Курсовая работа: Горизонтально-фрезерный станок с ЧПУ ИР500ПМФ4 для изготовления деталей типа корпус
Описание
Фрезерование представляет вид обработки резанием при помощи инструмента, называемого фрезой. Фреза является режущим инструментом с несколькими зубьями, каждый из которых представляет собой простейший резец. Фреза при вращении врезается зубьями в надвигающуюся на нее заготовку и каждым зубом срезает с ее поверхности стружку. После окончания прохода фреза снимет с обрабатываемой поверхности заготовки слой металла. Поверхность, полученная после прохода фрезы, называется обработанной поверхностью. Поверхность, образуемая на обрабатываемой заготовке непосредственно режущей кромкой фрезы, называется поверхностью резания.
В зависимости от расположения оси фрезы относительно обрабатываемой поверхности различают фрезерование цилиндрической фрезой и торцовой фрезой. Вращательное движение фрезы называется главным движением, а поступательное движение заготовки - движением подачи. Оба эти движения должны осуществляться фрезерным станком. Главное движение, т. е. вращение фрезы, определяется числом оборотов шпинделя станка в минуту, подача определяется величиной минутного перемещения стола станка с закрепленной на нем заготовкой относительно фрезы.
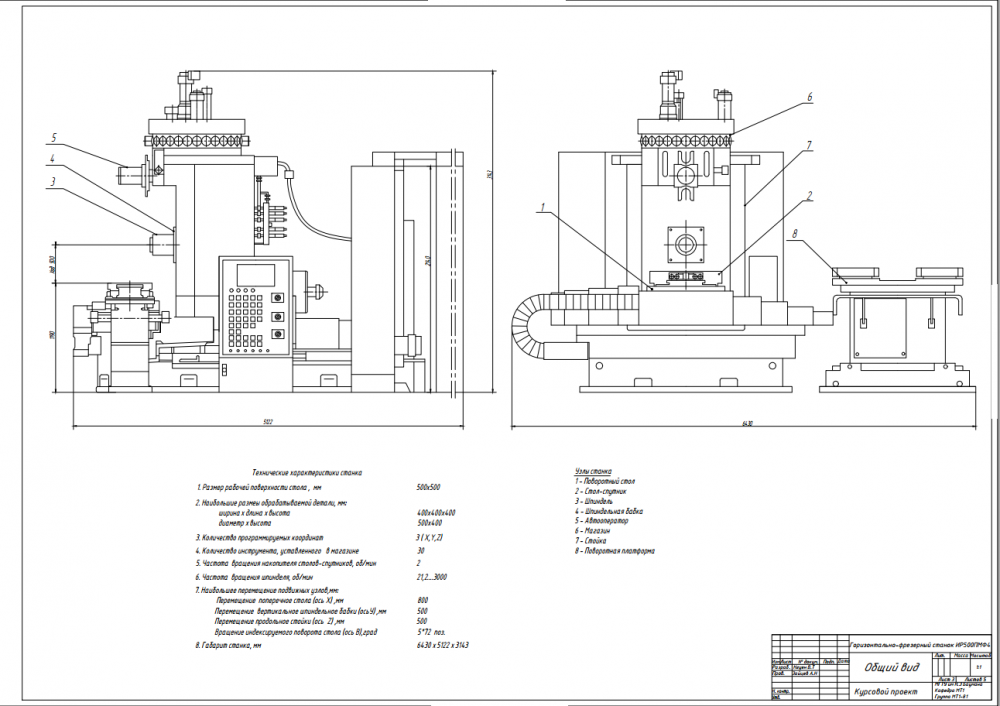
ИР500МФ4 многооперационный горизонтальный обрабатывающий центр -сверлильно-фрезерно-расточной станок с числовым программным управлением (ЧПУ), автоматической сменой инструмента (АСИ) и сменой обрабатываемых деталей предназначен для высокопроизводительной обработки корпусных деталей массой до 700 кг из конструкционных материалов от легких сплавов до высокопрочных сталей.
Широкий диапазон частоты вращения шпинделя и скоростей подач позволяет производить сверление, зенкерование, развертывание, растачивание точных отверстий, связанных координатами, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьбы метчиками.
Наличие поворотного стола, устанавливаемого с высокой точностью (±5 с через 5°), расширяет технологические возможности станка, позволяет обрабатывать соосные отверстия консольным инструментом.
Повышенная степень точности станка (класс П) обеспечивает обработку отверстий по 7, 8 квалитетам точности с шероховатостью поверхности Ra 2,5 мкм.
Высокая степень автоматизации вспомогательных функций станка включает автоматическую смену инструмента и обрабатываемых деталей, позволяет встраивать его в автоматическую линию с управлением от ЭВМ.
Все узлы станка смонтированы на жесткой Т-образной станине, которая является общим основанием.
Лобовая бесконсольная шпиндельная бабка расположена внутри портальной стойки.
Станок ИР500ПМФ4 имеет бесконсольную вертикально-подвижную шпиндельную бабку, расположенную внутри продольно-подвижной стойки, и поперечно-подвижный поворотный стол.
На верхнем торце стойки располагается инструментальный магазин барабаного типа, а у бокового торца станина на отдельном основании, монтируется поворотная (на 180о) платформа для двух столов-спутников.
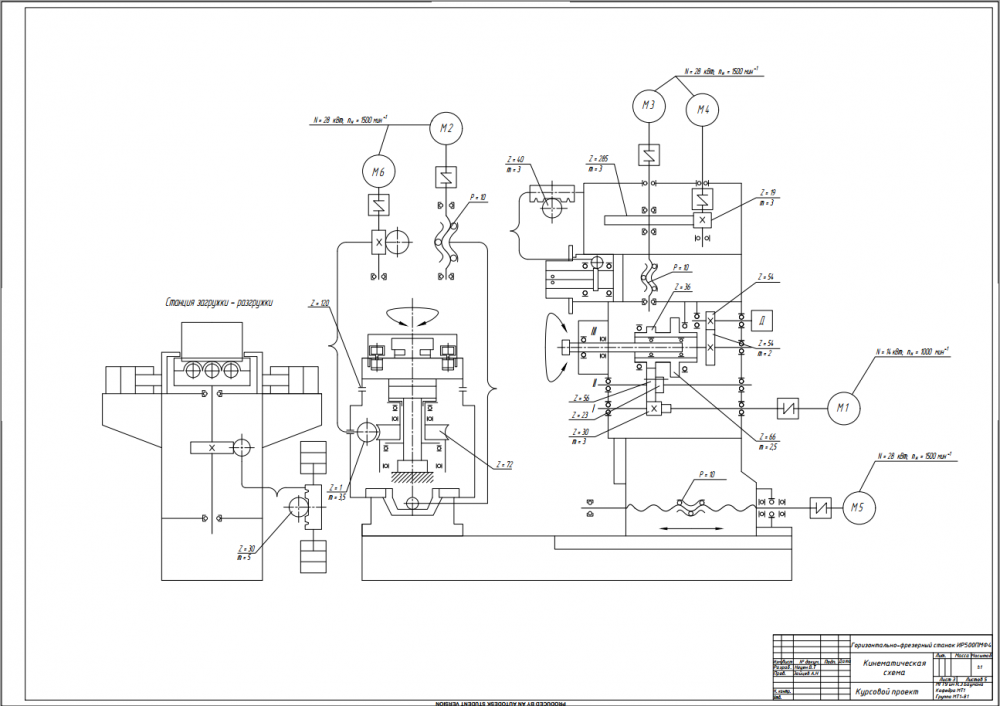
Станок предназначен для обработки корпусных деталей на столе с поверхносью 500х500 мм. Обработку производят инструментом, закрепленным в шпинделе, подачей стойки ( ось Z), шпинельной бабки (ось Y), и стола (ось Х).
Характеристики курсовой работы
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

 anhyeuem
anhyeuem