
Направляющие элементы приспособлений
ЛЕКЦИЯ 3. Основные элементы технологической оснастки (продолжение)
3.1. Направляющие элементы приспособлений.
При выполнении некоторых операций механической обработки (сверление, растачивание) жесткость режущего инструмента и технологической системы в целом оказывается недостаточной. Для устранения упругих отжимов инструмента
относительно заготовки применяют направляющие элементы.
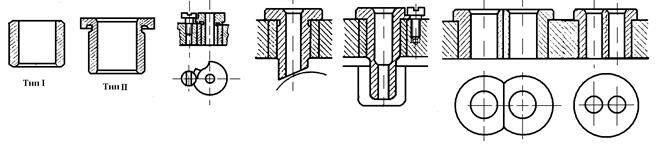
Рисунок 1
Они должны быть точными, износоустойчивыми и при большой производственной программе сменными. Такими элементами приспособлений являются кондукторные втулки для сверлильных и расточных приспособлений.
Конструкция и размеры кондукторных втулок для сверления стандартизованы. Втулки бывают постоянные (тип 1) и сменные (тип II). Постоянные втулки применяют в кондукторах для мелкосерийного производства при обработке отверстия одним инструментом. Сменные втулки используются в приспособлениях для массового и крупносерийного производства. Втулки быстросменные с замком употребляют при обработке отверстия несколькими последовательно сменяемыми инструментами. Сменные и быстросменные втулки вставляют в постоянные втулки, запрессовываемые в корпус приспособления. Постоянные втулки запрессовывают в корпус приспособления по посадке n6, а сменные или быстросменные постоянные втулки устанавливают по посадке h6. Если быстросменные втулки подвержены и интенсивному нагреванию, применяют посадку g6. При диаметре отверстия до 25 мм втулки изготавливают из стали марки У10А закаливают до твердости HRС 60 - 65; при диаметре отверстия свыше 25 мм — из стали 20 (20Х) с цементацией и закалкой до той же твердости.
Ориентировочный срок службы кондукторных втулок 10 000-15 000 сверлений.
Допуски на диаметр отверстия втулок для прохода сверл и зенкеров устанавливают по посадке f7. При требовании к расположению оси отверстия с точностью 0,05 мм и выше допуски на диаметр отверстия втулок назначают для прохода сверл и чистовых разверток по посадке g6.
Эксцентриситет наружной поверхности втулки по отношению к отверстию не должен превышать 0,005 мм. Между нижним торцом втулки и повёрхностью заготовки оставляют зазор от 0.3d до d, а при сверлении глубоких отверстий в стали до 1 ,5d. Посадочные поверхности втулок обрабатывают шлифованием Ra 0.63. Поверхность отверстия для прохода инструмента Ra 0.16.
Рекомендуемые материалы
На рис. 1, а показана втулка, которую применяют при сверлении отверстий на наклонных поверхностях; удлиненную быстросменную втулку (рис. 1, ,) применяют, если отверстие обрабатывают в углублении заготовки; при малом расстоянии между осями отверстий используют срезанные втулки (рис. 1, в) или одну блочную (рис. 1, г).
Для направления борштанг (расточных оправок) применяют неподвижные и вращающиеся втулки. На рис. 2, а приведена конструкция вращающейся втулки, поверхность скольжения которой защищена от стружки. На рис. 2, б показана втулка, смонтированная на подшипниках качения, В обеих конструкциях на внутренних поверхностях прорезам шпоночный паз для шпонки борштанги; этим обеспечивается принудительное вращение втулок. Для облегчения попадания шпонки в паз втулки последнюю часто выполняют со скошенными кромками или плавающей. На внутренней поверхности втулки часто предусматривают пазы для прохода выступающих резцов борштанги.
 К направляющим элементам приспособлений относятся также копиры, применяемые при обработке фасонных поверхностей сложного профиля, задача которых направлять режущий инструмент по обрабатываемой поверхности заготовки для получения заданной траектории их движения.
К направляющим элементам приспособлений относятся также копиры, применяемые при обработке фасонных поверхностей сложного профиля, задача которых направлять режущий инструмент по обрабатываемой поверхности заготовки для получения заданной траектории их движения.
Рисунок 2
3.2. Делительные и поворотные элементы приспособлений.
Делительные и поворотные устройства, применяемые в многопозиционных приспособлениях, служат для придания обрабатываемой заготовке различных положений относительно рабочего инструмента.
Делительное устройство состоит из диска, закрепляемого на поворотной части приспособления, и фиксатора. Фиксатор с вытяжным цилиндрическим пальцем может воспринимать момент, но он не обеспечивает деления высокой точности вследствие зазоров в подвижных соединениях. Несколько большую точность дает фиксатор с конической заточкой вытяжного пальца. Для устранения радиального зазора вводят гидропластовую втулку, применяют также клиновые фиксаторы.

 Рисунок 3
Рисунок 3
Рисунок 4
Для выключения оттягивают кнопку 4 и поворачивают её на 900. Штифт 3 заходит в торцовые пазы втулки и удерживает фиксатор в крайнем заднем положении. Затем кнопка 4 поворачивается, и пружина 2 посылает фиксатор 1 в крайнее переднее положение. Применение эксцентрика облегчает управление фиксатором, но ограничивает величину.
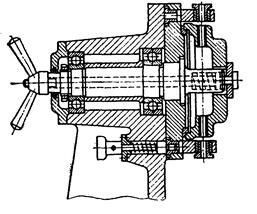
Рисунок 5
В делительном приспособлении для фрезерного станка фиксатор 4 сблокирован с поворачивающей собачкой 2. При возвратно - поступательном движении стола их работа осуществляется от неподвижного упора 3. Упор 1 предупреждает поворот делительного диска 5 в обратную сторону.
Для уменьшения момента вращения в приспособлениях горизонтального типа центр тяжести поворотной системы (включая заготовку) должен лежать на оси вращения. Это достигается соответствующей компоновкой приспособления и установкой корректирующих противовесов. В приспособлениях с вертикальной осью вес тяжелой поворотной системы воспринимает упорный подшипник качения. На рис. 89 показана конструкция стола, верхняя часть которого поворачивается на требуемый угол при подъеме на упорном шарикоподшипнике. Подъем осуществляется различными механическими устройствами или (как показано на рисунке) пневмоцилиндром. При опускании стол садится на торцевую плоскость основания и плотно к нему прижимается. Применяя упорные шарикоподшипники, можно в несколько раз уменьшить момент трения при вращении поворотной части приспособления.
 Рисунок 6
Рисунок 6
Для уменьшения крутящего момента в приспособлениях с горизонтальной осью центр тяжести поворотной части (включая заготовку) должен лежать на оси вращения. Это достигается соответствующей компоновкой приспособления и использованием корректирующих противовесов. В приспособлениях с вертикальной осью и тяжелой поворотной частью применяют упорные подшипники качения. На рис. 6, а показана конструкция стола, у которого верхняя часть вращается на угол, нужный при ее подъеме, на обычном упорном шарикоподшипнике. Подъем осуществляется различными механическими устройствами или (как показано на рисунке) пневмоцилиндром. При опускании стол садится на торцовую плоскость основания и плотно к нему прижимается.
Конструкция устройства другого типа показана на рис .6, б. Верхняя поворотная часть не имеет подъема и покоится на упорном подшипнике больших размеров. Подшипник обеспечивает достаточную устойчивость поворотной части и, обладая значительной грузоподъемностью, позволяет выполнять обработку с большими осевыми силами. Используя упорные шарикоподшипники, значительно уменьшают момент трения при вращении поворотной части, что очень важно при ручном обслуживании приспособления.
3.3. Корпуса приспособлений
Корпус является базовой деталью приспособления, где монтируют установочные элементы, зажимные устройства, направляющие элементы инструмента, а также вспомогательные детали и механизмы. Корпус воспринимает силы, возникающие при обработке, а также зажимные силы.
Вам также может быть полезна лекция "14 Спортивный менеджмент".
Корпус приспособления должен иметь минимальный вес, быть жестким и прочным. Конструкция его должна быть удобна для быстрой установки и съема заготовок, для очистки от стружки и отвода охлаждающей жидкости. Корпус должен допускать установку и закрепление приспособления на станке без выверки, для чего в нем предусматривают направляющие элементы (пазовые шпонки, центрирующие бурты и т. п.), быть простым и дешевым в изготовлении и обеспечивать соблюдение требований техники безопасности. Для лучшего отвода охлаждающей жидкости и удаления стружки в корпусах предусматривают наклонные поверхности и избегают углублений в труднодоступных местах. Угол наклона этих поверхностей с рекомендуется принимать для чугунной стружки равным 30 - 350, для стальной стружки с маслом 25- 500, для алюминиевой 40-450
Корпус крепят на станке болтами, которые заводят в Т-образные пазы стола. В серийном производстве, где на одном станке периодически выполняют различные операции, корпус следует крепить на столе станка с минимальной затратой времени. Для этого на корпусе оставляют полки для крепления его прихватами либо предусматривают литые ушки для крепежных болтов.
Быстрая и точная установка приспособления на столе станка без выверки обеспечивается направляющими шпонками, вводимыми в Т-образный паз стола. Шпонки выполняют в виде коротких сухарей, привернутых к нижней плоскости корпуса; для того чтобы перекосы приспособления в результате зазоров в шпоночных соединениях были возможно меньшими, расстояние между шпонками следует выбирать возможно большим. Корпуса тяжелых приспособлений для удобства захвата при установке и снятии со станка снабжают рымболтами.
Простейшие корпуса приспособлений представляют собой прямоугольную плиту. Корпус может иметь форму планшайбы, угольника, тавра, корыта или более сложную
Корпуса изготовляют из серого чугуна Сч 12-28 и стали Ст. 3, в некоторых случаях (например, корпуса поворотных приспособлений) используют алюминиевые сплавы. Корпуса приспособлений получают литьем, сваркой, ковкой, резкой из сортового материала (проката), а также сборкой из отдельных элементов на винтах или с натягом. Литье применяют в основном для корпусов сложной конфигурации.
С помощью сварки также можно получать корпуса сложных конфигураций, сокращая сроки и себестоимость их изготовления. Применяя усилительные ребра, уголки и косынки, можно получать жесткие надежные в работе корпуса сварной конструкции. Стоимость сварных корпусов в отдельных случаях может быть снижена вдвое по сравнению с литыми, а вес уменьшен на 40%.


















