ВКР: Многоцелевой станок с ЧПУ для изготовления детали общего машиностроения ВКР / Дипломная работа (МТ-1)
Описание
АННОТАЦИЯ
Расчетно-пояснительная записка содержит листа формата А4, включает в себя 146 страниц, 17 таблиц, 50 рисунков, 17 литературных источников.
В дипломной работе рассмотрены вопросы проектирования и расчета гибкого производственного модуля (ГПМ), построенного на базе 5-х координатного многоцелевого станка класса точности «П » с числовым программным управлением (ЧПУ), для изготовления детали общего машиностроения.
Проработана конструкция основных узлов ГПМ: шпиндельный узел, привод подач (оси Х), инструментальный магазин. Их сборочные чертежи представлены в графической части проекта. Произведен ряд расчетов основных параметров конструкций.
В технологической части проекта представлены: чертеж типовой детали – корпуса, эскизы переходов обработки детали. В расчетно-пояснительной записке приведен расчет режимов обработки детали.
В исследовательской части приведен проектирование и расчет несущей системы станка с ЧПУ. Проведен расчет статических и динамических характеристик несущей системы станков с ЧПУ в ANSYS.
В организационно-экономической части приведен планирование и расчет затрат, требуемых на модернизацию существующего технологического оборудования, и обоснование экономической эффективности его внедрения.
В разделе «Охрана труда » проведен анализ выбранного рабочего места и установлено, источником каких факторов является данный объект. Проведен анализ фактора освещенности, проведена оценка освещенности в существующем рабочем месте; установлена норма освещенности, необходимая для проведения обработки на станке. В разделе «Охрана окружающей среды » проведен анализ воздействия на окружающую среду при работе на многоцелевом станке с ЧПУ и проведен расчет систем очистки сточных вод от механических примесей.
ВВЕДЕНИЕ
В настоящее время большинство машиностроительных и приборостроительных предприятий выпускают продукцию небольшими сериями или в виде единичных изделий. Поэтому для осуществления в широких масштабах автоматизации в машиностроении нужны автоматизированные, производительные станки способные работать и давать максимальную отдачу в условиях мелкосерийного и единичного производства. Подобные станки должны обладать универсальностью станков с ручным управлением и иметь надежную систему автоматического управления, которая позволяет перестраивать технологический процесс при переходе от обработки одной детали к другой с минимальными затратами.
Один из выходов из данной ситуации – это использование многоцелевой станок с ЧПУ с числовым программным управлением и автоматической сменой инструмента. Наибольший эффект, при обработке деталей на данных станках, получается при обработке корпусных деталей, которые имеют сложные криволинейные поверхности, отверстия, в том числе с резьбой пазы и канавки и т.п. Станки этого типа способны обеспечивать высокую точность и чистоту обрабатываемой поверхности.
Широкое применение многоцелевых станков с ЧПУ обосновано тем, что они позволяют осуществлять обработку корпусных деталей средней и повышенной сложности, а также могут быть использованы для обработки различных фланцев, деталей цилиндрической формы, имеющих различного рода выточки, пазы, отверстия, скосы и т.д. Круг обрабатываемых материалов очень широк. Мощные привода подач и главного движения дают возможность подобрать оптимальный режим обработки той или иной детали.
1. Обзор и анализ узлов базового станка
1.1. Анализ компоновочного решения
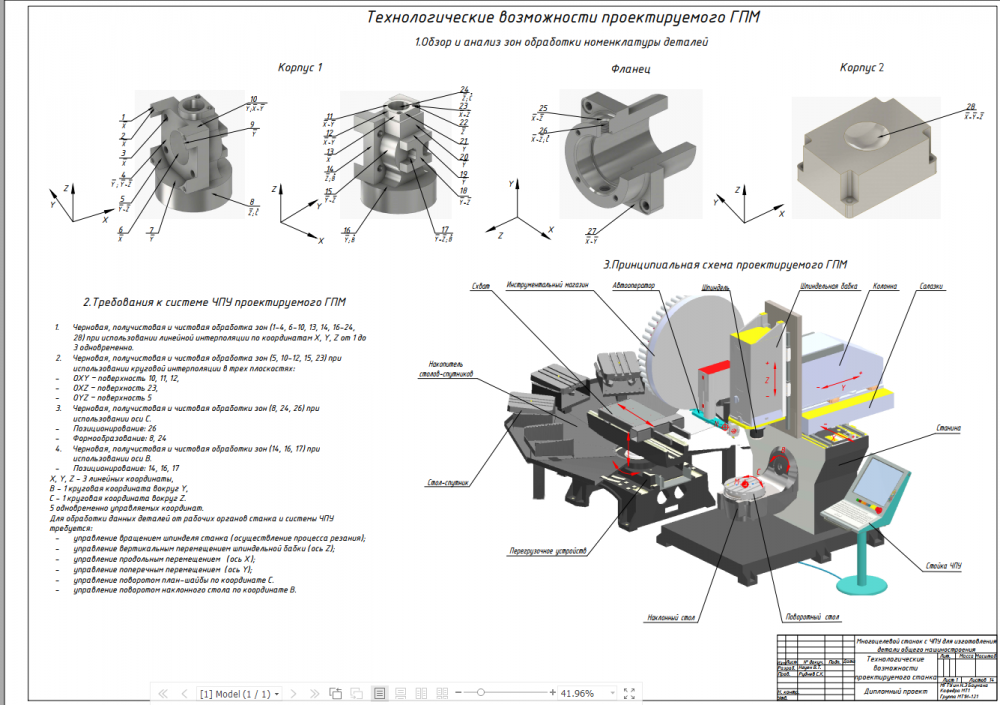
Объектом проектирования является ГПМ построенный на базе многоцелевого 5-х координатного станка с ЧПУ для обработки корпусных деталей размеров 400х300х300 мм по 7 квалитету точности с шероховатости 1,25, имеющих сложные поверхности, требующих проведения линейной интерполяции по 3-м координатам X, Y, Z и круговой интерполяции по 2-м координатам Y, Z.
Компоновочное решение проектируемого ГПМ следующее:
Для обработки подобных корпусных деталей станок для подвода шпиндельного узла может иметь горизонтальную или вертикальную компоновку. Вертикальная схема расположения шпиндельного узла (перемещение по оси Z) выбрана вследствие меньших занимаемых размеров, удобства написания управляющих программ и рациональности использования для деталей типа «корпус » , т.к. оборудование с ЧПУ используется для обработки большой номенклатуры деталей.
Для обработки на станке корпусных деталей средних размеров с 5-х сторон без переустановок необходим наклонно-поворотный стол. Переход на новую номенклатуру деталей производиться сменой управляющих программ.
С целью увеличения производительности базовый вариант станка должен быть оснащен автоматической системой смены столов спутников. Основными критериями выбора компоновки системы смены столов спутников являются скорость смены спутников, компактность и вместимость накопителя столов спутников. Для повышения степени автоматизации процесса обработки и для перехода к безлюдному производству требуются эффективные решения, позволяющие автоматический вызов и накопление палет с заготовками. Системы идентификации паллеты позволяют однозначное определение и быстрый вызов программы обработки. Перегрузочные устройство у накопителя служит для переналадки заготовок и введения их в цикл автоматической обработки.
Существует много видов компоновок инструментального магазина – горизонтальная и вертикальная, консольное подвижное и статичное положение, круговое расположение инструмента или стеллажное, с использованием манипулятора и без него. Выбираем инструментальный магазин барабанного типа с манипулятором.
1.2. Анализ конструкции
Шпиндельный узел
В данной конструкции используется интегрированный мотор-шпиндель. Двигатель является составной частью корпуса шпинделя. Подобная конструкция обеспечивает высокие скорости вращение шпинделя и отсутствие дополнительных узлов посредников. Несмотря на то, что при использовании мотора-шпинделя невозможно развить большие мощности, для обработки деталей данного типоразмера, высокой точности и высокого квалитета шероховатости, применение такой конструкции полностью оправдано.
В качестве опор используются пара шариковых подшипников с угловым контактом. Подшипники предварительно нагружены для восприятия как осевых, так и радиальных нагрузок. Недостатками конструкции является необходимость высокой точности изготовления, регулировка предварительного натяга, изменение рабочего натяга в процессе эксплуатации, быстрое изнашивание.
Привод подач
Для обеспечения перемещения стола и салазок станка используется высокомоментный электродвигатель постоянного тока с встроенным тормозом. Он имеет не достаточно высокие динамические характеристики и обеспечивает не высокую скорость перемещения рабочего органа. Современный уровень развития требует использование двигателей с предельно высокими динамическими характеристиками, поэтому предпочтение отдается приводам подач, характеризующимися широким диапазонов бесступенчатого регулирования, с синхронными двигателями с возбуждением постоянными магнитами. Максимальная скорость такого привода до 90 000 мм/мин.
Подшипники предварительно нагружены для восприятия как осевых, так и радиальных нагрузок. Недостатком конструкции являются необходимость высокой точности изготовления, регулировка предварительного натяга, изменение рабочего натяга в процессе эксплуатации, быстрое изнашивание. В связи с этим оправдано применение комбинированного подшипника. Он обеспечивает более высокую точность и радиальную жесткость.
Для передачи крутящего момента с вала двигателя на ходовой винт используется сильфонная муфта, она хорошо компенсирует угловые и осевые смещения, возникающие вследствие погрешности установки двигателя и опор ходового винта.
Наклонно-поворотные столы
Поворот стола осуществляется короткозамкнутыми асинхронными двигателями переменного тока с частотным методом регулирования. Опорами служат комплект радиальных – упорных роликовых подшипников.
Обратная связь производится с помощью кругового импульсного фотоэлектрического датчика ЛИР, установленного на червяке. Принцип действия основан на фотоэлектронном сканировании штриховых растров. Поток излучения светодиода модулируется растровым сопряжением, создаваемым перемещающимися относительно друг друга растровой шкалой и индикаторной пластиной с растровым анализатором, и регистрируется фотодиодом.
ЛИР обеспечивает точное угловое вращение наклонно-поворотного стола – +/-100о.
Редуктор состоит из червяка и червячного колеса. Гидравлический тормоз обеспечивает фиксирование стола после его поворота в заданное угловое положение.
Система смены инструмента
Для такого станка используют механизмы смены инструментов вертикальных станков типа рука с инструментальным магазином барабанного типа. Поворот магазина осуществляется с помощью гидромотора. Вращение от гидромотора через муфту передается на вал, от него вращение передается на корпус магазина.
Для поиска нужного инструмента в магазине используется электронная система кодирования самих хвостовиков с инструментом. Инструменты в этом случае могут устанавливаться в любой последовательности и в любое место магазина. В качестве носителя кода используется микроэлемент, функционирующий как запоминающее устройство и не требующий никакого.
Система смены столов-спутников
Присутствует две фазы: загрузка на станок стола-спутника с заготовкой и замена стола-спутника с обработанной деталью на стол со следующей заготовкой.
Устройство смены столов представляет из себя подъемно-вращательное устройство, посредством которого происходит смена столов спутников за короткое время - 5 секунд при максимальной загрузке.Технологическая задача приветствует лишь в тех случаях, когда основной рабочий процесс сам становится объектом управления в целях его поддержания либо оптимизации.
Выбранная СЧПУ осуществляет реализацию активного контроля при помощи специальных измерительных щупов
Датчики касания Renishaw могут использоваться на обрабатывающих центрах и фрезерных станках с ЧПУ для привязки заготовки и измерения детали в процессе ее изготовления.
Контактные измерения позволяют отказаться от использования дорогостоящих зажимных приспособлений и длительной процедуры выставления заготовки относительно осей станка вручную с помощью циферблатных индикаторов.
Устанавливаемые в шпиндель датчики касания могут применяться для измерения размеров заготовки в процессе ее обработки и для контроля первой обработанной после переналадки станка детали, в то время как успешное использование ручных измерительных приспособлений зависит от навыков оператора, а перенос детали со станка на КИМ не всегда целесообразен.
В настоящее время практически все металлорежущие станки с ЧПУ оснащаются измерительными системами. Измерительные системы позволяют многократно сократить число брака и простои технологического оборудования на производстве, связанные с выполнением контроля и наладки вручную.
Методы контроля классифицируются по временной последовательности изготовления детали:
Рисунок 5.1. Классификация методов контроля по временной последовательности
5.2. Базовые элементы технологического процесса
Виды контроля, представленные на самом нижнем уровне, направлены на обеспечение максимальной стабильности параметров среды, в которой осуществляется технологический процесс. Такие профилактические проверки позволяют устранять некоторые причины колебаний параметров, влияющих на процесс обработки.
Виды проверок, относящихся к уровню базовых элементов технологического процесса:
- Проектирование с учетом пригодности для массового производства
- Контроль входных характеристик процесса
- Контроль стабильности параметров окружающей среды
- Системный подход к выбору последовательности операций (технологического маршрута)
- • Оптимизация состояния станка
5.3. Контроль перед обработкой
Настройка на технологические операции представляет собой ряд операций, выполняемых на станке непосредственно перед резкой металла; осуществление таких операций позволяет прогнозировать успешное выполнение технологического процесса.
При наладке инструмента:
- определяется длина от базовой поверхности шпинделя с целью задания коррекции на высоту и для проверки того, соблюдается ли допуск на длину;
- определяется диаметр при вращении с целью задания коррекции на размер инструмента
При установке заготовка:
- выполняется идентификация заготовки с целью выбора соответствующей программы в системе ЧПУ;
- устанавливается положение базового элемента для задания рабочей системы координат;
- определяется размер заготовки для того, чтобы установить характеристики оставшегося припуска и последовательность черновых проходов;
- осуществляется ориентация заготовки (относительно осей станка) с целью задания поворота системы координат.
При наладке станка:
- выставляются поворотная ось, делительно-поворотный стол или крепежная оснастка, необходимая для выполнения установки и фиксации деталей;
- устанавливается положение центра поворота делительно-поворотного стола и/или контрольные точки на крепежных приспособлениях.
Контроль наличия заготовки и определение ее размеров осуществляют при помощи контактного измерительного щупа, установленного в шпинделе станка.
5.4. Контроль в процессе обработки
Данный вид контроля широко используется на станках с адаптивной системой управления. Такие станки оснащены большим количеством датчиков, передающих информацию системе ЧПУ для адаптивного контроля процессом обработки.
Контроль в процессе обработки включает в себя действия, сопровождающие процесс резки металла и автоматически обеспечивающие учет состояния металла, колебаний параметров процесса резки и непредвиденных событий. Тем самым создаются условия для успешного выполнения операций.
Контроль в процессе обработки:
- позволяет при резке металла учитывать изменения параметров процесса обработки, например деформацию детали, отклонение инструмента и тепловой эффект;
- позволяет обновлять системы координат, параметры, значения коррекции и алгоритм выполнения программы с учетом фактического состояния металла.
5.5. Контроль после обработки
Послеоперационный контроль соответствует действиям по мониторингу и составлению отчетов, что дает информацию о результатах завершенных операций и может быть использовано в последующей работе.
Регистрация событий в ходе технологического процесса:
- позволяет фиксировать события, имевшие место в процессе обработки, например, изменение вручную или автоматически параметров процесса, значений коррекций и систем координат;
- включает записи о тех случаях вмешательства в выполнение операций, которые могут влиять на конечный результат.
Выполнение проверки на станке:
- позволяет контролировать критические элементы деталей при тех же условиях окружающей среды, при которых выполняется резка металла;
- дает уверенность в устойчивом характере процесса обработки.
При контроле готовых деталей:
- составляются отчеты о степени соответствия детали установленным требованиям;
- ведется отслеживание во времени размеров критических элементов детали с целью мониторинга состояния станка и определения графика планового техобслуживания.
5.6. Выбор ИП для установки на станок
Для измерения положения приспособления, заготовки и готовой детали необходимо средство измерения с точностью на порядок выше измеряемой величины. Из этих соображений выбран щуповая головка с резистивными контактными датчиками модели RMP60 фирмы Renishaw.
Рисунок 5.2 Резистивный контактный датчик модели RMP60
Модель RMP60 представляет собой компактный датчик, устанавливаемый в шпиндель, с передачей сигнала по радиоканалу. Этот датчик предназначен для автоматизированной привязки деталей и их контроля в процессе обработки на обрабатывающих центрах, включая пятикоординатные станки.
В датчике RMP60 традиционная конструкция резистивных контактных датчиков с механической системой срабатывания реализована совместно с уникальной системой радиопередачи по методу частотных скачков (FHSS), обеспечивающей высокую надежность связи. Этот датчик особенно полезен в современных механических цехах и неблагоприятных условиях окружающей среды, когда не всегда можно сохранять прямую видимость между датчиком и интерфейсом.
Основные характеристики и преимущества:
- Испытанный на практике кинематический механизм
- Надежная радиопередача по методу частотных скачков (FHSS)
- Допускаемый во всем мире диапазон частот 2,4 ГГц – соответствие нормативным требованиям к радиосвязи на всех крупных рынках
- Компактная конструкция
- Различные варианты включения и регулируемое усилие срабатывания
- Повторяемость: 1,00 мкм (2σ)
На рисунке 5.3 показаны габаритные и установочные размеры датчика Renishaw RMP60.
Рисунок 5.3 Габаритные и установочные размеры датчика Renishaw RMP60
Для измерения параметров инструмента выберем устройства контактной наладкии иструмента TS27R фирмы Renishaw и устройства бесконтактной наладкии иструмента NC4 фирмы Renishaw.
Устройства контактной наладкии нструмента TS27R фирмы Renishaw
TS27R является стандартным контактным датчиком для наладки инструмента на обрабатывающих центрах. Благодаря компактному дизайну и устойчивости к внешним воздействиям, этот датчик легко установить непосредственно на стол станка или, при необходимости, на монтажную скобу.
Рисунок 5.4 Устройства контактной наладкии нструмента TS27R
Конструктивные особенности и преимущества TS27R:
- Недорогой датчик для наладки инструмента на различных обрабатывающих центрах
- Точное измерение длины и диаметра инструмента на станках
- Контактный щуп снабжен специальным ломким предохранителем для защиты датчика от повреждения в случае столкновения его щупа с препятствием
Рисунок 5.5 Габаритные и установочные размеры датчика Renishaw TS27R
Основные характеристики и преимущества:
- Испытанный на практике кинематический механизм
- Проводная связь, устойчивая к помехам
- Недорогое устройство наладки инструмента на различных обрабатывающих центрах
- Повторяемость: 1,00 мкм (2σ)
Устройства бесконтактной наладкии иструмента NC4 фирмы Renishaw.
NC4 является универсальной системой для наладки инструмента, состоящей из сверхкомпактных источника и приемника лазерного излучения, которые могут устанавливаться в виде раздельных блоков или входить в состав единого модуля. Эта система позволяет выполнять скоростную бесконтактную наладку инструмента и определение его поломки даже на таких станках, на которых ранее это не представлялось возможным.
Система NC4 позволяет выполнять скоростную бесконтактную наладку инструмента и определение его поломки на разнообразных обрабатывающих центрах. В этой системе, которая поставляется в совмещенном и раздельном вариантах, применяется уникальная технология защиты MicroHole, а также надежная инновационная система PassiveSeal™, обеспечивающая защиту класса IPX8 от воздействия факторов окружающей среды.
Основные характеристики и преимущества
- Высокая точность измерения длины и диаметра инструмента
- Режим сверхбыстрого определения поломки инструмента
- Измерение и обнаружение неисправного инструмента диаметром от Ø0,03 мм (в зависимости от расстояния и способа монтажа)
- Компактная конструкция идеально подходит для тех станков, на которых невозможно использовать бесконтактные системы больших размеров
- Надежная работа в самых неблагоприятных условиях
- Повторяемость ±0,10 мкм (2σ)
Рисунок 5.6 Компактная совмещенная система
Рисунок 5.7 Модульная совмещенная система
5.7. Цикл измерения вылета и диаметра инструмента
Методика измерения целостности инструмента, вылета L и диаметра D приведена на рисунке 5.8 . Перед началом цикла рабочие органы станка должны выйти в точку 1. Инструмент перемещается в точку 2 до касания со щупом, затем отводится в точку 3 и на медленной подаче перемещается в точку 4 до касания. В точке 4 фиксируется координата Z и вычисляется вылет инструмента L. Далее инструмент отводится в точку 5, включается вращение шпинделя, инструмент перемещается по траектории 5 – 6 – 7 – 8 до касания, затем отводится в точку 9 и на медленной подаче перемещается в точку 10 до касания. В точке 10 фиксируется координата Х и вычисляется диаметр инструмента D. Система ЧПУ автоматически сохраняет результаты измерения в памяти для использования в УП. Цикл завершается возвращением инструмента в точку начала цикла по траектории 10 – 11 – 12 – 13.
Файлы условия, демо
Характеристики ВКР
 МГТУ им. Н.Э.Баумана
МГТУ им. Н.Э.БауманаСписок файлов

 anhyeuem
anhyeuem


















