Для студентов МГТУ им. Н.Э.Баумана по предмету Элементы систем управления компьютерно-интегригованным производствомКурсовой проект на тему Проектирование автоматизированной производственной ячейки (модуля)Курсовой проект на тему Проектирование автоматизированной производственной ячейки (модуля)
2021-03-162021-03-16СтудИзба
Курсовая работа: Курсовой проект на тему Проектирование автоматизированной производственной ячейки (модуля)
-51%
Описание
Введение
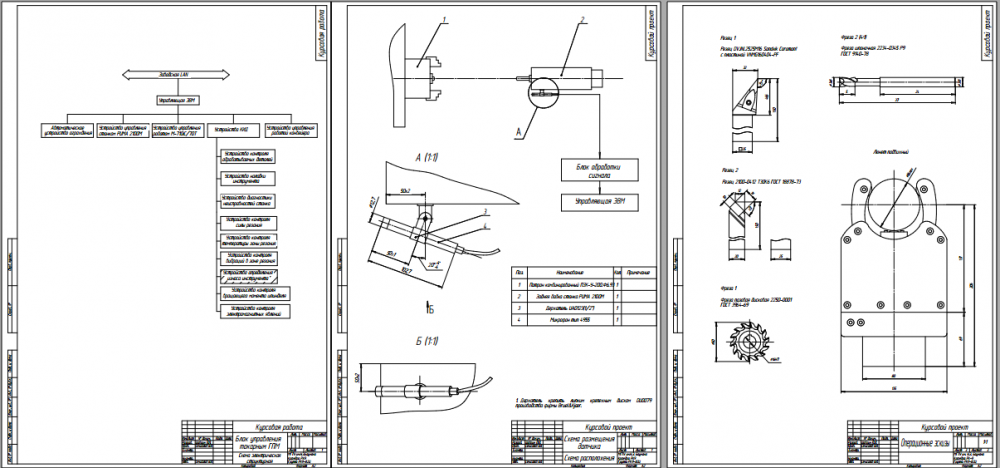
Технологический процесс изготовления детали типа «Винт», разработанный в рамках выполнения курсового проекта по дисциплине «Основы гибкой автоматизации», был основан на применении современных станков с ЧПУ для выполнения операций механообработки. Во многом благодаря этому трудоемкость изготовления детали снизилась в 8 раз, а оптимальный выбор заготовки уменьшил металлоемкость производства в 4 раза. Технологический процесс обладает рядом недостатков, главным из которых является слабая автоматизация как заготовительных, так и механообрабатывающих операций, что серьезно ограничивает рост производительности труда, существенно снижает гибкость производственной системы и сокращает номенклатуру выпускаемых изделий1. Гибкая производственная ячейка (модуль), разрабатываемая в рамках настоящего курсового проекта, позволит частично устранить недостатки технологического процесса и послужит основой для создания в дальнейшем ГПС более высокого уровня [8, 41]. ГПМ (ГПЯ) разрабатывается на основе операционной технологии одной из операций технологического процесса. Наиболее подходящей является операция 045 «Комплексная с ЧПУ». Выбор этой операции обусловлен следующим: • инфраструктура операции наиболее подготовлена к автоматизации; • операция более затратна по времени, по сравнению с другими операциями, следовательно эффект от её автоматизации будет наибольшим; • операция включает в себя отделочные переходы, для выполнения которых требуется высокая точность наладки инструмента и непрерывный контроль процесса обработки; • решения, примененные к операции 045, могут быть использованы для автоматизации операции 035; Автоматизация операции 045 повысит общую надежность и точность изготовления детали. Актуальность решаемой в курсовом проекте задачи обусловлена разнообразием и широким распространением деталей типа «Винт» и соответственно операций их механообработки.
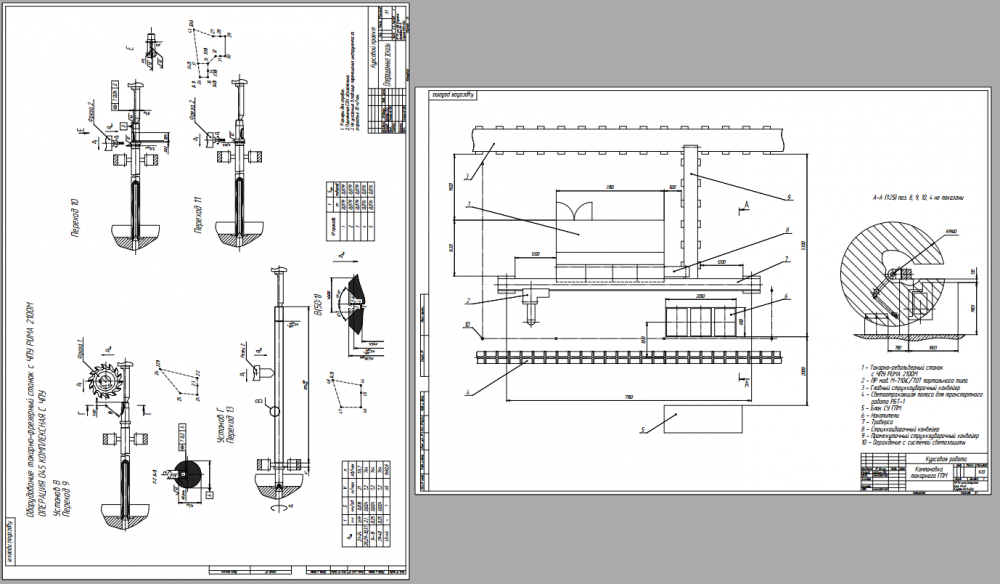
На основании операционной карты и операционных эскизов, разработанных в курсовом проекте на тему «Разработка технологического процесса изготовления детали типа винт» по дисциплине «Основы гибкой автоматизации», выполним анализ операции. Тип производства – единичный. Норма подготовительно-заключительного времени на операцию – 25,2 мин. Норма штучного времени на операцию – 20,4 мин. Обрабатываемая заготовка имеет размеры: max Ø15 мм и длина 265 мм. Масса заготовки не более 0,3 кг, масса готовой детали 0,23 кг. Материал - сталь 40ХН2МА ГОСТ 4543-71. Твердость поверхности 28-32 HRC
![]()
![]()
![]()
![]()
![]()
Технологический процесс изготовления детали типа «Винт», разработанный в рамках выполнения курсового проекта по дисциплине «Основы гибкой автоматизации», был основан на применении современных станков с ЧПУ для выполнения операций механообработки. Во многом благодаря этому трудоемкость изготовления детали снизилась в 8 раз, а оптимальный выбор заготовки уменьшил металлоемкость производства в 4 раза. Технологический процесс обладает рядом недостатков, главным из которых является слабая автоматизация как заготовительных, так и механообрабатывающих операций, что серьезно ограничивает рост производительности труда, существенно снижает гибкость производственной системы и сокращает номенклатуру выпускаемых изделий1. Гибкая производственная ячейка (модуль), разрабатываемая в рамках настоящего курсового проекта, позволит частично устранить недостатки технологического процесса и послужит основой для создания в дальнейшем ГПС более высокого уровня [8, 41]. ГПМ (ГПЯ) разрабатывается на основе операционной технологии одной из операций технологического процесса. Наиболее подходящей является операция 045 «Комплексная с ЧПУ». Выбор этой операции обусловлен следующим: • инфраструктура операции наиболее подготовлена к автоматизации; • операция более затратна по времени, по сравнению с другими операциями, следовательно эффект от её автоматизации будет наибольшим; • операция включает в себя отделочные переходы, для выполнения которых требуется высокая точность наладки инструмента и непрерывный контроль процесса обработки; • решения, примененные к операции 045, могут быть использованы для автоматизации операции 035; Автоматизация операции 045 повысит общую надежность и точность изготовления детали. Актуальность решаемой в курсовом проекте задачи обусловлена разнообразием и широким распространением деталей типа «Винт» и соответственно операций их механообработки.
На основании операционной карты и операционных эскизов, разработанных в курсовом проекте на тему «Разработка технологического процесса изготовления детали типа винт» по дисциплине «Основы гибкой автоматизации», выполним анализ операции. Тип производства – единичный. Норма подготовительно-заключительного времени на операцию – 25,2 мин. Норма штучного времени на операцию – 20,4 мин. Обрабатываемая заготовка имеет размеры: max Ø15 мм и длина 265 мм. Масса заготовки не более 0,3 кг, масса готовой детали 0,23 кг. Материал - сталь 40ХН2МА ГОСТ 4543-71. Твердость поверхности 28-32 HRC


Характеристики курсовой работы
Учебное заведение
Семестр
Просмотров
12
Покупок
0
Размер
1,99 Mb
Список файлов
- Курсовой проект на тему Проектирование автоматизированной производственной ячейки (модуля).pdf 2,33 Mb

Ваше удовлетворение является нашим приоритетом, если вы удовлетворены нами, пожалуйста, оставьте нам 5 ЗВЕЗД и позитивных комментариев. Спасибо большое!
 anhyeuem
anhyeuem
16 марта 2021 в 00:09
















