
Штамповка на молотах
6 Штамповка на молотах
Особенности процесса штамповки на молотах
Штамповка на молотах осуществляется в открытых и закрытых штампах. В основном используются паровоздушные штамповочные молоты. Верхний штамп крепится к бабе молота, а нижний к штамподержателю, закрепленному на шаботе. Ход жесткий, конструируется так, чтобы половинки сомкнулись по плоскости соударения. (практически между штампами остается небольшой зазор).
Виды штамповки на молотах
1. Штамповка катаной заготовки производится во многоручьевом штампе. В нем выполняются заготовительные ручьи для придания заготовке переходных форм перед штамповкой в окончательном ручье. Штамповку производят с одного нагрева. Производительность процесса высока. Штамп простой и дешевый.
2. Расчлененная штамповка, производится в штампах на рядом стоящих молотах. Штамповка с одного нагрева. Применяется только в массовом производстве (переналадка затруднительна).
3. Штамповка кованой заготовки. В штампе только окончательный ручей, а заготовку отковывают на другом оборудовании( при этом часто используются пневматические молоты).
Кроме того объемную штамповку разделяют на два вида:
· Штамповка осадкой в торец.
Рекомендуемые материалы
· Штамповка плашмя.
Штамповка на молотах в закрытых штампах
При штамповке в открытых штампах получают более 10-50% отхода материала в заусенец и в некоторых случаях на клещевину. Для устранения этого дефекта применяют штамповку в закрытых штампах на молотах. Замок создает направление верхнему штампу по сравнению с нижним.
Зазор в замке невелик. Поэтому заусенец мал или его нет.
Преимущества штамповки в закрытых штампах
· Экономия металла в связи с исключением отходов металла на заусенец и в клещевину;
· Снижение трудоемкости;
· Сокращается технологический цикл;
· Экономится энергия.
Энергия удара почти вся идет на деформирование поковки. Более благопри-ятная схема деформации.
Недостатки штамповки в закрытых штампах
· Низкая стойкость штампов;
· Поломки штампа по сечению а-а;
· Подсадка выступа нижнего штампа;
· Может разрушить штамп торцевой заусенец;
· Высокие давления в полости создают разгарные трещины;
· Ограниченность форм поковок, которые можно штамповать данным способом.
Штампуются поковки типа шестерен, фланцев, стаканов. Можно штамповать простые, удлиненные в плане поковки.
Штамповочные ручьи.
1 Открытый окончательный чистовой ручей, служит для получения готовой поковки с заусенцем и представляет собой точный оттиск формы горячей поковки с расположенной вокруг заусенечной канавкой. Поковки, получаемые в закрытых окончательных ручьях бывают в основном осесимметричные, круглые в плоскости разъема. Ручей делают без компенсатора.
2. Предварительный ручей. Служит для уменьшения износа открытого окончательного ручья за счет придания заготовке формы, близкой к окончательной.
3.Заготовительно-предварительный ручей. Применяют взамен предварительного ручья для штамповки поковок сложной формы.
Заготовительные ручьи.
Формовочный, гибочный, прижимной, подкатной, протяжной заготовительные ручьи применяются при штамповке поковок удлиненных в плоскости разъема.
1. Формовочный ручей.
Служит для придания заготовке формы, соответствующей форме поковки в плоскости разъема, если при этом не требуется ни больших изменений поперечного сечения заготовки, и значительных перемещений металла вдоль оси.
2. Гибочный ручей.
Используется для гибки заготовок в целях придания ей формы в плоскости разъема ( служит для гибки заготовок).
3. Пережимной ручей.
Ручей служит для неравномерного по длине уширения заготовки и незначительно перераспределения металла вдоль оси.
4. Подкатной ручей.
Он служит для значительного увеличения одних поперечных сечений за счет уменьшения других и распределением металла вдоль оси заготовки.
5. Протяжной ручей.
Служит для протяжки отдельных участков заготовки. Применяются открытые и закрытые ручьи.
6. Площадка для осадки.
Существуют плоская и фасонная площадки. Служат для осадки в торец исходной заготовки перед обработкой в штамповочных ручьях. Осадку применяют для штамповки круглых и квадратных в плоскости разъема заготовок. Для предохранения от износа и во избежание зажимов.
7. Отрубной ручей.
Служит для отделения от прутка исходной заготовки, если её штампуют последовательно, более чем на две поковки.
Выбор переходов штамповки.
Выбор переходов зависит о формы и размеров поковки и распределения ее объема по элементам фигуры. Применение тех или иных ручьев зависит от их характеристики.
Окончательный ручей требуется всегда. Предварительный ручей желателен почти всегда, но не обязателен, а заготовительно-предварительный желателен при штамповке поковок, некоторые элементы которых имеют особо трудно заполняемую форму. Область применения заготовительных ручьев: формовочного, гибочного и площадки для осадки или разгонки зависит от формы и размеров поковки и не зависит от других факторов. При этом каждый из указанных ручьев взаимно исключает друг друга.
К примеру, пережимной, подкатной и протяжной ручьи используют для перераспределения объёма заготовки вдоль ее оси. Для этой цели возможно использование около семи вариантов. Эти варианты имеют безусловно различную эффективность.
При выборе переходов задача состоит в том. чтобы выбрать оптимальный вариант. При выборе оптимального варианта учитываются три основные фактора:
-отношение поперечных размеров заготовки до и после выполнения перехода;
-отношение этих размеров к длине заготовки;
-объем, масса заготовки.
Чем меньше поковка тем проще вариант переходов, использующихся для распределения металла вдоль заготовки. Пособием для выбора переходов служит диаграмма Ребельского АВ,
Качество поковок.
Качество поковок регламентируется техническими требованиями и чертежом.
В дефектном слое поковки могут быть раковины или вмятая окалина, обезуглероженный металл, поверхностные трещины и складки. К числу погрешностей обработки относятся также: искажения геометрической формы поковки, прекосы. Сдвиги, разнотолщинность, разностенность, неровности поверхности, коробление, указанные погрешности могут быть взаимно компенсированы.
Оформление чертежа поковки.
Готовую деталь показывают тонкой линией, давая условный контур, показывающий припуск на обработку, такое изображение следует давать преимущественно в разрезах или сечениях один раз. Система простановки размеров поковки должна соответствовать системе размеров детали.
В примечаниях к чертежу должны быть указания о неоговоренных штамповочных уклонах, радиусах закруглений, о неоговоренных допусках.
На чертеже поковки указываются основные технические требования:
Термообработка и твердость поковок, допустимая величина остатков заусенца после обрезки, способ очистки поверхности, глубина внешних дефектов, дефекты формы ( сдвиг от смещения штампов, эксцентричность сечений и отверстий, кривизна или стрела прогиба).
При предъявлении к поковке особых требований необходимо указывать: места отпечатка для испытаний на твердость. Клеймения, образцов вырезаемых для испытаний, указание базы первой операции обработки резанием.
7 Штамповка на кривошипных горячештамповочных прессах
На КГШП изготавливают поковки любой конфигурации массой до 100 кг.
Характер деформирования на прессах несколько иной чем на штамповке на молотах.
Процесс выдавливания и заполнения полости штампа протекает менее интенсивно чем на молоте. На молоте полость штампа заполняется за несколько ударов, а на КГШП ручей должен быть заполнен за один ход ползуна.
Отсутствие «динамики» ухудшает заполнение сложного рельефа штамповочного ручья. ( необходимо учитывать при разработке техпроцесса) , т.е. необходимо увеличить количество подготовительных переходов. Постепенно приближая форму заготовки к форме окончательного штамповочного ручья.
В случае многоперационного техпроцесса рекомендуется применять процесс в котором обеспечивается изготовление поковки с одного нагрева.
Подкатку и протяжку на КГШП не производят ( требуется выполнение переходных ручьев из-за постоянства величины хода).
Подкатку и протяжку производят на специальных ковочных вальцах, которые устанавливают рядом с прессом. Штамповка не должна быть в окалине. Что обеспечивается спецнагревом либо гидроочисткой.
Устройство кривошипного горячештамповочного пресса.
Конструкция пресса изображена на рисунке3 .
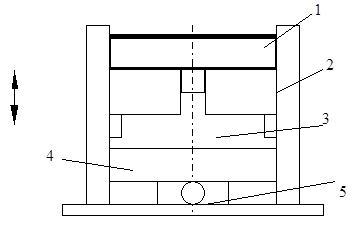
1-поперечина, 2-стойки, 3-штамповое пространство, 4-стол, 5-выталкиватель.
Рисунок 3 -Конструкция кривошипного горячештамповочного пресса
Предназначен для выполнения операции горячей штамповки. Характеризуются следующими показателями: усилие2-100 Мн. Мощность электродвигателей 20-500 квт. Длина хода ползуна 200-500 мм. число ходов 35-100 в минуту. Особенности: быстроходность. Высокая жесткость конструкции. Небольшие габариты штампового пространства. Большое число ходов обусловлено необходимостью продолжительного контакта штампа с заготовкой при обработке горячего металла.
Жесткость конструкции обусловлена требования к точности поковок. Это обеспечивает надежность работы при перегрузках.
Использование сравнительно небольших поковок и штампов при небольших размерах рабочих плоскостей стола и ползуна. Жесткость в 2-4 раза больше жесткости прессов аналогичного назначения.
Конструктивное исполнение- однокривошипный закрытый пресс с расположением валов параллельно фронту пресса.
Особенности штамповки на КГШП.
Особенности конструкции прессов таковы: жесткая закрытая стальная станина, жесткий кривошипно-шатунный механизм с надежным направлением ползуна, механические выталкиватели. Регулирование высоты штампового пространства с помощью кривошипного стола.
КГШП предназначен для штамповки разнообразных поковок преимущественно в закрытых штампах.
Преимущество и недостатки штамповки на КГШП.
Преимущества.
· Получение поковок высокой точности;
· Припуски меньше чем при штамповке на молоте, штамповочные уклоны также меньше:
· Производительность больше в 2-4 раза;
· Процесс полностью автоматизируется;
· Расход энергии меньше чем у молота:
· КГШП имеет безударный характер работы:
· Работа не требует регулирования энергии удара.
Недостатки
· Меньшая универсальность;
· Необходимость очистки от окалины;
· Большое количество ручьев;
· Штампы более сложные;
· Стоимость КГШП в 3-4 раза выше стоимости молота.
Классификация поковок штампуемых на КГШП.
Поковки можно отнести к двум группам: круглым и квадратным в плоскости разъема и близким к ним, удлиненным в плоскости разъема, включая разновидности.
Меньшие уклоны, возможность образования отдельных элементов выдав-ливанием позволяет установить разъем в иной плоскости чем при штамповке на
молоте. Что расширяет группу заготовок за счет включения прямых валов с фланцами и другими утолщениями. В случае молота они либо не штампуются либо относятся к поковкам другой группы. Поковки второй группы с переводом на пресс штампуются с изменением плоскости разъема, отростки и развилки располагаются вертикально ( они образуются путем глубокого выдавливания).
Выбор переходов штамповки.
Выбор переходов для поковок. Удлиненных в плоскости разъема не отличается от выбора переходов при штамповке на молотах. Варианты переходов представлены на рисунке 4 .
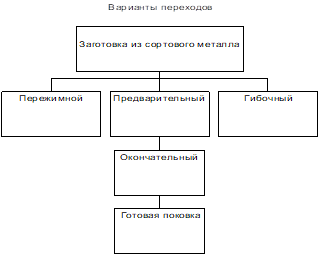 |
Рисунок 4 - Варианты переходов для поковок удлиненных в плоскости разъема
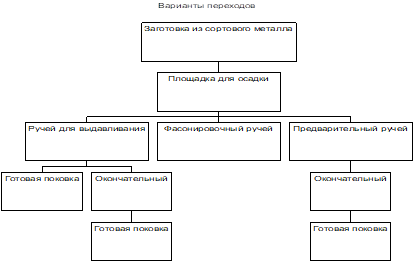
Штамповка на прессах круглых и квадратных в плоскости разъема поковок существенно отличается от штамповки на и молотах, применением площадки для осадки и дополнительных ручьев, фасонировочного и предварительного
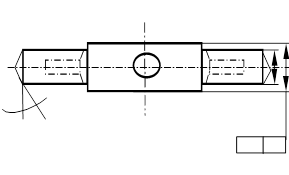 |
Рисунок 5 -Варианты переходов для поковок типа квадрата и круглых в плане
Рисунок 6 -Чертеж штампованной поковки типа «крестовина».
Конструирование поковки
При конструировании поковки, штампуемой на прессе используют те же правила, что и при составлении чертежа молотовой поковки. Отличия имеются только в величине припусков, допусков и штамповочных уклонов.
Преимущества прессов позволяют уменьшить припуски и допуски на 20-35% , ГОСТ 7505-95.
При штамповке с выталкивателями штамповочные уклоны применяются для облегчения работы с выталкивателями, а также для уменьшения износа боковой поверхности. При этом уклоны также на 25-30% меньше.
Вначале при этом определяют уклоны как для обычной штамповке на молоте, а затем уменьшают их.
Таким образом, штамповочные уклоны могут быть 2,3,5,7о вместо 3,5,7,10 окак у молотовых поковок. Без уклонов можно выполнить отростки получаемые выдавливанием.
Оформление чертежа поковки, получаемой на КГШП.
Лекция "1 Основы теории надежности электрических систем" также может быть Вам полезна.
Пример поковки- «крестовина карданного вала».
Штамповочные уклоны на наружной поверхности не более 5 принимаются равными 3. Радиус закругления наружных углов- 2 мм, принимаем- 3 мм.
Неуказанные предельные отклонения:
допуск радиусов закругления;
допускаемая величина остаточного облоя;
допускаемая величина смещения по линии разъема штампов.




















