


Формирование технологических команд
4.4. Формирование технологических команд
Маршрут обработки может содержать специальные технологические команды - технологические объекты не связанные с непосредственной обработкой (снятием металла). При помощи технологических команд Вы можете задать общие особенности процесса обработки, такие как начальная, или конечная точка движения инструмента, плоскость холостых ходов и др.
Технологические команды расположены на панели “Команды”.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
1 – инструмент (назначение и корректировка инструмента); 2 – начало цикла (определение начала цикла в ПСК); 3 – безопасная позиция (задание безопасной позиции); 4 – плоскость холостых ходов; 5 – перезахват (задание перезахвата для прессов с ЧПУ); 6 – стоп (осуществление программного останова станка и УП с выключением шпинделя); 7 – останов (осуществление программного останова станка и УП без выключения шпинделя); 8 – отвод (перемещение инструмента из текущего положения в безопасную позицию); 9 – аппроксимация (задание максимального значения погрешности при аппроксимации кривой); 10 – поворот (поворот оси шпинделя вокруг 1, 2, 3-х осей вращения текущей системы координат); 11 – комментарий (создание комментария); 12- вызов программы (выполнение программы); 13 – вызов цикла (выполнение цикла в заданной точке); 14 – команда пользователя (произвольная технологическая команда, параметры которой определяются пользователем); 15 – Ручной ввод (ручной ввод CL DATA); 16 – Контрольная точка.
Технологическая команда может быть задана в любой момент проектирования обработки.
Технологическая команда «Инструмент»
Технологическая команда Инструмент устанавливает параметры инструмента, который будет использован в последующих технологических переходах. Как правило, команда Инструмент используется перед вызовом подпрограмм или станочных циклов.
Параметры технологической команды Инструмент задаются в диалоге «Инструмент ». ADEM CAM позволяет задать геометрические параметры инструмента, корректоры, а также форму режущей части для токарного резца.
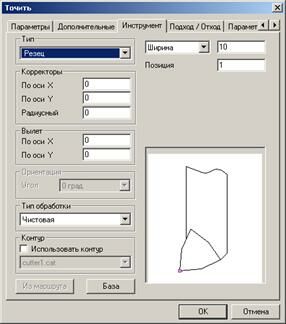
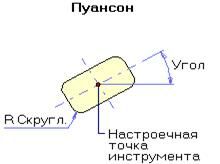
Тип инструмента. Различные типы технологических переходов требуют инструмент различного типа. Например, для выполнения перехода Фрезеровать необходим инструмент фреза, для перехода Пробить — пуансон.
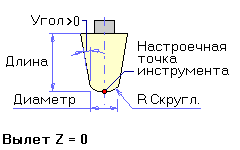
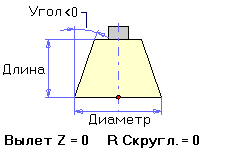
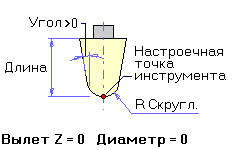
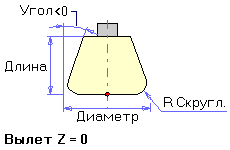
Рекомендуемые материалыFREE Маран Программная инженерия Техническое задание ЛЮЛ 1394 Проектирование ленточного транспортёра с двухступенчатым цилиндрическим редуктором, выполненным по развёрнутой схеме ЛЮЛ 1394 -22% Криминология (Темы 1-13) К-13 «Изучение температурной зависимости потока излучения чёрного тела и определение постоянных Стефана-Больцмана и Планка» Коучинг, лидерство и построение команд Темы 1-9, итоговый, компетентностный тест | Такие параметры инструмента, как Длина, Угол, R.Скругл, Диаметр и Вылет задают форму инструмента.
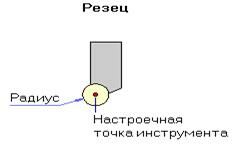
Для задания размера инструмента используется один из параметров: радиус, диаметр, ширина (для резца) или сечение (для пуансона). Чтобы задать ширину прорезного (отрезного) резца, выберите тип параметра Ширина и и введите соответствующее значение в поле диалога в группе Размер. Знак определяет положение настроечной точки резца в соответствии с направлением осей координат.
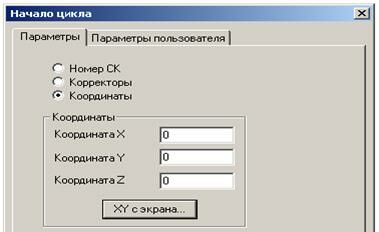
Технологическая команда «Начало цикла»Технологическая команда «Начало цикла » задает положение начала цикла (настроечной точки инструмента) в пользовательской системе координат. За настроечную точку инструмента принимают либо базовую точку шпинделя или резцедержателя, либо вершину какого-либо участвующего в обработке, или фиктивного инструмента. В системе реализовано три способа задания положения начала цикла (НЦ): · номером системы координат; · номерами корректоров с координатами положения инструмента; · значениями координат по каждой оси. Первые два способа задают положение инструмента неявно. Способ установки начала цикла детали зависит от типа станка и системы ЧПУ, а также от того, в какой системе координат, абсолютной или относительной, формируются перемещения инструмента. Неявный способ задания положения начала цикла допускается только при перемещениях в абсолютной системе координат станка. При явном способе установки нуля в управляющую программу (УП) выдаются команда установки нуля и координаты положения инструмента. При неявном способе - только команда установки нуля, а координаты положения инструмента определяются значением корректоров или считываются из памяти. Технологическая команда «Начало цикла » может задаваться многократно для переопределения координат положения инструмента, например, при обработке корпусных деталей, и должна предшествовать первому перемещению, заданному относительно вновь определяемого начала отсчета. В системе реализовано три способа задания положения начала цикла (НЦ): номером системы координат, номерами корректоров и значениями координат по каждой оси.
|



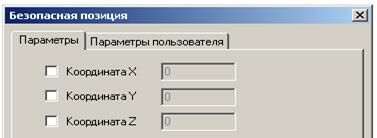
Технологическая команда «Безопасная позиция»
Безопасная позиция - это точка или плоскость, куда отводится инструмент перед сменой, перед поворотом детали в рабочем пространстве станка, перед сменой стола спутника, а также по команде ОТВОД.
Технологическая команда «Плоскость холостых ходов»
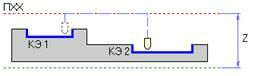
Плоскость холостых ходов (ПХХ) - это плоскость, по которой выполняются холостые перемещения инструмента при переходе от одного конструктивного элемента к другому. Перемещение на холостом ходу через действующую ПХХ формируется следующим образом:
|
| по кратчайшему расстоянию из конечной точки обработки в ПХХ; |
|
| по кратчайшему расстоянию в новую точку на ПХХ; |
|
| по кратчайшему расстоянию из ПХХ в начальную точку обработки следующего КЭ. |

|
| |
|
| Если в станке не реализовано перемещение на холостом ходу по двум координатам одновременно, система автоматически разобьет данное перемещение на два. |
|
| Если ПХХ не задана, инструмент будет перемещаться на холостом ходу от одного конструктивного элемента к другому по кратчайшему расстоянию. |
|
| При смене инструмента происходит автоматическое отключение установленной плоскости холостых ходов. |

Параметры плоскости холостых ходов
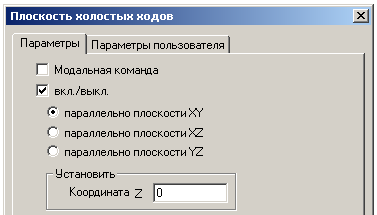
| Модальная команда. Чтобы ПХХ действовала на всех переходах до ее отмены или переопределения, необходимо установить флажок Модальная команда. Если такой флажок не установлен, то ПХХ будет действовать только до первого перехода. вкл./выкл. Чтобы задать положение плоскости холостых ходов, поставьте флажок вкл./выкл. . Если флажок не установлен, то плоскость холостых ходов считается выключенной. В этом случае, инструмент будет перемещаться на холостом ходу от одного КЭ к другому по кратчайшему расстоянию. параллельно плоскости XY. Плоскость холостых ходов располагается параллельно плоскости XY на заданной Z координате. параллельно плоскости XZ. Плоскость холостых ходов располагается параллельно плоскости XZ на заданной Y координате. параллельно плоскости YZ. Плоскость холостых ходов располагается параллельно плоскости YZ на заданной X координате. Координата Z. Высота плоскости холостых ходов. |
Технологические команды “Стоп” и “Останов”
Команда Стоп программно останавливает работу станка. При этом происходит выключение шпинделя и СОЖ. Для продолжения работы необходимо вмешательство оператора. При продолжении работы функции шпинделя и СОЖ восстанавливаются.
Команда Останов отличается от команды Стоп тем, что она отрабатывается в зависимости от положения специального переключателя на пульте УЧПУ.
Команды Стоп и Останов могут быть заданы только для тех станков, у которых реализованы данные функции.
Технологическая команда «Отвод»
При выполнении команды Отвод система формирует в УП последовательность команд перемещения инструмента из текущего положения в безопасную позицию.
Технологическая команда «Аппроксимация»
Технологическая команда «Аппроксимация » применяется для задания точности обработки последующих ТО. При этом в текущем проекте создается технологический объект Аппроксимация. В поле Значение введите значение аппроксимации.
Технологическая команда «Поворот»
Команда Поворот задает угол поворота оси шпинделя вокруг одной, двух или трех (одновременно) осей вращения текущей системы координат детали. В зависимости от типа станка поворот обеспечивается, либо за счет поворота детали относительно оси шпинделя, либо за счет поворота оси шпинделя относительно детали.
Задаются Абсолютный или Относительный (заданное угловое приращение) угол поворота.
Для поворота вокруг осей А, В или С установите флажок Ось А, Ось В или Ось С и задайте угол поворота вокруг оси в поле справа.
. Технологическая команда «Комментарий»
Технологическая команда «Комментарий » применяется для вставки комментария в маршрут обработки и управляющую программу. При этом в текущем проекте создается технологический объект ”Комментарий”. В поле Текст введите текст комментария.


Технологическая команда «Вызов подпрограмм»
Команда Вызов подпрограммы вызывает в заданной точке(ах) выбранный проект из текущего как подпрограмму.
Подпрограмма может быть сформирована как станочная или как внутренняя. Станочная подпрограмма - это подпрограмма, располагающаяся в начале или в конце УП. Основная программа содержит только команду ее вызова. Внутренняя подпрограмма - это подпрограмма, которая находится внутри УП. Основная программа содержит столько копий внутренней подпрограммы, сколько было сделано ее вызовов.
Технологическая команда «Вызов цикла»
Команда Вызов цикла применяется для вызова станочных и пользовательских циклов. При этом в текущем проекте создается технологический объект ”Цикл «<номер цикла>”. Точкой вызова цикла является центр указанной окружности или дуги.
Более подробно работа с пользовательскими циклами описана в документации на модуль генерации постпроцессоров ADEM GPP.
Технологическая команда «Команда пользователя»
Пользовательская команда применяется для вызова и формирования в файле CLDATA или в кадрах УП команд, определенных пользователем. При этом в текущем проекте создается технологический объект ”Команда пользователя”. В качестве команды пользователя могут быть использованы макро процедуры и непосредственно команды пользователя.
Макро процедуры пользователя находятся в папке ..ADEM Folder/ncm/mpr/. Номер макро процедуры соответствует имени файла в данной папке и задается в соответствующем поле диалога «Команда пользователя ». В качестве примера составления макро процедур в папке находится файл mp5001.txt.
Команды пользователя находятся в папке ..ADEM Folder/ncm/ncalg/ini/. Номер Команды пользователя соответствует имени файла в данной папке и задается в соответствующем поле диалога «Команда пользователя ». В качестве примера составления команд пользователя в папке находится файл user0045.INI.
Более подробно работа с командами пользователя описана в документации на модуль генерации постпроцессоров ADEM GPP.


1. В поле Номер Команды задайте номер команды.
2. В полях Параметры задайте ранее определенные параметры команды (до 20 параметров).
Технологическая команда «Ручной ввод»
Команда Ручной ввод применяется для ввода строки программы при помощи «Редактора CLDATA ».
Формирование технологической команды «Ручной ввод»
1 Нажмите кнопку «Ручной ввод »  на панели инструментов «Технологические команды ». Откроется «Редактор CLDATA ».
на панели инструментов «Технологические команды ». Откроется «Редактор CLDATA ».
2 При помощи редактора опишите перемещение инструмента.
3 Нажмите кнопку F4 выхода из редактора. Появится сообщение «Объект изменен. Сохранить?»
4 Нажмите кнопку «ДА» . ADEM сохранит введенную CLDATA.
5 В системе появится технологический объект «Строка».
Технологическая команда «Контрольная точка»
Команда Контрольная точка применяется для двухтуретной обработки (двумя шпинделями одновременно). Пока в управляющей программе для одного шпинделя не выполнятся все действия расположенные до контрольной точки, управляющая программа для другого шпинделя не выполняется
Формирование технологической команды «Ручной ввод»
1 Нажмите кнопку «Контрольная точка »  на панели инструментов «Технологические команды ». Откроется диалог «Контрольная точка ».
на панели инструментов «Технологические команды ». Откроется диалог «Контрольная точка ».
2 В поле диалога введите номер контрольной точки и нажмите ОК.
4.5. Управление и редактирование ТО
В процессе задания маршрута обработки Вам может потребоваться изменить параметры созданного технологического объекта, вставить новый технологический объект в маршрут, удалить созданный технологический объект и т.д.
Управление технологическими объектами осуществляется с помощью команд, расположенных на панели инструментов «Управление Технологическими Объектами » и в диалоге «Управление маршрутом ».

1 2 3 4 5 6 7 8 9 10 11 12 13 14
Лекция "2 Индивидуальное развитие животных" также может быть Вам полезна.
1 – Маршрут (управление ТО); 2 – Исключить (временное исключение или восстановление ТО из маршрута обработки); 3 – Вставить; 4 – Дублировать; 5 – Изменить (изменение части ТО или его параметрических связей); 6 – Редактирование перехода ( редактирование параметров перехода); 7 – Редактирование КЭ (редактирование параметров конструктивных элементов с сохранением параметрических связей); 8 – Редактирование инструмента ; 9 – Удаление ТО; 10 – Копирование в текущий ТО КЭ из ранее созданного ТО с установлением параметрических связей по КЭ; 11 – Переход из маршрута (копирование в текущий ТО перехода из ранее созданного с установлением параметрических связей из перехода); 12 – Настройка (настройка параметров КЭ и технологического перехода по умолчанию); 13 – Предыдущий (переход к предыдущему ТО в маршруте); 14 – Следующий (переход к следующему ТО в маршруте).
Этими командами вызываются те или иные диалоговые окна. Например, по команде 1 – Маршрут (управление ТО), появляется диалог «Управление маршрутом», содержащий спроектированный маршрут. Если в нем выделить какой-либо ТО, то активизируются кнопки в правой части поля, которыми можно внести изменения в спроектированный маршрут.

Используя эти команды, можно временно исключить/восстановить технологический объект, изменить последовательность технологических объектов в маршруте, вставить между объектами новый объект, удалить выбранные или все технологические объекты.
ADEM CAM позволяет редактировать параметры созданных конструктивных элементов, технологических переходов и технологических команд, а также изменять тип конструктивного элемента или технологического перехода.
Кроме того, можно создавать технологические объекты, параметрически связанные по конструктивному элементу или технологическому переходу, что позволяет задавать несколько технологических переходов для одного конструктивного элемента или использовать один технологический переход для нескольких конструктивных элементов.



















