
Основные понятия и определения
Лекции
1 Основные понятия и определения
 1.1 Поверхности заготовки
1.1 Поверхности заготовки
Рисунок 3
1 – обрабатываемая поверхность;
2 – поверхность резания (которой касается главное лезвие резца);
3 – обработанная поверхность заготовки.
1.2 Свободное и несвободное резание
Свободным называется процесс резания, в котором участвует лишь одно главное лезвие (одна режущая кромка).
Рекомендуемые материалы
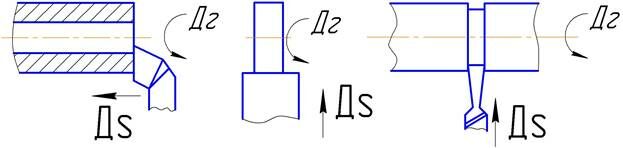
Рисунок 4
1.3 Конструктивные и геометрические параметры резцов
1.3.1 Конструкция резца
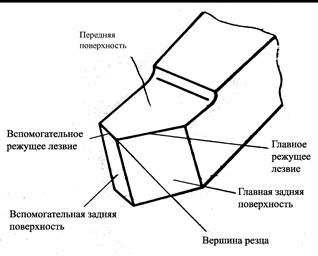
Рисунок 5
Тело резца – служит для закрепления инструмента в резцедержателе и для базирования.
Головка резца – выполняет основную работу.
Передняя поверхность – та, по которой сходит стружка.
Главная задняя поверхность – обращена в сторону поверхности резания.
Вспомогательная задняя поверхность – обращена в сторону обработанной поверхности заготовки.
Главная режущая кромка – линия пересечения передней и главной задней поверхности.
Вспомогательная режущая кромка - это линия пересечения передней и вспомогательной задней поверхностей. Она подчищает обработанную поверхность.
Вершина резца – точка пересечения главной и вспомогательной режущих кромок (точка касания с обработанной поверхности заготовки).
1.3.2 Геометрические параметры инструмента (в статике)
Примечание: все основные положения, относящиеся к геометрии резца, справедливы для любого другого лезвийного инструмента.
Координатные плоскости

Рисунок 6
Основная плоскость - образована направлением продольной и поперечной подач.
Плоскость резания (условно) – плоскость, проходящая через главное резание, перпендикулярно основной плоскости.
Секущие плоскости
 I-I – главная секущая плоскость – плоскость, перпендикулярная проекции главного лезвия на основную плоскость.
I-I – главная секущая плоскость – плоскость, перпендикулярная проекции главного лезвия на основную плоскость.
II-II – вспомогательная секущая плоскость – плоскость, перпендикулярная проекции вспомогательного лезвия на основную плоскость.
Рисунок 7
Главные углы резца (рассматриваются в главной секущей плоскости)
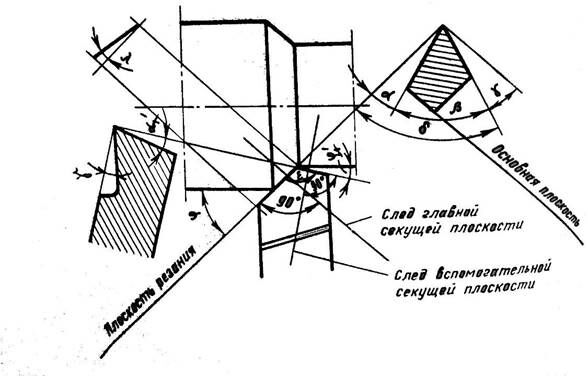 |
Рисунок 8
γ – передний угол, образованный передней поверхностью резца и плоскостью, проходящей через рассматриваемую точку главного лезвия параллельно основной плоскости.
α – задний угол, образованный задней поверхностью и плоскостью резания.
β – угол заострения – между передней и задней поверхностью.
δ – угол резания – между передней поверхностью и плоскостью резания.
α+γ+β=900, δ+γ=900, δ=900-γ, γ=900-δ
Вспомогательные углы резца
γ`, α` (определения аналогичны)
Углы в плане резца
ϕ – главный угол в плане, образованный проекцией главного лезвия на основную плоскость и направлением подачи резца.
ϕ` - вспомогательный угол в плане, образованный проекцией вспомогательного лезвия на основную плоскость и направлением противоположной подачи.
ε – угол при вершине резца, находящийся между проекциями главного и вспомогательного лезвий.
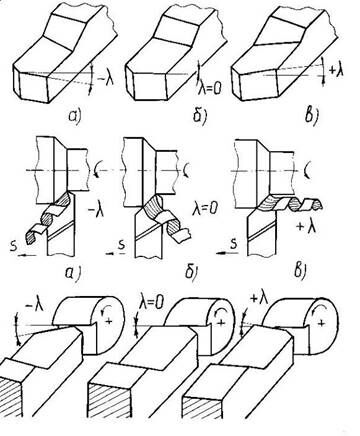
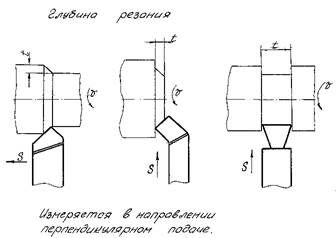
Рисунок 9
l - угол наклона главного лезвия, находится в плоскости резания между основной плоскостью и режущей кромкой.
l измеряется между главным лезвием и плоскостью, проходящей через вершину резца и параллельной основной плоскости.
λ<0, если вершина резца является наивысшей точкой главного лезвия и λ>0, когда вершина резца - наинизшая точка. Рисунок 10
λ=0, когда главное лезвие совпадает с основной плоскостью.
 1.3.3 Изменение геометрии резца в кинематике
1.3.3 Изменение геометрии резца в кинематике
αр=α-μ
γр=γ+μ


Рисунок 11
Плоскость резания в кинематике – это плоскость, проходящая через главное лезвие касательно к поверхности резания (в ней лежит вектор истинной результирующей скорости резания W).
1.3.4 Влияние установки резца на его геометрию
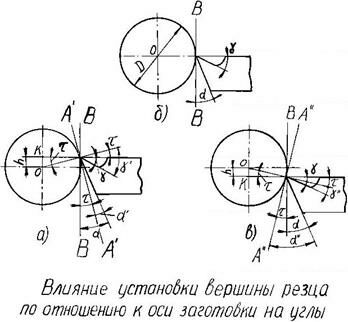
Рисунок 12
Для случая внутренней обработки отверстий, т.е. для растачивания, всё наоборот:
- при установке резца выше оси заготовки угол α увеличивается;
- γ уменьшается (отрицательный).
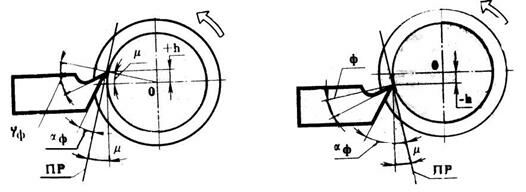
Рисунок 13
Установка резца на углы в плане ϕ и ϕ` осуществляется поворотом резцедержателя.
1.3.5 Назначение геометрических параметров инструмента
α – задний угол, предназначен для уменьшения сил трения задней поверхности инструмента о поверхность резания (чем больше α, тем меньше трение).
α=6-120, большие значения берутся к обработке вязких материалов, склонных к упругому восстановлению.
γ – передний угол, влияет на условия образования стружки, на степень пластической деформации срезаемого слоя. Может принимать значения от -100 до +200. Для вязких материалов даётся угол ближе к 200. При обработке твёрдых сплавов применяется отрицательный угол γ.
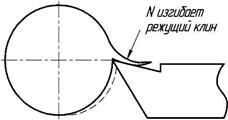 |

Рисунок 14 Рисунок 15
ϕ – главный угол в плане, оказывает влияние на шероховатость обработанной поверхности, а также на силы, действующие на заготовку со стороны резца.
При жёсткой системе СПИД стараются работать с меньшими углами ϕ, а именно: ϕ=30-400.
При обработке нежёстких деталей принимается ϕ≈900.
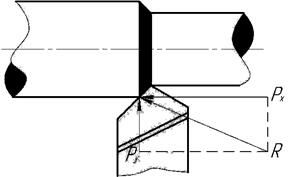
Рисунок 16
ϕ` - влияет на шероховатость обработанной поверхности, при его уменьшении шероховатость уменьшается. ϕ`= 10-150.
λ – угол наклона главной режущей кромки, влияет на направление схода стружки, а также увеличивает прочность режущего клина.
λ<0 нельзя применять при обработке прерывистых поверхностей.
Если λ>0, то отделяемая стружка сходит в направлении обработанной поверхности детали – применяют при обработке материалов, имеющих литейную корку.
λ=10-300.
Радиус при вершине резца служит для упрочнения вершины резца и для снижения класса шероховатости обработанной поверхности.
r=1-5 мм для быстрорежущих резцов;
r=0,2-3 мм для твердосплавного инструмента.
ϕ0 – служит для упрочнения вершины резца, равен 15-200 (для отрезных резцов – 30-400).
1.3.6 Формы передней поверхности резца
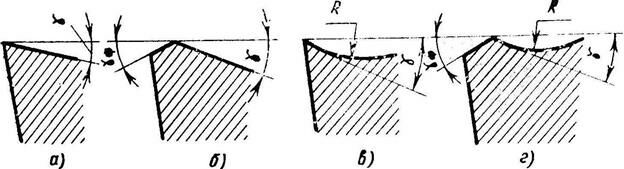
Рисунок 17
а) плоская передняя поверхность – применяется при обработке хрупких материалов;
б) плоская поверхность с фаской – применяется для обработки любых материалов и когда имеется ударная нагрузка, f = 0,2-0,5 мм, γ=-(3-5)0;
в) радиусная – служит для завивания стружки.
l=2-2,5 мм, R=2l.
г) радиусная с фаской
1.3.7 Классификация резцов
 а) по виду обработки:
а) по виду обработки:
- проходные;
- расточные;
- подрезные;
- прорезные;
- отрезные;
- канавочные;
- фасонные;
- галтельные;
- фасочные.
б) по направлению подачи:
- правые;
- левые («правило руки»).
Рисунок 18
в) по конструкции головки резца:
- прямые;
- отогнутые (определяются по большому пальцу руки);
- изогнутые – вверх или вперёд (здесь изгибается вся державка);
- оттянутые – вправо или влево (головка уже державки).
г) по методу крепления режущей части к державке:
- цельные;
- сварные (с целью экономии материала);
- сборные, с механическим креплением (режущая часть крепится к державке);
 - с припаянными, приклеенными пластинами.
- с припаянными, приклеенными пластинами.
Рисунок 19
д) по виду операции:
- токарные;
- строгальные;
- долбёжные.
 Рисунок 20
Рисунок 20
1.4 Элементы режима резания
· Скорость резания
 ,
,
где D – диаметр обрабатываемой поверхности, мм;
n – частота вращения заготовки, об/мин.
· Подача S, мм/об;
· Глубина резания t - величина снимаемого припуска за один проход, всегда перпендикулярна к подаче.
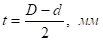
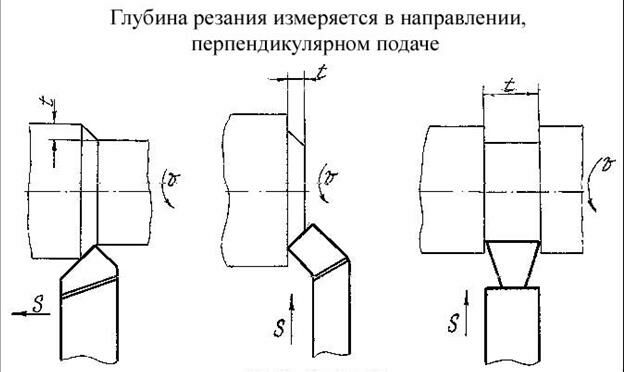
Рисунок 21
1.5 Размеры сечения срезаемого слоя
Различают технологические и физические размеры срезаемого слоя.
S, t – технологические;
a, b – физические размеры срезаемого слоя.
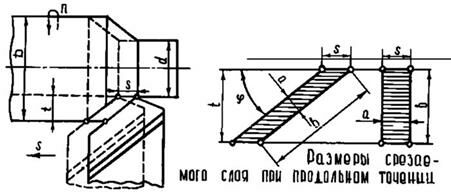
Рисунок 22



Площадь сечения срезаемого слоя  .
.
1.6 Инструментальные материалы
Характеристики:
- высокая твёрдость;
- высокая прочность;
- низкая хрупкость;
- высокая вязкость;
- малая чувствительность к циклическим изменениям t0;
- высокая теплостойкость;
- высокая износостойкость;
- низкая стоимость.
1.6.1 Углеродистые инструментальные стали
У10, У10А, У12 , У12А, У13, У13А
У – углеродистая инструментальная сталь;
10 – углерод в десятых долях %;
А – качественная.
Характеризуются низкой теплостойкостью, tкрит.=200-2500С,
sизг.=300-320 кгс/мм2.
1.6.2 Легированные инструментальные стали
ХВ5, 9ХС, ХВГ
Теплостойкость 250-3000С, HRC 63-65.
Из этих сталей изготавливают фасонные резцы, инструменты, метчики, плашки. Например, ХВГ применяется для изготовления протяжек.
1.6.3 Высоколегированные инструментальные стали (быстрорезы)
Р9, Р18, Р6М5
Содержат: углерод, хром, вольфрам, ванадий, молибден.
Р9 – плохо шлифуется,
Р18 – хорошо шлифуется, высокая теплостойкость, tкрит.=6000С,
sизг.=290-310 кгс/мм2, HRC 62-65.
К быстрорезам повышенной прочности относятся: Р18Ф2, Р14Ф4, Р9Ф5, Р9К5, Р9К10.
Ванадиевая сталь – HRC 67-68, плохо шлифуется, tкрит.=625-6350.
Кобальтовая сталь - HRC 65-68, более прочная и хрупкая, tкрит.=640-6700.
1.6.4 Твёрдые сплавы
Получаются путём сбегания различных элементов карбидов Ti, V, Ta. Связующим веществом является кобальт (Co).
· Твёрдые сплавы могут быть однокарбидные, двухкарбидные и трёхкарбидные.
- Однокарбидные: ВК2, ВК3, ВК4 (встречается редко),ВК6, ВК8 (даны в порядке уменьшения режущих свойств, но прочность увеличивается).
В – карбиды вольфрама, К – кобальт.
ВК3М – структура мелкозернистая(высокая твёрдость),
ВК8В – структура крупнозернистая (высокая прочность),
ВК60М – особо мелкозернистая,
ВК60М – особо мелкозернистая, легированная хромом.
Применяются для обработки чугуна при высоких нагрузках и черновой обработки закалённой стали.
tкрит.=8000С, HRA 88-90, sизг.=100-140 кгс/мм2.
- Двухкарбидные (титановольфрамокобальтовые): Т5К10, Т15К6, Т30К4, Т14К8.
Т – карбиды титана, К – кобальт, остальное – вольфрам.
Т30К4 – применяется при чистовой обработке закалённой стали.
tкрит.=900-10000С, HRA 89-92, sизг.=95-120 кгс/мм2.
- Трёхкарбидные типа ТТК: ТТ7К12, ТТ7К4.
Первая Т – титан, вторая Т – тантал, К – кобальт.
ТТ7 – показывает, что сумма титана и тантала – 7%.
По прочности занимают промежуточное положение.
Применяются, когда на режущий клин действует большая нагрузка.
tкрит.=9000С, HRA 88,5, sизг.=150 кгс/мм2.
· Твёрдые сплавы с покрытиями
Для увеличения износостойкости твёрдые сплавы покрывают тонким слоем карбидов, нитридов, карбонитридов, боридов и других различных элементов (тантал, титан, молибден). Покрытие делают либо напылением, либо диффузионным способом.
· Безвольфрамовые твёрдые сплавы:
Основаны на Ni-Mo связке.
сплавы на основе карбидов титана и ниобия;
Марки ТМ1, ТМ3.
Титан и ниобий в ТМ1 – около 90%,
ТМ3 – 64% карбида титана и ниобия, всё остальное - Ni-Mo связка.
ТМ1 - HRA 91-92, sизг.=80 кгс/мм2,
ТМ3 - sизг.=120 кгс/мм2.
На основе только карбидов титана: ТНМ-20, МНТ1-А2; на основе карбидов и нитритов титана.
КТН-16 – 16% никеля и молибдена, КТН–20 – 20% никеля и молибдена.
1.6.5 Минералокерамика
· ЦМ-332 – получают методом спекания, основой является окись алюминия Al2O3.
Спекают:
при температуре 11000С за время 2 часа;
при температуре 1720-17600С за 10-15 часов.
Делают в виде пластин.
HRA 91-93, tкрит.=12000С, sизг.=30-40 кгс/мм2, sсж. – превышает твёрдый сплав.
· Металлизированная металлокерамика (керметы)
Для увеличения прочности вводят добавки W, Ti, Mo. Износостойкость, твёрдость, теплостойкость снижаются, но несмотря на это эти сплав широко применяются при повышенных нагрузках, так как они имеют повышенную изгибную прочность.
Марки: В-3, ВОК-60, ВОК-63.
Применяются при обработке труднообрабатываемых материалов, причём закалённых. Можно обработать чугун.
1.6.6 Алмазы
Алмаз – кристаллический углерод, который встречается в природе (Якутское).
Получают искусственным путём пи высоком давлении в 200 тыс. атм. и высоких температурах – 24 тыс. градусов.
Достоинства:
1) алмаз – самое твёрдое в природе вещество, его микротвёрдость – 10000 кгс/мм2, это в 7 раз выше микротвёрдости карбида вольфрама.
2) очень высокая теплопроводность;
3) очень малое (удельное) расширение (линейное);
4) низкий коэффициент трения;
5) самая высокая долговечность;
6) малая склонность к адгезии.
Адгезия – схватываемость двух материалов.
Недостатки:
низкий sизг.=30 кгс/мм2, sсж.=200 кгс/мм2;
tкрит.=7000С (происходит графитизация алмаза);
низкая химическая устойчивость. При температуре 7500С происходит интенсивное растворение углерода в железе;
высокая стоимость (в 50 раз дороже твёрдых сплавов, алмаз применяется при обработке цветных материалов, стойкость высокая – несколько лет).
1.6.7 Синтетические сверхтвёрдые материалы
· кубический нитрид бора (КНБ) - кубическое соединение бора и азота.
Технология производства сходна с алмазами, t0 1360-20000C, давление 60-200 тыс. атм., sизг.= до 100 кгс/мм2, tкрит.=1200-13000С.
Люди также интересуются этой лекцией: 11 Особые случаи ожогов глаз.
Применяют при обработке закалённых сталей с твёрдостью до 50 единиц, показывает высокий класс шероховатости (1й-2й).
· поликристаллы (композиты)
- Композит-01 (эльбор-р), композит-02 (белбор) применяются для обработки закалённых сталей с HRC до 70 единиц.
- Композит-05 применяется для обработки чугунов.
- Композит-10 - гексанит-р (1972)– сверхтвёрдый инструментальный материал. Исходное сырьё – нитрид бора, спекается при сверхвысоком давлении. Применяется для чистовой обработки закалённой стали до 62 HRC. Можно использовать вместо шлифования.
Vрез.=50-300 м/мин.; подача S=0,02-0,2 мм/об; глубина резания t=0,1-0,5 мм.




















