
Управление процессом шлифовки внутренних поверхностей
Лекция № 12. 4.1.3. Управление процессом шлифовки внутренних поверхностей. Постановка задачи
К процессу шлифовки внутренних поверхностей в деталях часто предъявляются очень высокие требования. Для управления этим технологическим процессом используется система автоматического регулирования (САР), структурная схема которой показана на рис. 4.5.
Здесь используются следующие обозначения: МК - цифровой микроконтроллер для управления приводом станка на базе микропроцессора МС 68000 фирмы "Моторола" (США);  - нормальная сила шлифовки;
- нормальная сила шлифовки;  - тангенциальная сила шлифовки;
- тангенциальная сила шлифовки;  - электрический сигнал, подаваемый на шпиндель для шлифовки внутренних поверхностей;
- электрический сигнал, подаваемый на шпиндель для шлифовки внутренних поверхностей;  - радиальная скорость подачи. На управляющую ЭВМ возлагаются функции цифрового регулирования (вычисления управляющего воздействия ), а также адаптации процесса управления к действию параметрических возмущений.
- радиальная скорость подачи. На управляющую ЭВМ возлагаются функции цифрового регулирования (вычисления управляющего воздействия ), а также адаптации процесса управления к действию параметрических возмущений.
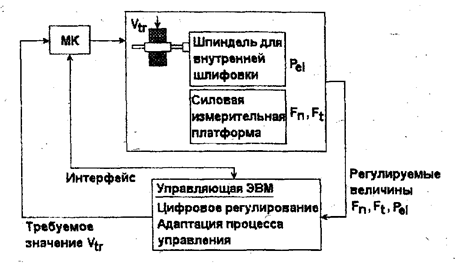
Рис. 4.5. Структурная схема САР
Традиционно задача адаптивного управления процессом шлифовки внутренних поверхностей решается путём идентификации параметров управляемого объекта с последующей настройкой параметров регулятора (рис. 4.6).
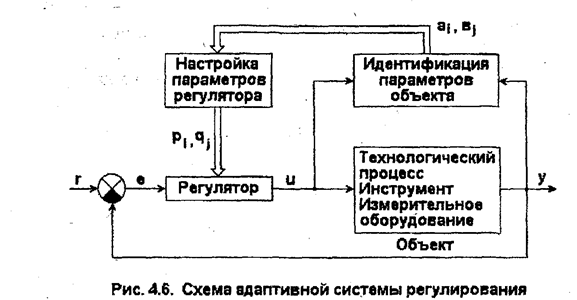
Здесь  ,
,  - коэффициенты числителя и знаменателя дискретной передаточной функции объекта
- коэффициенты числителя и знаменателя дискретной передаточной функции объекта  ;
;  ,
,  - коэффициенты числителя и знаменателя дискретной передаточной функции регулятора
- коэффициенты числителя и знаменателя дискретной передаточной функции регулятора  ;
;  -регулируемая величина (в зависимости от принятой программы регулирования, это
-регулируемая величина (в зависимости от принятой программы регулирования, это  или );
или );  - заданное значение регулируемой величины (уставка);
- заданное значение регулируемой величины (уставка);  - управляющее воздействие (скорость подачи инструмента ).
- управляющее воздействие (скорость подачи инструмента ).
Вместе с тем разработка алгоритма идентификации сопряжена в данном случае со значительными трудностями:
Рекомендуемые материалы
- процессы измерения сильно зашумлены;
- характеристики "вход - выход" объекта могут быть представлены с помощью математических зависимостей лишь приближенно;
- повышение порядка уравнений математического описания не дает желаемого эффекта и приводит к резкому увеличению сложности регулятора.
Принципиально иной подход к решению задачи управления процессом шлифовки обеспечивается на основе использования алгоритмов нечеткой логики.
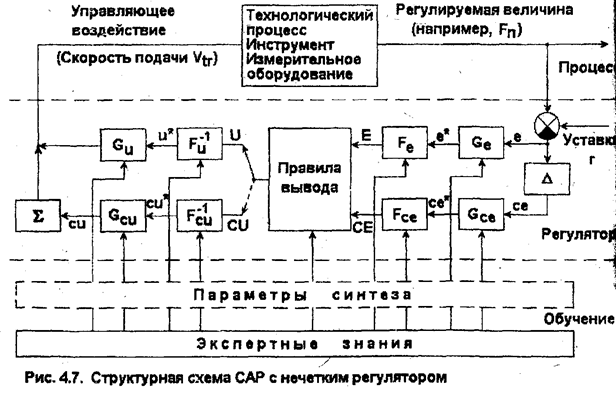
Сохраняя тот же состав оборудования, что и на рис. 4.5, существенно видоизменим набор алгоритмов управления, включив в них, помимо нечетких алгоритмов, также уровень обучения (развития) системы (рис. 4.7).
Здесь:  - значение сигнала ошибки в к - й момент времени;
- значение сигнала ошибки в к - й момент времени;
 - приращение сигнала ошибки за время
- приращение сигнала ошибки за время  ;
;
Люди также интересуются этой лекцией: 8. Методические указания к самостоятельному тестированию.
 - величина управляющего воздействия;
- величина управляющего воздействия;
 - приращение сигнала и за время Д;
- приращение сигнала и за время Д;
Е, СЕ, U и CU - лингвистические переменные, соответствующие значениям сигналов  ,
,  , и
, и  ;
;
 ,
,  ,
,  ,
,  - значения коэффициентов усиления, на которые умножаются значения , , и соответственно;
- значения коэффициентов усиления, на которые умножаются значения , , и соответственно;
 ,
,  - операции фаззификации четких значений , ;
- операции фаззификации четких значений , ;
 ,
,  - операции дефаззификации лингвистических переменных U и CU.
- операции дефаззификации лингвистических переменных U и CU.


















