Создание технологических переходов
4.3. Создание технологических переходов
Команды задания технологических переходов расположены на панели «Переходы ».

1 2 3 4 5 6 7 8 9 10
1 – Фрезеровать 2.5Х; 2 – Фрезеровать 3Х; 3 – Сверлить; 4 – Нарезать резьбу;
5 – Расточить; 6 – Точить; 7 – Подрезать; 8 – Нарезать резьбу (токарный);
9 – Пробить; 10 – Резать.
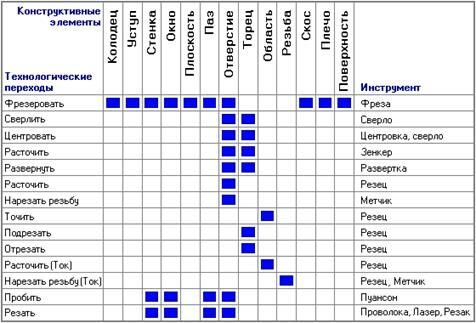
Таблица совместимости ТО и КЭ
Эта таблица содержит данные о совместимости технологических переходов, инструмента и конструктивных элементов.
4.3.1. Фрезерные переходы
Рекомендуемые материалы
Для создания управляющих программ на фрезерные станки с ЧПУ в ADEM используются фрезерные переходы. В ADEM реализовано фрезерование: плоское – “Фрезеровать 2.5Х”, объемное: (трех-координатное)"Фрезеровать 3Х" и (пяти-координатное) "Фрезеровать 5Х ", а также фрезерование "Фрезеровать с постоянным уровнем Z".
Рассмотрим некоторые из них.
4.3.1.1. Технологический переход "Фрезеровать 2.5X"
Фрезеровать 2.5X — технологический переход, определяющий обработку следующих конструктивных элементов: Колодец, Уступ, Стенка, Окно, Плоскость, Паз, Отверстие.
Тип инструмента, используемого в переходе Фрезеровать 2.5X — фреза.
Параметры технологического перехода "Фрезеровать2.5X" определяются в диалоге "Фрезеровать 2.5X", имеющем несколько закладок. ADEM CAM позволяет задать схему обработки, параметры подхода, отхода и врезания, высоту гребешка, режимы резания и другие необходимые характеристики.
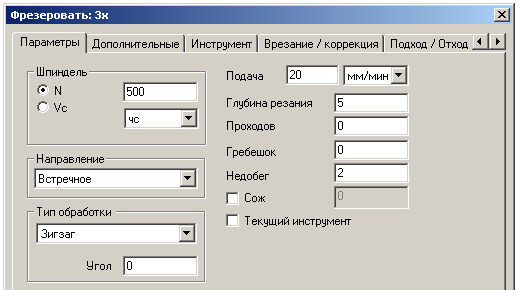
Закладка Параметры технологического перехода "Фрезеровать 2.5X"
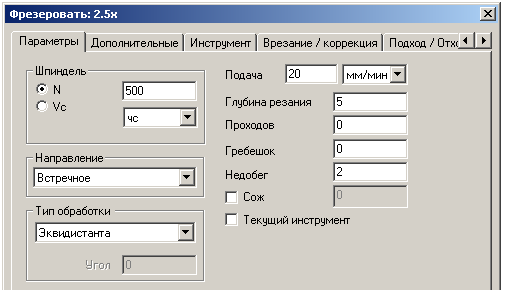
В группе Шпиндель задаются следующие параметры:
N — Частота вращения шпинделя (обороты в минуту).
Vc — Скорость резания (метры в минуту).
ЧС — Направление вращения шпинделя против часовой стрелки.
ПЧС — Направление вращения шпинделя против часовой стрелки.
В группе Тип обработки задаются схемы обработки. ADEM CAM позволяет выбрать одну из девяти различных схем 2Х-координатной обработки:
Эквидистанта — эквидистантная обработка от центра к границам конструктивного элемента.

Обратная эквидистанта — эквидистантная обработка от границ конструктивного элемента к центру. Используется для обработки КЭ Плоскость.

Петля эквидистантная — обработка по ленточной спирали с сохранением выбранного (встречное или попутное) направления фрезерования. Используется для обработки КЭ Уступ.

Зигзаг эквидистантный — обработка по ленточной спирали с чередованием встречного и попутного направления фрезерования. Используется для обработки КЭ Уступ.

Спираль — обработка конструктивного элемента по спирали.

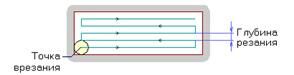
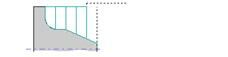
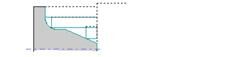
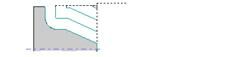
Петля — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с сохранением выбранного (встречное или попутное) направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..
Зигзаг — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с чередованием встречного и попутного направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..

Петля контурная — обработка, определяемая двумя контурами, с сохранением выбранного (встречное или попутное) направления фрезерования. Траектория формируется по кратчайшему расстоянию между контурами. Длина перемещения по любому из контуров не превышает глубины резания.

Зигзаг контурный — обработка, определяемая двумя контурами, с чередованием встречного и попутного направления фрезерования. Траектория формируется по кратчайшему расстоянию между контурами. Длина перемещения по любому из контуров не превышает глубины резания.
В группе Направление назначиается направление фрезерования.
| Встречное | Попутное |
|
|
|
Встречное — задание встречного направления фрезерования.
Попутное — задание попутного направления фрезерования.
В группе Подача задайте значение рабочей подачи и выберите из списка:
в мин. — задание величины подачи в миллиметрах в минуту.
на оборот — задание величины подачи в миллиметрах на оборот.
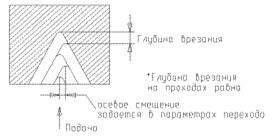
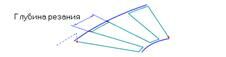
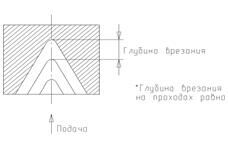
Глубина резания (Гл. рез.) — толщина слоя материала, снимаемого за один проход в плоскости ХY. Если значение глубины резания равно нулю, то считается, что глубина резания не задана, будет выполнен один финишный проход вдоль контуров. При обработке КЭ Поверхность, если значение глубины резания равно нулю — толщина слоя материала определяется величиной гребешка.
Число проходов (Проходов) — заданное число проходов для обработки конструктивного элемента. Если вместе с числом проходов задана глубина резания, траектория будет содержать заданное количество проходов с шагом, равным глубине резания.
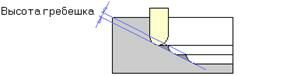
Гребешок — максимальная высота гребешков металла, оставшихся после обработки над поверхностью детали.
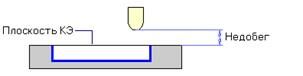
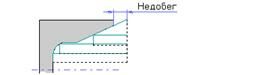
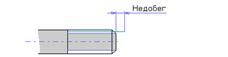
Недобег — расстояние от инструмента до плоскости привязки конструктивного элемента, на котором производится переключение с холостого хода на подачу врезания.
СОЖ
СОЖ . Задайте параметры работы со смазочно-охлаждающей жидкостью в группе СОЖ.
Поставьте флажок СОЖ и задайте в соответствующем поле номер трубопровода для подачи СОЖ в зону резания.
Текущий инструмент— если этот флажок установлен, то для текущего технологического перехода используется последний загруженный инструмент.
Закладка Дополнительные параметры ТП "Фрезеровать 2.5X"
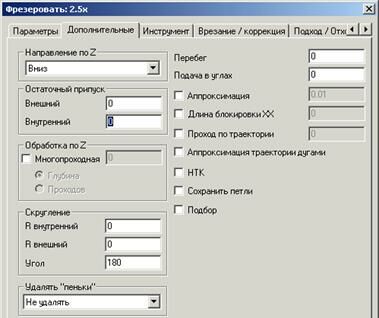
Направление по Z. Чтобы назначить направление обработки по оси Z, выберите нужный параметр из списка.
Вниз — обработка конструктивного элемента в направлении от плоскости КЭ к плоскости дна.
Вверх — обработка конструктивного элемента в направлении от плоскости дна к плоскости КЭ.
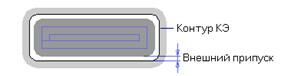
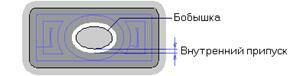
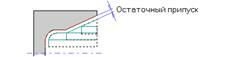
Остаточный припуск — это необработанный слой материала, оставленный на внешнем контуре конструктивного элемента или контурах внутренних элементов. Величина остаточного припуска может быть как положительной, так и отрицательной.
Внешний — это остаточный припуск, оставленный на внешнем контуре конструктивного элемента. Для КЭ Плоскость величина остаточного припуска определяет положение прохода инструмента при обработке края плоскости.
Внутренний — это остаточный припуск, оставленный на контурах внутренних элементов.
Обработка по Z
Обработка по Z. Задайте параметры обработки с постоянным уровнем Z.
Многопроходная — включение многопроходной обработки. Если флажок установлен обработка конструктивного элемента производится за несколько параллельных проходов в плоскости XY. Чтобы обработать конструктивный элемент за одно врезание, снимите флажок Многопроходная.
Глубина — величина глубины одного прохода по Z. ADEM CAM определяет количество врезаний на основе общей глубины конструктивного элемента. Последнее врезание может оказаться на меньшую глубину, чем заданное. Например, глубина конструктивного элемента равна 50 мм, а величина глубины врезания равна 12 мм. За четыре врезания инструмент опустится на 48 мм (12*4=48), а последнее врезание произойдет на 2 мм. Таким образом, весь конструктивный элемент будет обработан по глубине за пять врезаний.
Проходов — количество одинаковых по глубине проходов при обработке с постоянным уровнем Z. Глубина снимаемого слоя металла за одно врезание определяется делением глубины конструктивного элемента на количество врезаний.
Скругление. Параметры группы Скругление могут использоваться, например, для обеспечения плавности траектории движения, при задании коррекции на радиус инструмента.


R внут. — (Радиус для внутренних углов) — радиус скругления траектории движения инструмента при обработке внутренних углов конструктивного элемента.
R внеш. — (Радиус для внешних углов) — радиус скругления траектории движения инструмента при обработке внешних углов конструктивного элемента.
Угол — диапазон внешних углов от нуля до заданного значения, при обработке которых траектория движения инструмента будет скругляться заданным радиусом для внешних углов R внеш. Величина угла измеряется со стороны металла. Угол задается в градусах.

Удалять пеньки. Функция удаляет «пеньки», то есть часть металла, оставшуюся после обработки между соседними проходами, если стоит тип обработки «эквидистанта» и инструментом является фреза с радиусом скругления. Чтобы определить режим удаления пеньков, выберите нужный параметр из списка.
Не удалять — пеньки не удаляются совсем.
Удалять не все — пеньки удаляются с учетом только цилиндрической части фрезы.
Удалять — пеньки удаляются с учетом цилиндрической части фрезы и радиуса скругления инструмента.
| Режим Примечание. Режим Удалять работает лишь в случае когда глубина резания меньше или равна диаметру инструмента. |
|
| ||
| Не удалять пеньки | Удалять не все | Удалять |

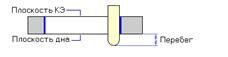
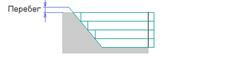
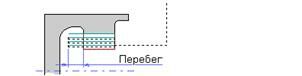
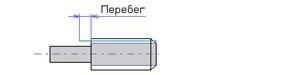
Перебег — расстояние, на которое инструмент выходит за нижнюю кромку конструктивного элемента. Параметр Перебег имеет смысл только для конструктивных элементов, не имеющих дна
Подача в углах — величина подачи при обработке внутренних углов конструктивного элемента. Изменение рабочей подачи необходимо: либо при снятии большего слоя металла в углах, чем на других участках конструктивного элемента, либо при чистовой обработке. ADEM CAM анализирует величины углов конструктивных элементов и, в зависимости от них, производит включение подачи коррекции на автоматически вычисленном расстоянии.
Аппроксимация — устанавливает точность аппроксимации кривых и поверхностей при выполнении данного технологического перехода. По умолчанию эта величина равна 0.01 мм.
Длина блокировки ХХ. Если величина перемещений на холостом ходу меньше заданной длинны блокировки ХХ, то холостые ходы заменяются линейными перемещениями на рабочей подаче.
Проход по траектории позволяет выполнить отход от контура на расстоянии от точки подхода, те между точками подхода и отхода появляется линейный участок, если этого параметра нет, то подход/отход выполняется в одной и той же точке.
Аппроксимация траектории дугами — аппроксимация дугами участков траектории движения инструмента, лежащих в плоскостях ZX или YZ. Для формирования участка траектории аппроксимированного дугой необходимо, чтобы не менее пяти рассчитанных точек траектории принадлежали дуге.
Начальная точка контура (НТК) — соединение эквидистантных проходов в направлении начальной точки контура. Если флажок НТК снят, то эквидистантные проходы соединяются по кратчайшему расстоянию. Начальная точка контура — это точка, с которой начиналось построение контура в ADEM CAD.
Сохранить петли — параметр необходим для контроля траектории движения инструмента в случае отладки технологического объекта. Если установлен флажок Сохранить петли, то петли эквидистанты из траектории движения инструмента не удаляются.
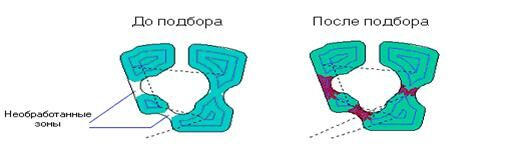
Подбор — (Автоматический подбор необработанных зон) — обработка зон, оставшихся после обработки данного конструктивного элемента предыдущим инструментом. Если флажок Подбор снят, то обрабатывается весь конструктивный элемент.
Закладка Подход/Отход
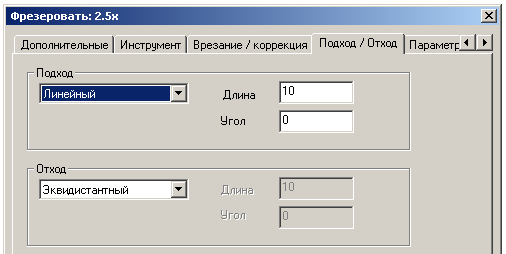
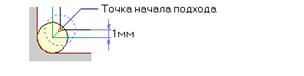
Подход. Выберите тип подхода из списка и задайте параметры подхода.
Выключено - Движение инструмента непосредственно в точку начала обработки контура.
Эквидистантный - Подход к контуру по биссектрисе угла в точке подхода на расстоянии 1 мм. Если точка подхода находится внутри контура или на граничных точках незамкнутого контура, подход к контуру будет произведен по нормали к контуру в точке подхода.
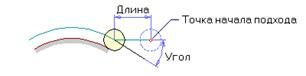
Линейный - Движение к точке начала обработки контура по прямой под определенным углом к контуру. Для подхода к контуру по прямой под заданным углом, необходимо задать длину перемещения подхода.
Радиусный - Подход к контуру по дуге заданного радиуса. Для задания радиусного подхода, необходимо задать радиус дуги подхода и центральный угол.

Длина - Длина перемещения подхода (линейный).
Радиус - Радиус дуги подхода (радиусный).
Угол - Для линейного подхода: Угол подхода инструмента к контуру в точке начала обработки контура. Определяется как угол между вектором подхода и вектором движения в первой точке эквидистанты. Для радиусного подхода: Центральный угол дуги. Если эта величина равна нулю, угол считается незаданным и подход будет произведен по дуге в четверть окружности (90 градусов).
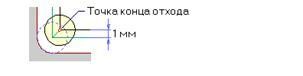
Отход. Выберите тип отхода из списка и задайте параметры отхода.
Выключено – Инструмент остается в точке конца обработки контура.
Эквидистантный – Отход от контура по биссектрисе угла в точке конца обработки контура на расстояние 1 мм. Если точка конца обработки находится внутри контура или на граничных точках незамкнутого контура, отход от контура производится по нормали к контуру.
Линейный – Движение из точки конца обработки контура по прямой под определенным углом к контуру. Для задания отхода по прямой под определенным углом, необходимо задать длину перемещения отхода.

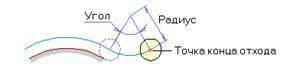
Радиусный – Отход от контура по дуге заданного радиуса и центрального угла. Для задания отхода по дуге, необходимо задать радиус дуги.
Длина - Длина перемещения отхода (линейный).
Радиус - Радиус дуги отхода (радиусный).
Угол - Для линейного отхода: Угол отхода инструмента из точки конца обработки контура. Для радиусного отхода: Центральный угол дуги. Если значение равно нулю, угол считается незаданным, и отход производится по дуге в четверть окружности (90 градусов).
4.3.1.2. Технологический переход "Фрезеровать 3X"
Фрезеровать 3X — технологический переход, определяющий обработку КЭ Поверхность. Тип инструмента, используемого в переходе «Фрезеровать» — фреза.
Параметры технологического перехода "Фрезеровать3X" определяются в диалоге "Фрезеровать 3X". ADEM CAM позволяет задать схему обработки, параметры подхода, отхода и врезания, высоту гребешка, режимы резания и другие необходимые характеристики.
Закладка Параметры технологического перехода "Фрезеровать 3X"
В закладке Параметры данного перехода значительное отличие от перехода "Фрезеровать 2.5X" содержится в группе Тип обработки.
Задание схемы обработки. ADEM CAM позволяет выбрать одну из десяти различных схем 3Х-обработки:
Эквидистанта — эквидистантная обработка, эта схема обработки используется только при наличии ограничивающего контура, глубина резания и количество проходов должны быть равны 0. В этом случае будет выполнен один проход по контуру.

Петля — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с сохранением выбранного (встречное или попутное) направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..
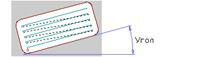
Зигзаг — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с чередованием встречного и попутного направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..

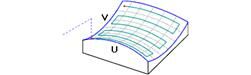
Петля UV — обработка вдоль параметрических (UV) линий поверхности с сохранением выбранного (встречное или попутное) направления фрезерования. Направление задается углом относительно оси Х.
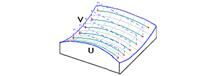
Зигзаг UV — обработка вдоль параметрических (UV) линий поверхности с чередованием встречного и попутного направления фрезерования. Направление задается углом относительно оси Х.
Карандашная. Карандашная обработка предназначена для обработки сопрягающихся поверхностей. Система ищет места сопряжения и в них осуществляет проход. Карандашная обработка поверхности производится только в тех местах границы поверхности, в которых она недоступна для инструмента или радиус сопряжения в них меньше или равен радиусу инструмента. Если необходима обработка в месте, где радиус сопряжения больше указывается параметр Rmax сопр. Т.е. максимальный радиус сопряжения, до которого будет выполняться обработка. Не имеет смысла задавать Rmax сопр меньше радиуса скругления инструмента.

Петля контурная — обработка, определяемая двумя контурами, с сохранением выбранного (встречное или попутное) направления фрезерования. Траектория формируется по кратчайшему расстоянию между контурами. Длина перемещения по любому из контуров не превышает глубины резания.
Зигзаг контурный — обработка, определяемая двумя контурами, с чередованием встречного и попутного направления фрезерования. Траектория формируется по кратчайшему расстоянию между контурами. Длина перемещения по любому из контуров не превышает глубины резания.
Петля контурная II – обработка, определяемая двумя контурами, с сохранением выбранного (встречное или попутное) направления фрезерования. Траектория формируется вдоль контуров.
Зигзаг контурный II – обработка, определяемая двумя контурами, с чередованием встречного и попутного направления фрезерования. Траектория формируется вдоль контуров.
Закладка Дополнительные параметры технологического перехода "Фрезеровать 3X"
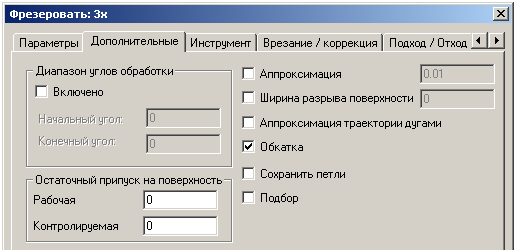
Диапазон углов обработки Задание диапазона углов обработки. Диапазон углов определят область поверхности, которая будет обработана. Обрабатывается та часть поверхности, где угол между нормалью к поверхности и проекцией вектора нормали на плоскость XY лежит в заданном диапазоне.
Включено — включает контроль диапазона углов обработки. Начальный — задание нижней границы диапазона углов обработки. Конечный — задание верхней границы диапазона углов обработки.
Остаточный припуск на поверхность. Задание припусков на поверхность. Остаточный припуск позволяет задать припуск на обрабатываемые и контролируемые поверхности различной величины. Рабочая — задание припуска на обрабатываемые поверхности.
Контролируемая — задание припуска на контролируемые поверхности.
Аппроксимация — устанавливает точность аппроксимации кривых и поверхностей при выполнении данного технологического перехода. По умолчанию эта величина равна 0.01 мм.
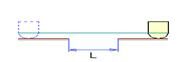
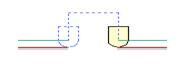
Ширина разрыва поверхности — устанавливает максимальную ширину зазора между поверхностями, который будет игнорироваться при формировании траектории движения инструмента. Если диаметр инструмента меньше, чем ширина зазора, или ширина зазора больше, чем заданная максимальная ширина, то инструмент будет перемещаться над зазором на холостом ходу.
Ширина разрыва поверхности больше заданной | Ширина разрыва поверхности меньше заданной |
|
|
|

Аппроксимация траектории дугами — аппроксимация дугами участков траектории движения инструмента лежащих в плоскостях ZX или YZ. Для формирования участка траектории аппроксимированного дугой необходимо чтобы не менее пяти рассчитанных точек траектории принадлежали дуге.
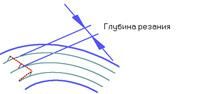
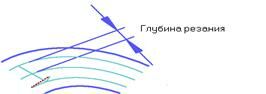
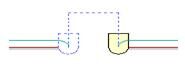
Обкатка — обработка с обкаткой края поверхности. Данный параметр используется только для 3x координатной обработки.
Обкатка выключена | Обкатка включена |
|
|
|
Сохранить петли — Если установлен флажок Сохранить петли, то траектория движения инструмента строится без контроля на проникновение инструмента в тело детали.
Подбор — (Автоматический подбор необработанных зон) — обработка зон, оставшихся после обработки данного конструктивного элемента предыдущим инструментом. Если флажок Подбор снят, то обрабатывается весь конструктивный элемент. Параметр Подбор можно использовать только для технологических объектов, параметрически связанных по конструктивному элементу
1.3.1.3. Фрезерные переходы - параметры инструмента
Тип инструмента
Различные типы технологических переходов требуют инструмент различного типа. Для перехода Фрезеровать 2.5Х используется тип инструмента Фреза.
Чтобы задать тип фрезы, выберите его название из открывающегося списка Тип.
Корректоры
Параметры, расположенные в группе Корректоры, позволяют Вам задавать корректоры по X, Y и Z осям, а также радиусный корректор.
| По оси X |
| Чтобы задать номер линейного корректора по оси Х, введите соответствующее значение в поле По оси X. |
| По оси Y |
| Чтобы задать номер линейного корректора по оси Y, введите соответствующее значение в поле По оси Y. |
| По оси Z |
| Чтобы задать номер линейного корректора по оси Z, введите соответствующее значение в поле По оси Z. |
| Радиусный |
| Чтобы задать номер радиусного корректора, введите соответствующее значение в поле Радиусный. Включение коррекции на радиус инструмента формируется автоматически при выполнении перехода Фрезеровать с включенным параметром Коррекция R. |
Вылет
Все перемещения система формирует и выдает в управляющую программу для настроечной точки инструмента с учетом вылета. Величина вылета указывается со знаком “+”, если режущая кромка смещена от настроечной точки в положительном направлении соответствующей оси, в противном случае со знаком “-”.
| По оси X |
| Чтобы задать величину вылета инструмента по оси Х, введите соответствующее значение в поле По оси X. |
| По оси Y |
| Чтобы задать величину вылета инструмента по оси Y, введите соответствующее значение в поле По оси Y. |
| По оси Z |
| Чтобы задать величину вылета инструмента по оси Z, введите соответствующее значение в поле По оси Z. |
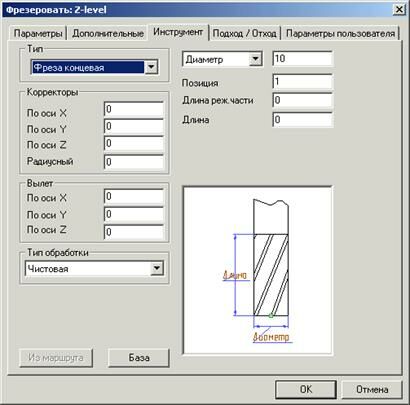
Диаметр и радиус
Диаметр
Чтобы задать диаметр инструмента, выберите тип параметра Диаметр и введите значение в соответствующее поле.
Радиус
Чтобы задать радиус инструмента, выберите тип параметра Радиус и введите значение в соответствующее поле диалога.
Позиция
При автоматической смене инструмента, в зависимости от типа станка, параметр Позиция может определять позицию инструмента в револьверной головке, номер инструмента в магазине или номер инструментального гнезда.
Чтобы задать позицию инструмента, введите ее номер в соответствующее поле диалога.
|
| |
| Если параметр Позиция не будет изменен, то команда «смена инструмента» в управляющей программе сформирована не будет. |
Длина
Вы можете задавать общую длину инструмента и длину его режущей части. Чтобы задать эти параметры, введите их значения в соответствующие поля диалога.
Радиус скругления
Радиус скругления на торце фрезы. Параметр необходим для инструментов типа: "Фреза концевая скругленная", "Фреза коническая скругленная", "Фреза угловая скругленная", "Фреза дисковая скругленная"
Чтобы задать радиус скругления на торце фрезы, введите его значение в соответствующее поле диалога
Угол
Угол фрезы. Параметр необходим для конических и угловых типов фрез.
Чтобы задать угол фрезы, введите его значение в соответствующее поле диалога
Тип обработки
Этот параметр позволяет выбирать инструмент из базы данных в соответствии с выбранным типом обработки.
Из маршрута
Выбор инструмента из маршрута обработки.
Базы
Выбор инструмента из базы данных по заданному типу обработки и диаметру инструмента.
4.3.1.4. Параметры пользователя
Параметры пользователя – параметры, которые может настроить пользователь.
Параметры пользователя настраиваются при помощи встроенного макроязыка системы. В качестве примера настройки представлен «Комментарий». Если в поле комментария ввести текст, то этот текст будет комментарием для данного перехода и отобразится в нижней строке.
4.3.2.. Токарные переходы
Для создания управляющих программ на токарные станки с ЧПУ в ADEM/CAM используются токарные переходы.
Команды задания токарных переходов также расположены на панели «Переходы ».
1 2 3 4 5 6 7 8 9 10
1 – Фрезеровать 2.5Х; 2 – Фрезеровать 3Х; 3 – Сверлить; 4 – Нарезать резьбу;
5 – Расточить; 6 – Точить; 7 – Подрезать; 8 – Нарезать резьбу (токарный);
9 – Пробить; 10 – Резать.
Ниже будут рассмотрены переходы: «Точить», «Подрезать», «Отрезать», «Расточить (токарный)», «Нарезать резьбу (токарный)».
4.3.2.1. Технологический переход «Точить»
Точить — технологический переход, определяющий обработку конструктивного элемента: Область. Тип инструмента, используемого в переходе Точить — резец.
Закладка Параметры ТП “Точить
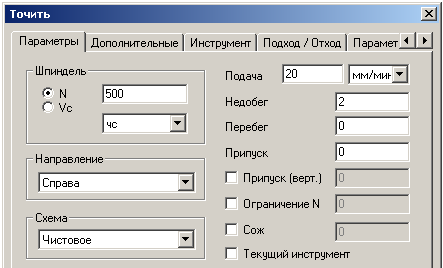
В группе Шпиндель задайте следующие параметры:
N – частота вращения шпинделя (обороты в минуту); Vc – скорость резания (метры в минуту); ЧС – направление вращения шпинделя против часовой стрелки; ПЧС – направление вращения шпинделя против часовой стрелки.
В группе Направление задайте следующие параметры:
Слева – продольная обработка слева; Справа – продольная обработка справа; Сверху – поперечное точение.
В группе Схема происходит задание схемы обработки. ADEM САМ позволяет выбрать одну из семи различных схем обработки:
Черновое – обработка производится параллельно осям X и Y. Количество проходов рассчитывается на основе заданной глубины резания. Инструмент движется из точки начала прохода к точке конца прохода, по кратчайшему расстоянию выходит на уровень предыдущего прохода и на ускоренном перемещении идет в начало следующего прохода параллельно осям. Последний проход, удаляющий гребешки, выполняется вдоль контура.

Предварительное – обработка отличается от чернового точения тем, что инструмент из точки конца прохода на уровень предыдущего прохода движется вдоль контура. Кроме того, в этом случае отсутствует последний проход вдоль контура, используемый при черновом точении для удаления гребешков.
Смещенное – обработка снятием смещенного контура в направлении, перпендикулярном направлению оси. Шаг смещения равен глубине резания. Инструмент движется из точки начала прохода к точке конца прохода по части смещенного контура.
Прорезка – обработка заданной области прорезным резцом с отслеживанием смены режущих кромок в процессе обработки. Траектория будет рассчитана на одну настроечную точку с учетом заданной ширины инструмента. Если в переходе не будут заданы параметры Гл.рез. и Проход, то выполнится зачистка контура с учетом смены режущих кромок.
Чистовое – чистовая обработка. Если задан один из параметров: Гл.рез. или Проход, то сначала выполнится обработка по схеме Черновое точение. Если задан Ост. прир., то выполняется дополнительный переход для его снятия (в результате выполняется два перехода вдоль контура).
Контурное – обработка, снятием эквидистантного контура. Выполняется расчет эквидистантных контуров с шагом, заданным параметром Гл.рез. Инструмент движется из точки начала прохода к точке конца прохода по части эквидистантного контура. Финишный проход производится по заданному контуру детали с учетом остаточного припуска.
Прорезка черновая – обработка по схеме Прорезка, но без финишного прохода для зачистки.

В группе Подача задайте значение рабочей подачи, которое выберите из списка:
в мин. — задание величины подачи в миллиметрах в минуту; на оборот — задание величины подачи в миллиметрах на оборот.
В группе Недобег – расстояние от инструмента до точки начала обработки, на котором производится переключение с холостого хода на подачу врезания.

В группе Перебег – расстояние, на которое инструмент выходит за границу области обработки на рабочей подаче.
В группе Припуск – остаточный припуск – это необработанный слой материала, оставленный на контуре конструктивного элемента. Величина остаточного припуска может быть как положительной, так и отрицательной.

В группе Припуск (верт.), Припуск на вертикальных стенках - это необработанный слой материала, оставленный на вертикальных стенках контура конструктивного элемента. Величина остаточного припуска на вертикальных стенках может быть как положительной, так и отрицательной.
В группе Ограничение N – максимальное число оборотов (об/мин) шпинделя. Параметр необходим для ограничения числа оборотов в процессе снятия материала, так как при уменьшении диаметра обрабатываемой детали количество оборотов шпинделя за единицу времени возрастает.
В группе СОЖ задайте параметры работы со смазочно-охлаждающей жидкостью в группе СОЖ. Поставьте флажок СОЖ и задайте в соответствующем поле номер трубопровода для подачи СОЖ в зону резания.
В группе Текущий инструмент – если флажок установлен, то для текущего технологического перехода используется последний загруженный инструмент.
Закладка Дополнительные параметры ТП “Точить”
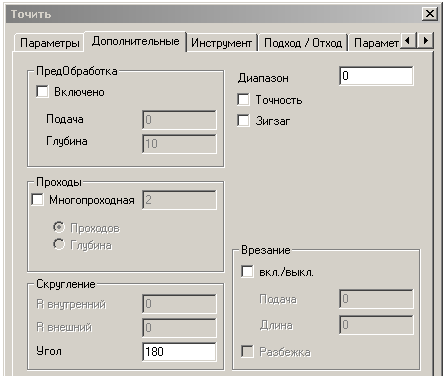
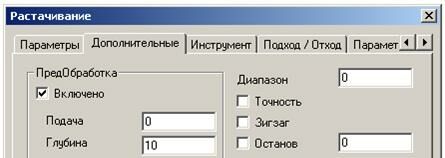
На стадии предварительной обработки производится снятие дефектного слоя. Необходимость снятия дефектного слоя возникает при обработке литых или кованых заготовок для предотвращения быстрого затупления инструмента. В ходе предварительной обработки производится один проход заданной глубины по контуру заготовки.
В группе задаются: Включено – предварительное снятие дефектного слоя; Подача – подача обработки дефектного слоя; Глубина – глубина обработки дефектного слоя.
В группе Проходы, Многопроходная обработка – задание многопроходной обработки. Если флажок не установлен, обработка производится за один проход.

Проходов – количество одинаковых по глубине проходов. Глубина слоя металла снимаемого за один проход определяется делением глубины области на количество проходов.
Глубина – глубина резания. Количество проходов определяется системой исходя из общей глубины области. Последний проход может быть выполнен на меньшую глубину, чем заданная. Если глубина последнего прохода будет меньше, чем заданная, система попытается ее перераспределить между предыдущими проходами. Если результирующая глубина прохода не будет отличаться от заданной более, чем на 30%, будет выполнен расчет обработки с одинаковыми по глубине проходами. Если результирующая глубина прохода будет отличаться от заданной более, чем на 30%, последний проход будет выполнен с неполной глубиной.
Диапазон – номер механического диапазона.
Точность. Разбивка последнего прохода при контурном и смещенном типах обработки на два: 2/3 глубины прохода и 1/3 глубины прохода.
Зигзаг. Обработка с чередованием направления резания и соответствующей сменой режущих кромок. Переход между проходами осуществляется на рабочей подаче.
Скругления эквидистанты - скругления внутренних и внешних углов эквидистанты.

R внутренний - радиус скругления траектории движения инструмента при обработки внутренних углов конструктивного элемента. Если его величина равна нулю, внутренние углы скругляться не будут.
R внешний - радиус скругления траектории движения инструмента, при обработки внешних углов конструктивного элемента.
Угол - диапазон внешних углов от нуля до заданного значения, при обработке которых траектория движения инструмента будет скругляться заданным радиусом для внешних углов R внеш. Величина угла измеряется со стороны металла. Угол задается в градусах.
В группе Врезание указываются: Подача – подача, на которой происходит врезание; Длинна – длинна врезания; Разбежка - параметр определяющий "разгруженное" врезание на первом проходе при прорезке. Врезание на первом проходе происходит на глубину резания. Затем инструмент смещается от контура на ту же величину и снова углубляется две глубины резания. Тип врезания повторяется на всю глубину прорезки.
Закладка Инструмент
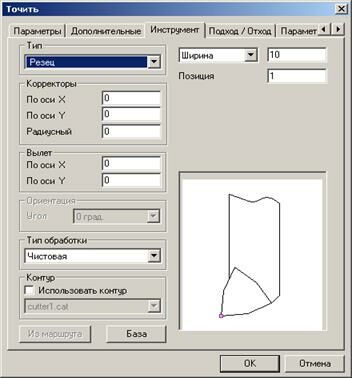
В группе Тип выбираются типы инструмента, так как различные типы технологических переходов требуют инструмент различного типа. Для перехода Точить используется следующие типы инструмента: Резец, Пластинка ромбическая, Пластинка квадратная, Пластинка треугольная, Пластинка прорезная, Пластинка круглая.
Параметры Корректоры, Вылет и Позиция задаются для любого типа инструмента.
В группе Корректоры расположены параметры, позволяющие задавать номера корректоров по X или Y осям, а также номер радиусного (дополнительного) корректора.
| Это дополнительный корректор для смены режущей кромки при прорезке, сначала работает один из линейных корректоров (корректор по оси X или корректор по оси Y), а при смене режущей кромки включается дополнительный корректор. |
В группе Вылет система формирует все перемещения и выдает в управляющую программу для настроечной точки инструмента с учетом вылета. Величина вылета указывается со знаком “+”, если режущая кромка смещена от настроечной точки в положительном направлении соответствующей оси, в противном случае со знаком “–”.
В группе Позиция задается номер позиции инструмента. При автоматической смене, в зависимости от типа станка, параметр Позиция может определять позицию инструмента в револьверной головке, номер инструмента в магазине или номер инструментального гнезда.
В группе Тип инструмента “Резец” для инструмента Резец задаются параметры: Контур, Ширина, Позиция.
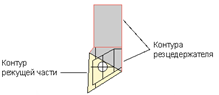
Контур. Для расчета и моделирования токарной обработки можно использовать контуры инструментов, созданные в модуле ADEM CAD. Чтобы использовать контур инструмента поставьте флажок Использовать контур и выберите нужный тип инструмента из списка.
Ширина. Чтобы задать ширину прорезного (отрезного) резца, выберите тип параметра Ширина и и введите значение в соответствующее поле диалога. Знак определяет положение настроечной точки резца в соответствии с направлением осей координат.
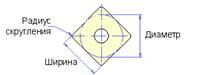
Тип инструмента “Пластинка ромбическая”. Для инструмента Пластинка ромбическая задаются параметры: Ориентация, Ширина, Радиус, Диаметр, Радиус скругления, Угол.

Ориентация инструмента – угол наклона ромбической пластинки к оси X.
Чтобы задать ориентацию ромбической пластинки выберите из списка Ориентация соответствующее значение.
Ширина. Чтобы задать ширину ромбической пластинки, выберите тип параметра Ширина и введите значение в соответствующее поле диалога.
Радиус. Чтобы задать радиус вписанной окружности ромбической пластинки, выберите тип параметра Радиус и введите значение в соответствующее поле диалога.
Диаметр. Чтобы задать диаметр вписанной окружности ромбической пластинки, выберите тип параметра Диаметр и введите значение в соответствующее поле диалога.
Радиус скругления - радиус скругления на углах ромбической пластинки.
Чтобы задать радиус скругления на углах ромбической пластинки введите его значение в поле Радиус скругления.
Угол – значение угла между сторонами ромбической пластинки.
Чтобы задать угол между сторонами ромбической пластинки введите его значение в поле Угол.
Тип инструмента “Пластинка квадратная”. Для инструмента Пластинка квадратная задаются параметры: Ориентация, Ширина, Радиус, Диаметр Радиус скругления.
Тип инструмента “Пластинка треугольная”. Для инструмента Пластинка треугольная задаются параметры: Ориентация, Ширина, Радиус, Диаметр, Радиус скругления. Все углы треугольной пластинки равны 60 градусам.

Тип инструмента “Пластинка прорезная”. Для инструмента Пластинка прорезная задаются параметры: Ориентация, Длина, Ширина, Радиус скругления.

Тип инструмента “Пластинка круглая”. Для инструмента Пластинка круглая задаются параметры: Радиус или Диаметр.

Тип обработки. Этот параметр влияет на выбор инструмента из базы данных.
Из маршрута. Выбор инструмента из маршрута.
Базы. Выбор инструмента из базы данных по заданному типу обработки и диаметру инструмента.
Закладка Подход/отход
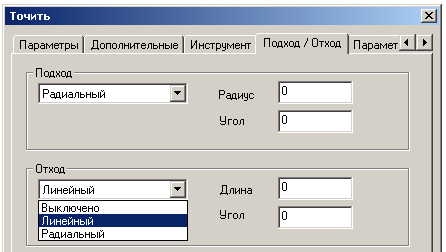
Выберите тип подхода из списка и задайте параметры подхода.
Выключено - Движение инструмента непосредственно в точку начала обработки контура.
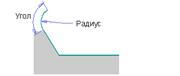
Линейный - Движение к точке начала обработки контура по прямой под определенным углом к контуру. Для подхода к контуру по прямой под заданным углом, необходимо задать длину перемещения подхода.

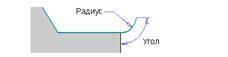
Радиальный - Подход к контуру по дуге заданного радиуса. Для задания радиусного подхода, необходимо задать радиус дуги подхода и центральный угол.
Длина - Длина перемещения подхода (линейный).
Радиус - Радиус дуги подхода (радиальный).
Угол - Для линейного подхода: Угол подхода инструмента к контуру в точке начала обработки контура. Определяется как угол между вектором подхода и вектором движения в точке подхода. Для радиусного подхода: Центральный угол дуги. Если эта величина равна нулю, угол считается незаданным и подход будет произведен по дуге в четверть окружности (90 градусов).
Выберите тип отхода из списка и задайте параметры отхода.
Выключено - Инструмент остается в точке конца обработки контура.
Линейный - Движение из точки конца обработки контура по прямой под определенным углом к контуру. Для задания отхода по прямой под определенным углом, необходимо задать длину перемещения отхода.

Радиусный - Отход от контура по дуге заданного радиуса. Для задания отхода по дуге, необходимо задать радиус дуги и центральный угол.
Длина - Длина перемещения отхода (линейный).
Радиус - Радиус дуги отхода (радиусный).
Угол - Для линейного отхода: Угол отхода инструмента из точки конца обработки контура. Для радиусного отхода: Центральный угол дуги. Если значение равно нулю, угол считается незаданным, и отход производится по дуге в четверть окружности (90 градусов).
4.3.2.2. Технологический переход «Расточить (Токарный)»
Расточить (Токарный) — технологический переход, определяющий обработку конструктивного элемента область. Тип инструмента, используемого в переходе «Расточить (Токарный) » — резец. Для задания перехода нажмите и удерживайте кнопку «Точить »  , на панели «Переходы » и выберите кнопку «Расточить (Токарный) »
, на панели «Переходы » и выберите кнопку «Расточить (Токарный) »  . Появится диалог «Расточить (Токарный) ».
. Появится диалог «Расточить (Токарный) ».
Параметры технологического перехода точить определяются в диалоге «Расточить (Токарный) ». ADEM CAM позволяет задать тип и направление обработки, количество проходов, режимы резания и т.п.
Закладка Параметры технологического перехода «Расточить (Токарный)»
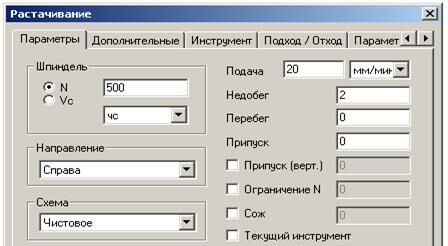
Рассмотрим параметры, отличающиеся от перехода «Точить »
В группе Схема производится задание схемы обработки. ADEM CAM позволяет выбрать одну из семи различных схем обработки:
Черновое – обработка производится параллельно осям X и Y. Количество проходов рассчитывается на основе заданной глубины резания. Инструмент движется из точки начала прохода к точке конца прохода, по кратчайшему расстоянию выходит на уровень предыдущего прохода и на ускоренном перемещении идет в начало следующего прохода параллельно осям. Последний проход, удаляющий гребешки, выполняется вдоль контура.

Предварительное – обработка отличается от чернового точения тем, что инструмент из точки конца прохода на уровень предыдущего прохода движется вдоль контура. Кроме того, в этом случае отсутствует последний проход вдоль контура, используемый при черновом точении для удаления гребешков.

Смещенное – обработка снятием смещенного контура в направлении, перпендикулярном направлению оси. Шаг смещения равен глубине резания. Инструмент движется из точки начала прохода к точке конца прохода по части смещенного контура.

Прорезка – обработка заданной области прорезным резцом с отслеживанием смены режущих кромок в процессе обработки. Траектория будет рассчитана на одну настроечную точку с учетом заданной ширины инструмента. Если в переходе не будут заданы параметры Гл.рез. и Проход, то выполнится зачистка контура с учетом смены режущих кромок.

Чистовое – чистовая обработка. Если задан один из параметров: Гл.рез. или Проход, то сначала выполнится обработка по схеме Черновое точение. Если задан Ост. прир., то выполняется дополнительный переход для его снятия (в результате выполняется два перехода вдоль контура).

Контурное – обработка снятием эквидистантного контура. Выполняется расчет эквидистантных контуров с шагом, заданным параметром Гл.рез. Инструмент движется из точки начала прохода к точке конца прохода по части эквидистантного контура. Финишный проход производится по заданному контуру детали с учетом остаточного припуска.
Прорезка черновая – обработка по схеме Прорезка, но без финишного прохода для зачистки.
Припуск ( остаточный припуск ) - это необработанный слой материала, оставленный на контуре конструктивного элемента. Величина остаточного припуска может быть как положительной, так и отрицательной.
Недобег – расстояние от инструмента до точки начала обработки, на котором производится переключение с холостого хода на подачу врезания.
Перебег – расстояние, на которое инструмент выходит за границу области обработки на рабочей подаче.
Закладка Дополнительные параметры технологического перехода
"Расточить (Токарный)"
Задаются аналогично переходу «Точить». Добавился пункт Останов.

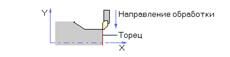
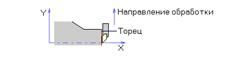
4.3.2.3. Технологический переход «Подрезать»
Подрезать — технологический переход, определяющий обработку конструктивного элемента торец. Тип инструмента, используемого в переходе «Подрезать » — резец. Для задания перехода нажмите кнопку «Подрезать »  на панели «Переходы ». Появится диалог «Подрезать ».
на панели «Переходы ». Появится диалог «Подрезать ».
Закладка Параметры ТП “Подрезать”
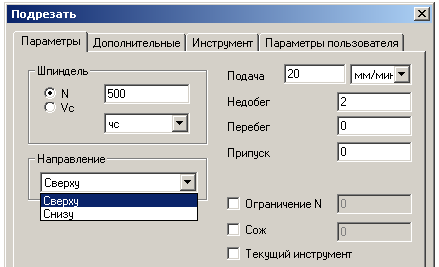
В группе Направление указываются:
Сверху – подрезка к центру.
Снизу - подрезка от центра.
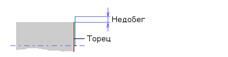
Припуск – остаточный припуск – это необработанный слой материала, оставленный на контуре конструктивного элемента. Величина остаточного припуска может быть как положительной, так и отрицательной.

Недобег – расстояние от инструмента до точки начала обработки, на котором производится переключение с холостого хода на подачу врезания
Закладка Дополнительные параметры ТП “Подрезать”
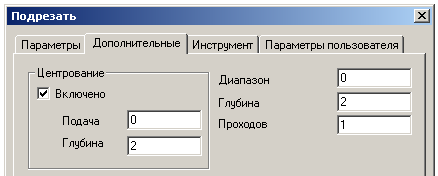
Центрование. Если флажок установлен, то совместно с подрезкой торца выполняется его центрование.
4.3.2.4. Технологический переход «Отрезать»
Отрезать — технологический переход, определяющий обработку конструктивного элемента торец. Тип инструмента, используемого в переходе «Отрезать » — резец. Для задания технологического перехода «Отрезать» нажмите и удерживайте кнопку «Подрезать » на панели «Переходы » и выберите кнопку «Отрезать »  . Появится диалог «Отрезать ».
. Появится диалог «Отрезать ».
Закладка Параметры технологического перехода «Отрезать»
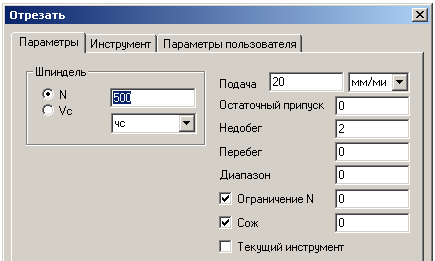
Остаточный припуск – остаточный припуск – это необработанный слой материала, оставленный на контуре конструктивного элемента. Величина остаточного припуска может быть как положительной, так и отрицательной.

Недобег – расстояние от инструмента до точки начала обработки, на котором производится переключение с холостого хода на подачу врезания

Перебег – расстояние, на которое инструмент выходит за границу области обработки на рабочей подаче.

4.3.2.5. Технологический переход «Нарезать резьбу (Токарный)»
Нарезать резьбу (Токарный) — технологический переход, определяющий обработку конструктивного элемента резьба. Тип инструмента, используемого в переходе «Нарезать резьбу (Токарный) » — резец или метчик.
Закладка Параметры ТП “Нарезать резьбу (Токарный)”
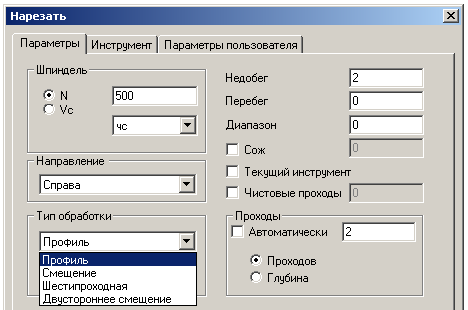
Недобег — расстояние от инструмента до плоскости привязки конструктивного элемента, на котором производится переключение с холостого хода на рабочую подачу.
Перебег – расстояние, на которое инструмент выходит за нижнюю кромку конструктивного элемента.
Чистовые проходы. Этот параметр определяет количество чистовых проходов. Если его задать, то число чистовых проходов будет равно этому значению. Если его не задавать, то число чистовых проходов становится равным 2.
Проходы. Этот параметр определяет количество черновых проходов. Можно задавать количество проходов или глубину одного прохода.
Тип обработки. В ADEM CAM существует несколько типов обработки для нарезания резьбы на токарных станках.
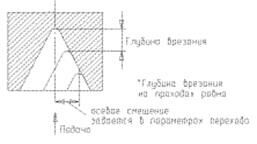
Профиль – получение резьбы методом подачи на врезание. Профиль инструмента должен соответствовать профилю резьбы.
Если Вам понравилась эта лекция, то понравится и эта - 13 Социальные институты и организации.
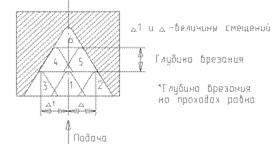
Смещение – получение резьбы методом смещенной подачи. Если смещение в переходе установили в «0», то система автоматически рассчитывает смещения на проходах для угла 60°. Расчет ведется из условия равенства снимаемого металла на проходах. При нарезании резьбы слева процессор также автоматически рассчитывает смещение на проходах – в данном случае величину смещения нужно установить в «–100».
Шестипроходная – получение резьбы методом смещенной подачи. Это один из видов двустороннего бокового врезания. В данном случае величины смещения рассчитываются автоматически. Нарезание резьбы происходит за шесть проходов.
Двустороннее смещение (боковое двустороннее врезание) - получение резьбы методом смещенной подачи.