
Разливка стали и строение слитка
Лекция №1 разливка стали и строение слитка
Выплавленную в сталеплавильном агрегате сталь выпускают в разливочный ковш и далее разливают в металлические формы — изложницы или направляют на машины непрерывной разливки. В результате кристаллизации получают стальные слитки, которые в дальнейшем подвергают обработке давлением (прокатке, ковке).
На слитки разливают большую часть стали, выплавленной во всех сталеплавильных агрегатах; лишь около 2 % всей стали идет на фасонное литье.
Разливка — важный этап сталеплавильного производства. Технология и организация разливки в значительной степени определяют качество готового металла и количество отходов при дальнейшем переделе стальных слитков. Так из-за неправильно организованной разливки от 6 до 18 %, а иногда и до 25 % всей выплавляемой стали возвращается в переплав из-за дефектов, возникающих в процессе разливки и кристаллизации слитка.
Выпуск металла и выдержка в ковше
При наклоне конвертера или по желобу из мартеновской или двухванной печи сталь поступает непосредственно в ковш. При этом в ковш попадает также и часть шлака (до 2—3 % от массы металла), который предохраняет металл от быстрого остывания во время разливки и воздействия на него атмосферных газов.
Попадание большого количества шлака в ковш может привести к повышенному угару раскислителей, рефосфорации, переходу части газов из шлака в металл, поэтому на практике стараются отсечь основную часть шлака после схода металла. Оставшийся шлак сливают в специальную шлаковую чашу.
Процессы, происходящие во время выпуска и разливки стали. Во время выпуска сталь взаимодействует с кислородом и азотом воздуха, шлаком и футеровкой желоба и ковша. В ковше производится раскисление стали, происходит образование и удаление из него неметаллических включений, снижается температура металла и шлака, изменяется их состав. Все эти процессы могут оказывать большое влияние на качество стали.
Рекомендуемые материалы
Прежде всего следует указать на возможность окисления стали при сливе в ковш. Исследованиями установлено, что в стали, предварительно раскисленной в печи марганцем и кремнием, общее содержание кислорода при выпуске повышается и может достигнуть того значения, которое было до раскисления. Таким образом, предварительное раскисление стали в печи, особенно малоуглеродистой, нецелесообразно.
При выпуске нераскисленной кипящей стали, напротив, отмечается обычно снижение окисленности металла. В этом случае при уменьшении ферроста-тического давления активизируется реакция окисления углерода и снимается часть сверхравновесного с углеродом кислорода. Выделяющийся на желобе СО экранирует струю от контакта с атмосферой.
При контакте струи с атмосферой возможно поглощение металлом и азота. Этому способствует более высокое, чем в плавильном агрегате, парциальное давление N2 и отсутствие защиты слоем шлака (так, на ММК при сливе металла из большегрузного конвертера содержание азота иногда повышалось с 0,003—0,004 до 0,005—0,007%).
В целом степень взаимодействия металла с атмосферой определяется удельной величиной поверхности и временем контакта, т. е. характером струи, а также зависит от состава газовой фазы, непосредственно примыкающей к поверхности металла, и от его состава.
Существенными источниками кислорода, поступающего в сталь во время выпуска плавки и выдержки металла в ковше, являются также шлак и огнеупорная футеровка. Это подтверждается сравнительно высоким угаром раскислителей, присаженных в ковш, который повышается при увеличении окисленности и количества шлака, попавшего в ковш.
После окончания выпуска сталь выдерживают в ковше перед разливкой. Продолжительность выдержки качественной стали составляет обычно 10—15 мин, выдержка рядовых сталей определяется временем транспортировки ковша до разливочной площадки или МНЛЗ.
Выдержка стали в ковше перед разливкой и в течение разливки способствует всплыванию частиц шлаковых и огнеупорных включений и продуктов раскисления, равномерному распределению элементов-раскислителей, присаженных в ковш, выравниванию температуры, выделению растворенных в стали газов.
В процессе выпуска стали в зависимости от емкости сталеплавильного агрегата металл остывает на 20—50 °С, а во время выдержки в ковше он остывает на 0,3—1,5°С/мин в зависимости от объема ковша.
При температуре стали шамотная футеровка активно взаимодействует с печным шлаком, находящимся в ковше. При этом шлак обогащается кремнеземом и глиноземом, что снижает его основность и вязкость - создаются условия для перехода части фосфора из шлака в металл. В результате к концу разливки его содержание в металле может возрастать.
Концентрация марганца в кипящей стали обычно уменьшается, что связано с его окислением при снижении температуры. В процессе разливки окисляется также до 0,02—0,03 % углерода.
В спокойной стали частично окисляется кремний и практически полностью выгорает алюминий.
Во время разливки стали в слитки происходит ее повторное окисление. При этом общее содержание кислорода может увеличиваться в два-три раза. Наиболее склонен ко вторичному окислению глубокораскисленный металл. Опасность окисления больше при непрерывном литье заготовок, где суммарная площадь контакта металла с атмосферой в струе и промежуточном ковше сравнительно велика.
Для уменьшения вторичного окисления при разливке применяют защиту струи аргоном, разливку через удлиненный стакан под уровень металла в кристаллизаторе, защиту зеркала металла в изложнице и кристаллизаторе шлаковыми смесями или созданием восстановительной атмосферы в полости изложницы и т. п.
Способы разливки стали
Применяют два основных способа разливки стали: разливку в изложницы и непрерывную разливку. Разливку в изложницы подразделяют на разливку сверху и сифоном.
При разливке сверху (рис.) сталь непосредственно из ковша 1 поступает в изложницы 2, устанавливаемые на чугунных плитах — поддонах 3.
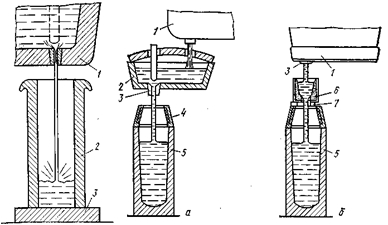
Схема разливки стали сверху, через промежуточный ковш (а) и промежуточную воронку (б)
После заполнения каждой изложницы стопор или шиберный затвор ковша закрывают, ковш транспортируют к следующей изложнице, вновь открывают стопор (шиберный затвор) и после заполнения сталью новой изложницы цикл повторяют.
Иногда при разливке сверху применяют двухстопорные ковши; это позволяет одновременно заполнять две изложницы и сократить длительность разливки. С целью уменьшения напора струи и разбрызгивания металла на стенки изложниц разливку сверху иногда ведут через промежуточные ковши (рис., а) или через промежуточные воронки (рис., б).
 При сифонной разливке, основанной на принципе сообщающихся сосудов, сталью одновременно заполняют несколько (от двух до шестидесяти) изложниц. Жидкая сталь из ковша поступает (рис.) в установленный на поддоне футерованный изнутри центровой литник (2), а из него по футерованным каналам поддона в изложницы снизу. Центровой литник и изложницы устанавливают на массивной чугунной плите — поддоне, имеющей канавки, в которые укладывают пустотелый сифонный кирпич (трубки или проводки).
При сифонной разливке, основанной на принципе сообщающихся сосудов, сталью одновременно заполняют несколько (от двух до шестидесяти) изложниц. Жидкая сталь из ковша поступает (рис.) в установленный на поддоне футерованный изнутри центровой литник (2), а из него по футерованным каналам поддона в изложницы снизу. Центровой литник и изложницы устанавливают на массивной чугунной плите — поддоне, имеющей канавки, в которые укладывают пустотелый сифонный кирпич (трубки или проводки).
Таким образом, металл из ковша поступает в изложницу, лишь пройдя систему каналов, футерованных огнеупорным кирпичом. После наполнения всех установленных на поддоне изложниц стопор (шиберный затвор) закрывают, и ковш транспортируют к следующему поддону и т. п.
Оба способа разливки обладают рядом преимуществ и недостатков. Сифонная разливка имеет следующие преимущества перед разливкой сверху:
1) одновременная отливка нескольких слитков сокращает длительность разливки плавки и позволяет разливать в мелкие слитки плавки большой массы;
2) удобно применять защиту зеркала металла в изложнице шлаковыми смесями или жидким шлаком;
3) поверхность слитка получается чистой, так как металл в изложницах поднимается спокойно без разбрызгивания;
4) повышается стойкость футеровки ковша и улучшаются условия работы стопора и шиберного затвора вследствие меньшей длительности разливки и уменьшения числа открываний и закрываний стопора или затвора;
5) во время разливки можно следить за поведением поднимающеюся металла в изложнице и в соответствии с этим регулировать скорость разливки.
Недостатки сифонной разливки:
1) сложность и повышенная стоимость разливки, обусловленные расходом сифонного кирпича, установкой дополнительного оборудования и значительными затратами труда на сборку поддонов и центровых;
2) дополнительные потери металла в виде литников (0,7—2,5 % от массы разливаемой стали) и возможность потерь при прорывах металла через сифонные кирпичи;
3) необходимость нагрева металла в печи до более высокой температуры, чем при разливке сверху, так как он дополнительно охлаждается в каналах сифонного кирпича;
4) опасность загрязнения стали неметаллическими включениями в результате размывания сифонного кирпича.
Преимуществами разливки сверху являются:
1) более простая подготовка оборудования к разливке и меньшая стоимость разливки;
2) меньше опасность загрязнения стали неметаллическими включениями;
3) отсутствие расхода металла на литники;
4) температура металла перед разливкой может быть ниже, чем при сифонной разливке.
Вместе с тем, разливке сверху присущи следующие недостатки:
1) образование плен на поверхности нижней части слитков, что является следствием разбрызгивания металла при ударе струи о дно изложницы. Застывшие на стенках изложницы и окисленные с поверхности брызги металла не растворяются в поднимающейся жидкой стали, образуя дефект поверхности — плены, которые не свариваются с металлом при прокатке, благодаря чему поверхность прокатанных заготовок приходится подвергать зачистке;
2) большая длительность разливки;
3) из-за большой длительности разливки снижается стойкость футеровки ковша и в связи с большим числом открываний и закрываний ухудшаются условия работы стопора или шиберного затвора.
Оба способа разливки широко применяют. Вопрос о том, какой из них является лучшим, до сих пор не решен. Благодаря простоте и отсутствию потерь металла с литниками часто предпочитают разливку сверху. Несмотря на необходимость дополнительной зачистки поверхности проката, разливка сверху для рядовых марок является более экономичной, чем разливка сифоном. В то же время высококачественные в легированные стали, когда стремятся уменьшить потери дорогостоящего металла на зачистку и получить чистую поверхность слитка, разливают главным образом сифоном. Сифонной разливкой, как правило, получают также слитки массой менее 2,5 т. Потери металла при разливке сифоном и сверху в виде скрапа и недоливов составляют 0,6—1,9 %; при разливке сифоном дополнительно теряется 0,7—2,5 % разливаемой стали в виде литников.
КРИСТАЛЛИЗАЦИЯ СТАЛИ
Образование зародыша и рост кристалла
Сущность процесса кристаллизации стали заключается в переходе ее из жидкого состояния в твердое.
При понижении температуры увеличивается вероятность существования образований (кристаллов или роев) с упорядоченным строением, а их структура приближается к структуре твердого кристалла. При определенной температуре, называемой температурой кристаллизации, термодинамически одинаково вероятно наличие в системе как жидкой, так и твердой фаз. При этой температуре свободная энергия чистого металла в жидком и твердом состояниях одинакова.
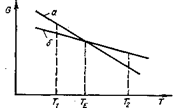
Изменение свободной энергии G чистого металла в жидком (а) и твердом (б) состояниях в зависимости от температуры Т
Из схемы следует, что выше температуры кристаллизации (плавления) Т2 > Те устойчивым является жидкое состояние Gж < Gтв. При снижении температуры ниже Те термодинамически устойчива твердая фаза.
Таким образом, при температуре Те возможно возникновение кристаллика, который при определенных условиях может расти, питаясь из окружающей жидкой фазы.
При охлаждении жидкости до температуры плавления кристаллизация начинается не сразу. Возникающие в жидкости кристаллические образования непрочны и легко разрушаются. Для образования устойчивых первичных кристаллов необходимо переохлаждение, т. е. некоторое снижение температуры ниже точки плавления.
Сталь в изложницах кристаллизуется или затвердевает в виде кристаллов древовидной формы — дендритов. Процесс кристаллизации складывается из двух стадий — зарождения кристаллов и последующего их роста. Различают гомогенное и гетерогенное зарождение кристаллов.
Под гомогенным подразумевают образование зародышей кристалла в объеме жидкой фазы, под гетерогенным — на имеющейся межфазной поверхности (на поверхности находящихся в расплаве твердых частиц — например, неметаллических включений, стенок изложниц н кристаллизаторов).
Гомогенное зарождение - происходит следующим образом: в жидком металле вблизи точки кристаллизации вследствие флуктуации энергии, состава и плотности непрерывно образуются группировки атомов с упорядоченной структурой — комплексы или зародыши твердой фазы. Одновременно и непрерывно происходит разрушение большей части их них. С тем, чтобы зародыш стал термодинамически устойчивым, т. е. способным к дальнейшему росту необходимы определенные условия.
Условия гомогенного зарождения.
Из термодинамики известно, что переход жидкости в твердое состояние и наоборот возможны, если свободная энергия системы при этом уменьшается.
Затвердевание или расплавление в процессе изменения температуры объясняются тем, что при температурах, превышающих точку кристаллизации, меньшей удельной свободной энергией обладает жидкая фаза, а при более низких температурах — твердая.
В процессе образования зародыша свободная энергия системы с одной стороны возрастает в результате затраты энергии на образование поверхности раздела «расплав — зародыш»

и с другой стороны уменьшается в результате перехода части жидкости в твердую фазу, у которой уровень свободной энергии ниже
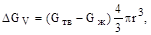
где σ – межфазное натяжение на границе раздела фаз (удельная поверхностная энергия).
При температуре кристаллизации свободная энергия жидкой и твердой фаз равны и образование зародыша невозможно, так как нет источника для компенсации затрат энергии на образование поверхности раздела фаз. Поэтому для образования зародыша необходимо некоторое переохлаждение раплава: чем больше переохлаждение, тем больше будет выигрыш свободной энергии при переходе из жидкого состояния в твердое.
 При данной величине переохлаждения термодинамически устойчивыми, т. е. способными к дальнейшему росту, оказываются те зародыши, размер которых превысит так называемый «критический». Критический размер это такой, начиная с которого дальнейший рост сопровождается снижением суммарной свободной энергии образования зародыша (рис).
При данной величине переохлаждения термодинамически устойчивыми, т. е. способными к дальнейшему росту, оказываются те зародыши, размер которых превысит так называемый «критический». Критический размер это такой, начиная с которого дальнейший рост сопровождается снижением суммарной свободной энергии образования зародыша (рис).
Величину критического радиуса зародыша определяют из соотношения:

где σ – межфазное натяжение на границе раздела жидкой и твердой фаз;
Ткр — температура начала кристаллизации;
ΔТ — величина переохлаждения;
QKp — скрытая теплота кристаллизации.
Таким образом, на процесс кристаллизации решающее влияние оказывают значения переохлаждения и удельной поверхностной энергии на границе кристалл—жидкость. При увеличении степени переохлаждения критический радиус зародыша уменьшается, т. е. термодинамически устойчивыми становятся более мелкие зародыши. То есть, чем выше степень переохлаждения, тем выше будет интенсивность образования устойчивых зародышей. Аналогичное влияние оказывает уменьшение величины поверхностной энергии σ.
Приближенные расчеты показывают, что гомогенное зарождение кристалла ряда металлов возможно при переохлаждении, равном 0,2•Ткр, т. е. около 350 °С для железа. Уменьшение переохлаждения до 200 °С снижает вероятность образования равновесного зародыша при гомогенной кристаллизации почти в 105 раз. Однако величина переохлаждения в стальном слитке обычно не превышает 10 °С. Следовательно, кристаллизация по гомогенному механизму на практике не реализуется.
В реальных условиях механизм затвердевания имеет гетерогенный характер, когда образование и рост зародыша происходят на уже имеющейся поверхности раздела – центрах кристаллизации (неметаллические включения или уже образовавшиеся в объеме кристаллы, стенки изложницы или формы, поверхность затвердевшей части слитка и т. п). Процесс зарождения и роста кристаллов в этом случае существенно облегчается - в реальных условиях сталь начинает кристаллизоваться при переохлаждении в несколько градусов. Следовательно, в реальных условиях происходит преимущественно гетерогенное зарождение кристаллов.
Введением центров кристаллизации широко пользуются на практике для модифицирования (улучшения) структуры слитка или отливки. При этом измельчается зерно и повышаются свойства металла. В качестве модифицирующих добавок служат обычно тугоплавкие оксиды, нитриды, имеющие температуры плавления выше, чем стали, и образующиеся в стали при введении таких активных элементов, как РЗМ, Ti, Zr и т. п.
Эффект модифицирования может иметь место также при введении в расплав поверхностно-активной добавки, снижающей величину межфазного натяжения на границе жидкость—твердая фаза. При этом уменьшается энергетический барьер образования новой границы раздела фаз и облегчается зарождение новых кристаллов, а следовательно, измельчается структура металла.
В формировании структуры слитка не меньшую роль играет последующий рост кристаллов, который обусловливается прежде всего интенсивностью и направленностью отвода тепла.
Рост кристаллов. Зарождающийся кристалл имеет правильную форму, определяемую типом кристаллической решетки твердого металла. Однако вскоре после зарождения правильный рост возникшего кристалла прекращается и начинается преимущественный рост его вершин, т, е. ветвей дендрита. Объясняется это следующим: количество тепла и примесей сплава, выделяющихся при кристаллизации, будет минимальным у вершин и максимальным у центра граней кристалла, что препятствует дальнейшей кристаллизации у граней. От вершин кристалла вырастают оси первого порядка (стволы дендрита), на них перпендикулярно направленные оси второго порядка (ветви), на которых аналогичным образом развиваются оси третьего порядка и т. д. Появление все новых осей и их постепенное утолщение приводят к формированию сплошного кристалла (дендрита).
Установлено, что в сплавах на основе железа ветви дендритов растут в трех взаимно перпендикулярных направлениях.
При отсутствии направленного теплоотвода оси во всех направлениях развиваются примерно одинаково и кристалл получается равноосным. При направленном теплоотводе кристаллы имеют вытянутую форму.
Вид структуры слитка определяется условиями охлаждения. Качественная связь между скоростью образования зародышей V0.3, линейной скоростью кристаллизации Vл. к и величиной переохлаждения имеет вид.
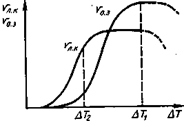 |
Зависимость линейной скорости кристаллизации Vл к и скорости образования зародышей Vо.з. от величины переохлаждения
15 Кулачковые механизмы - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
При высокой степени переохлаждения, которое, например, имеет место при первоначальном контакте жидкого металла с холодной стенкой изложницы или кристаллизатора, число образовавшихся зародышей велико, а скорость роста зерна ограничена. В этом случае формируется мелкозернистая структура. По мере уменьшения переохлаждения скорость образования зародышей снижается быстрее, чем скорость их линейного роста. Кристаллы будут развиваться до больших размеров. При степени переохлаждения, равной ΔТ2, когда образуется мало зародышей, а скорость роста зерна еще велика – структура будет крупнозернистой.
Скорость роста кристаллов определяется в первую очередь интенсивностью теплоотвода; чем больше скорость теплоотвода и чем больше переохлаждение жидкого металла, тем больше будет скорость роста.
Следует отметить, что рост кристаллов протекает одинаково как в случае гомогенного, так и в случае гетерогенного их зарождения.
Интервал кристаллизации. Известно, что чистые металлы кристаллизуются при постоянной температуре, а сталь как многокомпонентный раствор — в определенном интервале температур путем так называемой «избирательной кристаллизации». При температуре, соответствующей началу интервала кристаллизации образуются и начинают расти оси кристаллов, обедненные углеродом и другими составляющими стали, а в остающемся жидком металле их содержание возрастает. Поэтому понижается температура затвердевания жидкой фазы и последующие оси кристалла формируются при все более низкой температуре, а содержанке примесей в них возрастает.
Величина интервала кристаллизации определяется составом стали и условиями затвердевания слитка. Она возрастает при увеличении содержания в стали углерода и легирующих элементов. В высокоуглеродистой стали У13А величина интервала кристаллизации достигает 325 "С. При увеличении интервала кристаллизации возрастает степень химической неоднородности затвердевшего слитка, что нежелательно.
Скорость затвердевания слитка. При затвердевании стали в изложнице тепло отводится через ее стенки, поэтому зарождение и рост кристаллов начинаются у стенок изложницы, а толщина затвердевшего слоя непрерывно возрастает в направлении к центру слитка.




















