
Основные узлы мнлз
Лекция №8 Основные узлы мнлз
Промежуточный ковш, снабженный одним (или несколькими) стаканом со стопором, обеспечивает постоянный по ходу разливки и небольшой напор струи металла, поступающего в кристаллизатор (за счет поддержания в ковше постоянного уровня металла высотой 0,6—1,2 м), регулирование стопором скорости подачи металла в кристаллизатор, подачу металла в несколько кристаллизаторов на многоручьевых МНЛЗ, разливку по методу «плавка на плавку» (запас металла в промежуточном ковше позволяет продолжать разливку в периоды, когда опорожненный сталеразливочный ковш заменяют новым). Для снижения теплопотерь ковши накрывают футерованными крышками, а до начала разливки футеровку прогревают до температуры 900—1100 "С.
Кристаллизатор – медная полая водоохлаждаемая форма, в которой формируется профиль НЛЗ. Должен обеспечить быстрое формирование достаточно толстой и прочной корки слитка без дефектов. Для обеспечения интенсивного теплоотвода стенки кристаллизаторов делают водоохлаждаемыми, а внутреннюю их часть, соприкасающуюся с жидким металлом, выполняют из высокотеплопроводной меди.
Внутренняя стенка кристаллизатора работает в тяжелых условиях (контакт с высокотемпературным расплавом, истирающее действие слитка, воздействие ферростатического давления и т. д.). С целью повышения температуры разупрочнения медь иногда легируют хромом или серебром, а для повышения износостойкости на рабочую поверхность наносят тонкий слой стойких к истиранию материалов. Охлаждение кристаллизатора производится очищенной водой. Во избежание выпадения в каналах нерастворимого осадка вода не должна нагреваться выше 40 °С, а чтобы обеспечить интенсивный теплоотвод, скорость потока воды должна быть равной 5—10 м/с. Расход воды составляет около 90 м3/ч на 1 м периметра полости кристаллизатора.
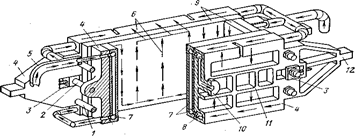
На МНЛЗ применяют кристаллизаторы трех типов: сборные, блочные и гильзовые. Наиболее широкое распространение получили сборные кристаллизаторы, состоящие из четырех медных рабочих стенок, каждая из которых крепится шпильками к жесткой стальной плите (рис.). Рабочие стенки выполняют из толстых (50—70 мм) медных пластин (при малой толщине (10—20 мм) происходит их коробление, приводящее к образованию продольных трещин в корке слитка). Стойкость кристаллизаторов составляет 100—150 большегрузных плавок.
Блочные кристаллизаторы изготавливают из сплошной медной заготовки, гильзовые — из медных цельнотянутых труб. Те и другие используют при отливке слитков небольшого сечения и прямолинейной формы.
Качество слитка в значительной степени определяется прочностью первичной корочки. При слабой корочке возможен ее разрыв в результате трения о стенки кристаллизатора при вытягивании слитка или выпучивание в зоне вторичного охлаждения. Обычно ее толщина на выходе из кристаллизатора составляет 15—25 мм. Увеличение толщины корочки может быть достигнуто уменьшением скорости вытягивания или увеличением высоты кристаллизатора. Однако в первом случае снижается производительность установки, а во втором увеличивается трение между слитком и стенками кристаллизатора, а также возрастает опасность коробления кристаллизатора. В зависимости от сечения заготовки длина кристаллизатора составляет 700—1100 мм. Чтобы слиток более длительное время соприкасался со стенками кристаллизатора, внутренний профиль кристаллизатора иногда выполняют с обратной конусностью (т. е. нижнее сечение несколько меньше верхнего).
Для уменьшения трения (и вторичного окисления в кристаллизаторе) между слитком и стенками кристаллизатора между ними подается смазка в виде разнообразных масел или парафина, либо подаются шлаковые смеси.
Рекомендуемые материалы
Опыт эксплуатации МНЛЗ показали, что в результате прилипания корочки слитка к стенке кристаллизатора, а также вследствие коробления возможно зависание слитка в кристаллизаторе. При этом образуются разрывы корочки, что не только ухудшает поверхность слитка, но и может быть причиной аварии при разливке. Чтобы предотвратить зависание слитка, облегчить попадание смазки между слитком и стенкой кристаллизатора, а главное, обеспечить сваривание (залечивание) разрывов корочки, кристаллизатору сообщается возвратно-поступательное движение с помощью механизма качания кристаллизатора.
Механизм качания кристаллизатора сообщает ему возвратно-поступательное движение с целью предотвращения разрывов и зависания корки слитка на стенках кристаллизатора. Вращаемые электродвигателями эксцентрики или кулачки через систему рычагов обеспечивают качание рамы, на которую устанавливают кристаллизатор.
Скорость перемещения кристаллизатора вверх и вниз изменяется в следующей последовательности: вниз он опускается со скоростью движения слитка, а вверх — с втрое большей скоростью. Амплитуда качания изменяется в пределах от 1 до 40 мм, частота — от 10 до 600 циклов в минуту.
Затравка предназначена для вытягивания первых метров отливаемого слитка. На вертикальных и горизонтальных машинах затравка представляет собой металлическую штангу, а на машинах с криволинейной осью она выполнена из шарнирно соединенных звеньев. Затравка снабжена головкой, в которой имеется углубление в виде «ласточкиного хвоста» или Г-образной формы (рис.); сечение головки затравки соответствует сечению отливаемого слитка. Перед началом разливки затравку вводят в кристаллизатор и ее головка образует временное дно, а низ затравки находится в тянущих валках. Заливаемый в кристаллизатор металл застывает в углублении головки, обеспечивая сцепление затравки со слитком. При включении тянущих валков затравка начинает двигаться вниз и тянет за собой слиток. После выхода затравки из тянущих валков ее отделяют от слитка.
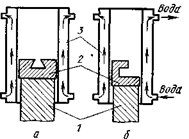 |
Затравка в кристаллизаторе перед началом разливки: а — с головкой типа «ласточкин хвост»; б — с Г-образной головкой; 1 — затравка; 2 — головка затравки; 3 — кристаллизатор
Вторичное охлаждение. Длина зоны вторичного охлаждения должна быть примерно равна глубине лунки жидкого металла в движущемся слитке и обычно составляет 80—100 % этой глубины. Вторичное охлаждение наиболее часто выполняют в виде системы форсунок, подающих на поверхность слитка распыленную воду. Применяют форсунки, распыливающие воду за счет давления, и форсунки с распылением воды сжатым воздухом. Вторая конструкция обеспечивает распыление до более мелких капель, что повышает равномерность охлаждения.
 Форсунки располагают между опорными роликами (рис.) или брусьями в один, два или три ряда вдоль направления движения слитка в зависимости от его ширины. При отливке плоских слитков охлаждают широкие грани; у узких граней форсунки устанавливают лишь под кристаллизатором.
Форсунки располагают между опорными роликами (рис.) или брусьями в один, два или три ряда вдоль направления движения слитка в зависимости от его ширины. При отливке плоских слитков охлаждают широкие грани; у узких граней форсунки устанавливают лишь под кристаллизатором.
Секция вторичного охлаждения криволинейной МНЛЗ;
1 — слиток: 2 — опорный ролик; 3 — форсунка: 4 — трубчатый коллектор; 5 — задвижка
Интенсивность охлаждения должна уменьшаться по мере удаления слитка от кристаллизатора. С тем, чтобы обеспечить постепенное снижение расхода воды, зону вторичного охлаждения делят по длине на несколько (до восьми) секций, объединяющих группу форсунок и имеющих самостоятельный подвод воды.
Интенсивность вторичного охлаждения зависит от свойств разливаемой стали (склонности к образованию трещин) и от скорости разливки, при росте которой интенсивность подачи воды увеличивают. При чрезмерной интенсивности вторичного охлаждения из-за переохлаждения поверхности слитка и возникающих при этом термических напряжений в слитке возникают внутренние и сетчатые поверхностные трещины. При слишком малой интенсивности охлаждения недостаточно прочная горячая корка слитка может деформироваться («раздутие» слитка). Общий расход воды на вторичное охлаждение при разливке спокойной стали составляет 0,4—1,0 м3/т при скорости вытягивания крупных слитков 1,0—1,4 м/мин. Протяженность зоны непосредственного охлаждения подачей воды на слиток может составлять до 10—12 м.
В зоне вторичного охлаждения на корочку слитка действует ферростатическое давление столба жидкого металла, в результате чего возможно раздутие (выпучивание) по граням слитка. Для предотвращения этого в зоне вторичного охлаждения устанавливают рамы с поддерживающими роликами.
В машинах для отливки слитков квадратного или близкого к квадрату прямоугольного сечения опорные устройства расположены со всех четырех сторон слитка; при отливке плоских слитков — вдоль двух широких граней слитка. У узких торцевых граней ролики имеются лишь вблизи кристаллизатора. Для удобства замены при ремонтах группы соседних верхних и нижних роликов объединены в отдельные секции, где в общем каркасе смонтировано от 2 до 7 пар роликов. Ролики, расположенные вблизи кристаллизатора обычно являются неприводными, на участке с постоянным радиусом кривизны лишь некоторые ролики соединены с приводом, а на участке разгибания и выпрямления все или почти все ролики приводные. В связи с тем, что по мере увеличения толщины затвердевающей корки жесткость слитка возрастает, диаметр роликов по мере отдаления от кристаллизатора увеличивается. Так при отливке слитков толщиной 300 мм диаметр роликов от 150—200 мм у кристаллизатора возрастает до 480—600 мм на горизонтальном участке.
Устройство для резки слитка на куски определенной длины (заготовки) представляет собой газорезку и реже гидравлические ножницы. Газорезка — это подвижная тележка, снабженная газокислородными резаками, которые при резке перемещаются поперек слитка, а сама газорезка при этом движется вместе со слитком. После окончания резки газорезка возвращается в исходное положение, после чего цикл повторяется. Недостатком газовой резки являются потери металла, превращающегося в месте резки в окалину.
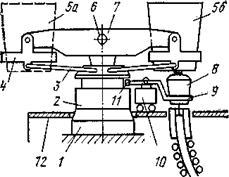
Оборудование для быстрой смены ковшей. Современные МНЛЗ оборудуют поворотными и иногда передвижными стендами, которые удерживают во время разливки сталеразливочный ковш над промежуточным и обеспечивают быструю замену ковшей при разливке методом «плавка на плавку». Поворотный стенд (рис.) имеет располагаемую на основании 1 поворотную платформу 2, на которую через ось 6 опирается консоль 7. В подвесках 4 консоли можно установить два ковша; вертикальное перемещение ковша достигают качанием консоли, при этом тяга 3 обеспечивает плоскопараллельное движение подвесок и ковшей.
Технология разливки
В связи с дополнительным охлаждением в промежуточном ковше температура металла, разливаемого на МНЛЗ, должна быть на 20— 40 °С выше температуры металла при сифонной разливке в изложницы (90-120 С).
После окончания разливки предыдущей плавки (или серии плавок при разливке методом «плавка на плавку») МНЛЗ готовят к следующей разливке. В эту подготовку входят следующие операции: выведение из машины конца отливавшегося слитка; проверка стенок кристаллизатора и его положения относительно оси МНЛЗ; проверка форсунок вторичного охлаждения и расстояния между роликами и брусьями зоны вторичного охлаждения и тянущих устройств, осмотр прочего оборудования; введение затравки в кристаллизатор и заделка зазора между головкой затравки и кристаллизатором (асбестом, глиной).
Вместе с этой лекцией читают "Комбинаторная литература, факториальные перестановки".
Перед началом разливки устанавливают нагретый промежуточный ковш в заданное положение над кристаллизатором, осуществляют подачу воды на кристаллизатор и вторичное охлаждение. Промежуточный ковш наполняют металлом на высоту 0,4—0,6 м и затем, открывая стопор, начинают подавать металл в кристаллизатор. Длительность заполнения кристаллизатора до начала вытягивания слитка должна обеспечить образование достаточно толстой корки затвердевшего металла и ее прочное сцепление с затравкой; для слитков среднего и крупного сечений это время составляет 0,5— 2,0 мин.
По истечении заданного времени при неполностью заполненном кристаллизаторе, включают механизм вытягивания слитка; одновременно автоматически включается механизм качания кристаллизатора. В течение 1—2 мин скорость вытягивания слитка повышают до заданного значения; в дальнейшем ее стараются поддерживать постоянной во избежание образования дефектов в слитке. Скорость разливки подбирают опытным путем, учитывая, что при ее увеличении возрастает производительность установки, но уменьшается толщина корки слитка па выходе из кристаллизатора Скорость разливки зависит от сечения слитка, марки разливаемой стали, состояния оборудования МНЛЗ, обычно понижаясь при увеличении сечения слитка и степени легированности стали. Для слитков толщиной более 150 мм скорость разливки находится в пределах 0,4— 2,0 м/мин, для более мелких слитков достигает 4—8 м/мин,
 Металл в кристаллизатор подают либо открытой струей (рис, а), либо «под уровень» с помощью удлиненных составных стаканов, конец которых погружен в металл на глубину 50—100 мм (рис.). Подачу «под уровень» осуществляют вертикальной (рис., б), либо горизонтальными или наклонными струями (рис., в). Разливка под уровень предотвращает окисление и разбрызгивание струи металла и уменьшает его охлаждение, снижает пораженность слитка поверхностными продольными трещинами. Подачу вертикальными струями применяют при отливке слитков, близких по сечению к кругу или квадрату; подачу через погружаемые стаканы с боковыми отверстиями — для плоских слитков.
Металл в кристаллизатор подают либо открытой струей (рис, а), либо «под уровень» с помощью удлиненных составных стаканов, конец которых погружен в металл на глубину 50—100 мм (рис.). Подачу «под уровень» осуществляют вертикальной (рис., б), либо горизонтальными или наклонными струями (рис., в). Разливка под уровень предотвращает окисление и разбрызгивание струи металла и уменьшает его охлаждение, снижает пораженность слитка поверхностными продольными трещинами. Подачу вертикальными струями применяют при отливке слитков, близких по сечению к кругу или квадрату; подачу через погружаемые стаканы с боковыми отверстиями — для плоских слитков.
При разливке без подачи в кристаллизатор шлаковых смесей на его стенки подают смазку, которая уменьшает трение слитка о стенки, способствуя предотвращению зависания и разрывов корки слитка. В качестве смазки часто используют парафин и рапсовое масло, расход парафина составляет 0,2—0,7 кг/т стали. При сгорании смазки создается восстановительная атмосфера, что уменьшает окисление поверхности металла; для зашиты от окисления в кристаллизаторе и вокруг струи создают защитную атмосферу путем подачи аргона, азота, природного газа, пропана.
При разливке через погружаемые стаканы поверхность металла в кристаллизаторе защищают от охлаждения, окисления и возможного образования заворотов окисленной корки шлаковыми покрытиями. В кристаллизатор вводят шлаковые смеси, которые, соприкасаясь с жидким металлом, расплавляются, образуя слой жидкого шлака. Состав смесей отличается разнообразием, в них могут входить CaO, Si02, A1203, Na2O, K2O, СаР2, MgO, иногда 20—30 % порошкообразного графита Смеси должны быть легкоплавкими с температурой плавления 1050—1300 СС. Иногда применяют экзотермические смеси, при сгорании которых формируется жидкий шлак. При разливке со шлаковым покрытием смазку в кристаллизатор не подают; роль смазки выполняет тонкий слой шлака, налипающего на стенки кристаллизатора.
При подаче металла в кристаллизатор нельзя допускать перерывов струи и резкого изменения количества подаваемого металла. Перерыв струи ведет к образованию спаев (поясов) на слитке. Изменение расхода металла вызывает колебания уровня металла в кристаллизаторе и появление ужимин на поверхности слитка.




















