
Установочно-зажимные механизмы
Установочно-зажимные механизмы (УЗМ).
 В этих механизмах элемент, передающий заготовке усилие зажима, одновременно имеет и установочные функции. От установочных элементов требуется точность, а зажимные должны развивать определенную силу. Эти два требования совмещаются в одном механизме, но при движении под нагрузкой установочные элементы механизма изнашиваются и теряют точность. Поэтому эти механизмы требуют расчета на точность.
В этих механизмах элемент, передающий заготовке усилие зажима, одновременно имеет и установочные функции. От установочных элементов требуется точность, а зажимные должны развивать определенную силу. Эти два требования совмещаются в одном механизме, но при движении под нагрузкой установочные элементы механизма изнашиваются и теряют точность. Поэтому эти механизмы требуют расчета на точность.
Конструктивно УЗМ могут быть выполнены:
I. В виде цельных центровых оправок с тугой посадкой детали отверстием (см. выше).
II. В виде приспособления с одним подвижным установочно-зажимным элементом.
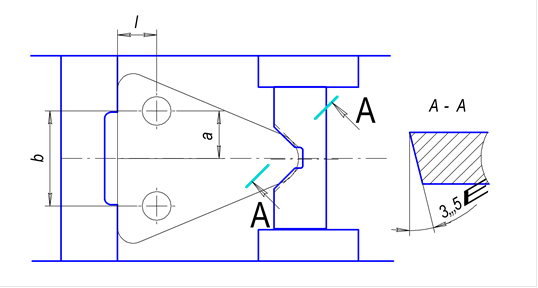 |
Деталь опорной плоскостью прижимается к приспособлению за счет поднутрения призмы на угол b = 3…5°.

III. В виде приспособлений с самоцентрирующим зажимным устройством.
Они позволяют производить установку заготовок по ее геометрической оси или по двум плоскостям симметрии. Самоцентрирующие зажимные устройства имеют 2 или 3 установочно-зажимных элемента, которые связаны между собой так, что они могут одновременно и с равной скоростью сближаться друг с другом или удаляться, а после соприкосновения с поверхностью детали затягиваться до необходимого усилия Q.
По конструкции различают следующие самоцентрирующие зажимные устройства:
Рекомендуемые материалы
1. Призматические
2. Плунжерные
3. Цанговые (см. выше)
4. Гидропластмассовые (см. выше)
5. Мембранные
6. С тарельчатыми пружинами
7. 2-х и 3-х кулачковые патроны
8. Рычажные.
1. Призматические механизмы.
 Действуют от винта с правой и левой резьбой. Упор служит для регулирования положения ползуна на винте.
Действуют от винта с правой и левой резьбой. Упор служит для регулирования положения ползуна на винте.
![ ]() 2. Плунжерные.
2. Плунжерные.
 2. Плунжерные.
2. Плунжерные.Деталь закрепляется тремя плунжерами, расположенными через 120°, которые перемещаются в пазах ползушки. кольцевая пружина круглого сечения прижимает плунжеры к пазам. Для коротких деталей используют один ряд плунжеров, для длинных – 2 ряда.
3. Мембранные.
 Мембранные патроны используются для точной центровки заготовок по наружной или внутренней цилиндрической поверхности. Они состоят из круглой привернутой к планшайбе станка пластины (мембраны) 1 с симметрично расположенными выступами-кулачками 2 (6 – 12 шт.). Внутри шпинделя проходит шток 3 пневмоцилиндра. Включая пневматическое устройство прогибают пластину и тем самым раздвигают кулачки. При отходе штока назад пластина, стремясь вернуться в исходное положение, сжимает своими кулачками заготовку 4. Материал мембраны – стали 65Г, 30ХГС или У7А, закаленные до твердости HRC 40…45. Мембранные патроны обеспечивают точность центрирования 0,003 – 0,005 мм. Кулачки могут быть выточены из одной заготовки с пластиной или изготовлены отдельно, а затем приварены к пластине. Окончательная обработка выполняется совместно.
Мембранные патроны используются для точной центровки заготовок по наружной или внутренней цилиндрической поверхности. Они состоят из круглой привернутой к планшайбе станка пластины (мембраны) 1 с симметрично расположенными выступами-кулачками 2 (6 – 12 шт.). Внутри шпинделя проходит шток 3 пневмоцилиндра. Включая пневматическое устройство прогибают пластину и тем самым раздвигают кулачки. При отходе штока назад пластина, стремясь вернуться в исходное положение, сжимает своими кулачками заготовку 4. Материал мембраны – стали 65Г, 30ХГС или У7А, закаленные до твердости HRC 40…45. Мембранные патроны обеспечивают точность центрирования 0,003 – 0,005 мм. Кулачки могут быть выточены из одной заготовки с пластиной или изготовлены отдельно, а затем приварены к пластине. Окончательная обработка выполняется совместно.

k – коэффициент запаса;
n– число кулачков;
f – коэффициент трения между заготовкой и кулачками (0,15 – 0,18).
b – плечо приложения силы Q.
4. Кулачковые патроны.
А. Двухкулачковые.
Обратите внимание на лекцию "2.4. Диеновые углеводороды (алкадиены)".
 Используются для закрепления несимметричных заготовок или фасонных деталей и обычно являются самоцентрирущими. Могут быть с ручным (ключевым) или механизированным приводом. Пневматические патроны бывают двух видов:
Используются для закрепления несимметричных заготовок или фасонных деталей и обычно являются самоцентрирущими. Могут быть с ручным (ключевым) или механизированным приводом. Пневматические патроны бывают двух видов:
1) реечные;
2) клинорычажные.
Б. Трехкулачковые.
Наиболее распространены клиновые (ГОСТ16886-71) и рычажно-клиновые (ГОСТ 16862-71) патроны с механизированным приводом. В крупносерийном производстве используются рычажные патроны с пневмоприводом.
В мелкосерийном, единичном и серийном производстве применяются патроны с ручным (ключевым) приводом спирально реечные с плоской архимедовой спиралью и конической зубчатой передачей к спиральному диску.
9.




















