
Технологические процессы заготовительного производства
Технологические процессы заготовительного производства
Обработка металлов давлением
Выделяют две группы видов обработки давлением:
1. Для получения заготовок постоянного поперечного сечения по длине (прутков, проволоки, лент, листов, сортового проката). Используются в качестве заготовок для обработки резанием или предварительной обработки давлением.
2. Для получения заготовок, имеющих приближенную к готовым деталям форму и размеры.
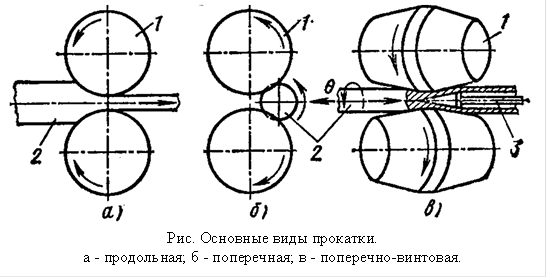
Прокатное производство
Имеет огромное значение для машиностроения (до 90% стали подвергается прокатке.
Основные виды прокатки:
 |
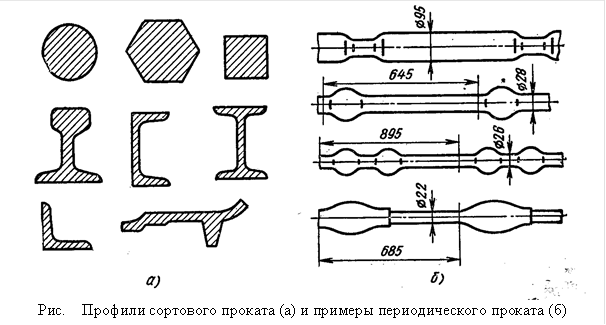
Продукция прокатного производства:
Сортовой прокат:
- простой геометрической формы (круг, квадрат, шестигранник);
Рекомендуемые материалы
- фасонный (швеллер, двутавр, рельс, уголок и т.д.)
Примечание: для цветных металлов используется преимущественно прокатка на простые профили.
Листовой прокат:
Классифицируется по области применения и по толщине:
По области применения:
- электротехнический лист;
- судостроительный;
- котельный;
- автолист;
- консервная жесть и т.п.
По толщине:
- бронеплиты (460 - 550 мм);
-  толстолистовой (4 - 160 мм);
толстолистовой (4 - 160 мм);
- тонколистовой (0,2 - 4 мм);
- фольга (< 0,2 мм).
Трубы стальные:
- бесшовные (Æ30 - 650 мм);
- сварные (Æ10 - 1420 мм)
Специальные виды проката:
- колеса;
- кольца;
- периодические профили.
Использование прокатной продукции:
- в металлоконструкциях;
- в заготовках для механической обработки;
- в заготовках для поковок, штамповки и т.д.
Ковка
Ковка - вид горячей обработки металлов давлением при котором металл деформируется с помощью универсального инструмента. Ковка является единственно возможным способом изготовления тяжелых заготовок (до 250 т) типа валов гидрогенераторов, турбинных дисков, корабельных коленвалов и т.д.
Поковки меньшей массы (десятки и сотни кг) могут быть изготовлены ковкой и штамповкой, для единичного и ремонтного производства более целесообразно применять ковку, т.к. для нее используется универсальный инструмент (в отличие от штампов - специального инструмента).
Заготовки для ковки: слитки (массой до 320 т) и сортовой прокат.
Разновидности ковки: ручная (с помощью наковальни и кувалды), используется в единичном и ремонтном производстве; машинная (на молотах или прессах).
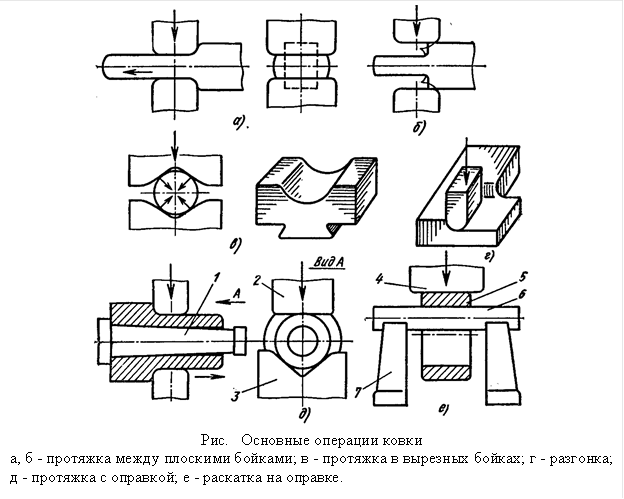
Основные операции ковки:
· Протяжка - операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения;
· Осадка и высадка - операции уменьшения высоты заготовки при увеличении площади поперечного сечения;
· Разгонка - операция увеличения ширины части заготовки за счет уменьшения ее толщины;
· Протяжка с оправкой - операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенок;
· Раскатка на оправке - операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки;
· Прошивка - операция получения полостей в заготовке за счет внедрения в нее специальных инструментов;
· Отрубка - операция удаления части заготовки по незамкнутому контуру;
· Гибка - операция придания заготовке изогнутой формы по заданному контуру;
· Скручивание - разворот части заготовки вокруг продольной оси;
· Штамповка в подкладных штампах - применяется для изготовления поковок небольшими партиями.
Горячая объемная штамповка
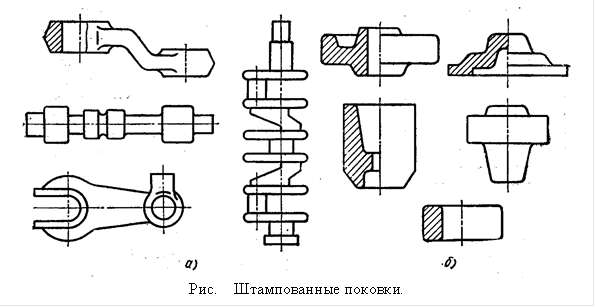 |
Горячая объемная штамповка - это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляется с помощью специального инструмента - штампа.
Заготовками служат сортовой и периодический прокат.
Отличия штамповки от ковки:
· получение деталей более сложной конфигурации;
· меньшие допуски (в 3 - 4 раза);
· выше производительность обработки (до десятков и сотен поковок в час);
·
 |
используется специальный инструмент (штамп)
· большие усилия деформации.
Проектирование поковки (штамповки) и технологии ее изготовления.
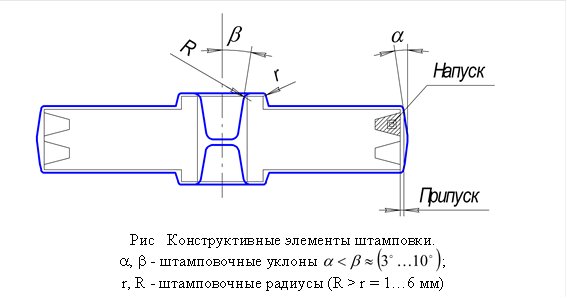
Припуск - слой металла, подлежащий удалению при механической обработки для получения требуемых размеров и качества поверхности.
Допуск - допустимое отклонение от номинального размера поковки проставленного на чертеже.
Напуск - объем металла, добавляемого к поковке сверх припуска для упрощения ее формы и, следовательно, процесса ковки или конструкции штампа.
Штамповочные уклоны - конструктивный элемент, добавляемый для облегчения извлечения заготовки из штампа.
Особенности технологии изготовления поковок (штамповок). Для заготовок простой конфигурации без перепадов по сечению используется одноручьевая штамповка. Для сложных фасонных поковок используется многоручьевая штамповка, предварительную формовку заготовки производят в заготовительных ручьях:
В лекции "3 Применение биологически активных добавок в пищевых технологиях" также много полезной информации.
· Протяжной - служит для увеличения длины отдельных участков заготовки;
· Подкатной - служит для местного увеличения сечения заготовки за счет уменьшения сечения рядом лежащих слоев;
· Пережимной - служит для уширения заготовки поперек ее оси, а также для придания заготовке формы в продольном сечении, облегчающей заполнение полости следующего ручья.
· Формовочный - сходен с пережимным, его применяют для придания заготовке формы поковки, которую она имеет в плоскости разъема штампа;
· Гибочный - используется только при штамповке поковок, имеющих изогнутую ось
Штамповочные ручьи: черновые (для снижения износа чистовых ручьев) и чистовые (для получения готовой поковки, точно соответствует ей по форме).



















