфрамовые и безвольфрамовые), керамику (оксидную и оксидно-карбидную), быстрорежущие стали (в основном типа Р6М5), сверхтвердые синтетические материалы (СТМ). Эффективное применение в автоматизированном производстве СТМ (эльбора, гексанита, композита, силинита и др.) обусловлено возможностью реализации оптимальных для сверхтвердых материалов высоких и сверхвысоких скоростей. Резкое увеличение скорости резания обеспечивает повышение производительности процесса, а также точности и качества обработки.
Твердые сплавы на сегодня в большинстве отраслей промышленности являются наиболее употребляемым инструментальным материалом для точения и фрезерования. Изменение требований к инструментальному материалу (появление новых обрабатываемых материалов, требование постоянного роста производительности и т.д.) приводит к непрерывному развитию самих твердых сплавов, причем меняется как структура самого сплава, так и состав покрытий.
В области структуры основной тенденцией является уменьшение зерна твердосплавного порошка. За прошедшие несколько лет размер зерна твердого сплава уменьшился более чем в пять раз.
В результате уменьшения зерна существенно повышаются технологические свойства твердого сплава, в первую очередь твердость и изгибная прочность (вязкость сплава).
Применение режущей керамики идет в направлении расширения областей применения. Традиционно керамика применялась для обработки чугунов и обработки закаленных сталей в благоприятных условиях. Современная керамика позволяет обрабатывать твердые материалы в неблагоприятных условиях (например, при прерывистом резании), существенно повысить эффективность обработки чугуна, и, кроме того, вывести на новый уровень производительности обработку никелевых сплавов в авиационной промышленности.
Повышение эксплуатационных свойств и значительная экономия материалов обеспечиваются широким использованием инструмента со сменными многогранными пластинами (СМП). К СМП предъявляются высокие требования по точности и стабильности размеров. Кроме того, пластины должны обладать высокими прочностью, износостойкостью, жесткостью закрепления в державочной части. При обработке вязких материалов инструменты с СМП должны гарантировать стабильное дробление или завивание стружки и ее отвод.
В целях повышения стойкости инструментов, изготовляемых из твердых сплавов и быстрорежущих сталей, часто используется метод нанесения износостойких покрытий карбидом титана, нитридом титана и окисью алюминия.
К системе вспомогательного инструмента относятся: оправки для сверл, зенкеров, разверток, фрез; расточные оправки и головки; патроны цанговые, расточные и др.; втулки; державки и т.п.
К вспомогательному инструменту предъявляются следующие требования:
· обеспечение установки разнообразных режущих инструментов в шпинделе станка или в револьверной головке;
· экономически обоснованный минимум инструментов, входящих в систему;
· обеспечение требуемых параметров точности, жесткости, виброустойчивости;
· возможность регулирования положения режущих кромок инструмента;
· удобство в обслуживании (быстрая переналадка, смена).
Вспомогательный инструмент может быть классифицирован в соответствии с назначением для различных групп станков с ЧПУ и степенью автоматизации.
Разнообразие типов станков с ЧПУ вызывает необходимость в большом числе способов установки и смены инструмента. В связи с этим разрабатывают системы вспомогательного инструмента - наборы унифицированного вспомогательного и режущего инструментов, из которых компонуются инструментальные блоки (комплекты) для выполнения конкретных технологических переходов. Конструкция вспомогательного инструмента для станков с ЧПУ определяется его основными элементами, в частности, присоединительными поверхностями для установки на станке и для крепления режущего инструмента. Устройства, осуществляющие автоматическую смену и крепление инструмента на станке, определяют конструкцию хвостовика.
Для автоматического обеспечения точности обработки в конструкцию вспомогательного инструмента вводятся устройства, обеспечивающие регулирование положения режущей кромки. Эти обстоятельства привели к появлению переходников (адаптеров), у которых хвостовик сконструирован для конкретного станка, а передняя часть - для режущего инструмента со стандартными присоединительными поверхностями (призматическими, цилиндрическими, коническими).
Системы вспомогательного инструмента для отечественных токарных, фрезерных и многоцелевых станков описаны в литературе.
Для высокоскоростной обработки (ВСО) разработан стандарт DIN 69893 на хвостовики с обозначением НSК, что является аббревиатурой немецкого названия Hohlschafte Kegel (Полый конический хвостовик). Стандарт DIN 69893 включает в себя 6 типов хвостовиков 35 типоразмеров.
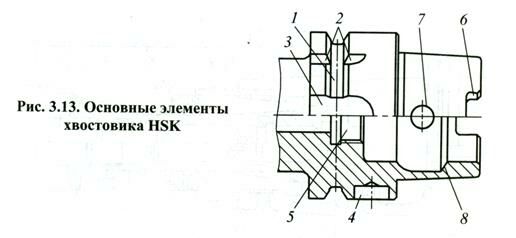
Основные элементы хвостовика НSК (рис. 3.13):
- кольцевая канавка под автооператор - 1;
- индексирующая канавка для ориентации инструмента в автооператоре - 2;
- шпоночные канавки для шпонок инструментального магазина -3;
- место для расположения кодового элемента – 4;
- резьба под втулку для СОЖ - 5;
- шпоночные канавки для шпонок внутри шпинделя - 6;
- радиальное отверстие для зажимных устройств ручного закрепления - 7;
- кольцевая коническая расточка для кулачков зажимного устройства - 8.
Потребность в новых хвостовиках возникла в связи с применением высокоскоростных станков с частотой вращения шпинделя более 15 000 мин-1. Основными областями применения такой оснастки являются: чистовое фрезерование; изготовление пресс-форм и штампов; внутреннее шлифование; сверление и высокоточное развертывание.
Более высокая жесткость позволяет повысить точность обработки и улучшить качество обрабатываемой поверхности.
Стоимость инструментов с хвостовиками НSК выше, чем инструментов с конусом 7:24, поскольку первые изготовляются с более жесткими допусками.
Перспективным направлением является применение гибкой модульной системы вспомогательного инструмента. Система основана на использовании модулей - инструментальных блоков, состоящих из рабочей части и корпуса. Разнообразные модули могут монтироваться на одной оправке, что придает инструментальной системе высокую гибкость.
1 Значение пчеловодства - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
Стандартизованная система инструментальной оснастки Coromant Capto
|
| Часто на металлообрабатывающих предприятиях складывается ситуация, когда в производстве используются станки с разными типами оснастки, приобретённые в разное время для изготовления различных типов деталей. Стандартизированная система оснастки обладает целым рядом преимуществ, особенно на этапе, когда компания приступает к инвестированию в новое металлообрабатывающее оборудование. Поскольку затраты на оборудование относятся к текущим расходам, внедрение стандартизированной системы оснастки Coromant Capto позволяет сэкономить ресурсы, эффективно использовать оборудование, избежать дублирования, сократить инвентарный объём и повысить производительность. Более того, единая стандартизированная система оснастки и складское хозяйство экономят время смены инструмента от реза до реза. |

 «
«




















