


Структура и составляющие
Лекция №14
Модуль ADEM NC
Структура и составляющие
NC – Numerical Control
ADEM NC (CAM)
Модуль ADEM NC относится к технологическим модулям части САМ и предназначен для разработки в автоматизированном режиме управляющей программы к станкам с ЧПУ.
Модуль имеет свои составляющие и определённой порядок разработки УП. Основой для УП в модуле ADEM NC является геометрический модуль детали, созданные в модуле 2D и 3D.
Основные термины и понятия модуля ADEM NC
Рекомендуемые материалы
1) Конструктивный элемент (КЭ)
Любую деталь подлежащую обработке в ADEM NC можно представить набором различных КЭ.
Под КЭ понимается:
—плоскость
—колодец
—стенка
—скос
—отверстие и т.д.
2) В модуле ADEM NC с КЭ связывается так называемый технологический объект (ТО).
ТО — это единица информации об обработке в модуле NC содержащий данные об обработке только одного КЭ.
Эти данные о ТО делятся на 2 части:
—информация о конструкции
→тип КЭ (колодец, паз)
→параметры КЭ (глубина, припуск)
→геометрия КЭ (контуры)
—информация о технологии
→тип технологического перехода (фрезерная, токарная)
→параметры технологического перехода (подача, частота оборотов)
В ADEM NC самый сложный переход — фрезерование.
3) ТО, содержащий информацию об обработке одного КЭ, называется также парой.
Пара технологический переход / КЭ
 |
ПАРА
3) Существуют также ТО непосредственно со снятием металла. Также ТО называется технологическими командами. Технологические команды задают: координаты начального положения инструмента и безопасные позиции. Плоскость холостых ходов при перемещении одного КЭ к другому.
4) Маршрут обработки — последовательность технологических объектов. При изменении последовательности ТО изменится и их маршрут обработки.
Свойства связанности в ТО
2 вида:
1) система сохраняет связь между ТО и геометрическими элементами на базе которых они созданы.
Свойства связи выражаются:
—если обрабатываемый контур будет изменён, то не требуется проектировать заново обработку достаточно пересчитать траекторию инструмента со старыми параметрами ТО и КЭ.
2) система обеспечивает параметрическую связь между ТО.
Например:
Несколько ТО могут быть созданы с одним КЭ. Тогда если вносится изменение в КЭ одного из ТО, то автоматически произойдёт изменение КЭ во всех остальных параметрических связях ТО.
 |

После того, как создан маршрут обработки, запускается команда—процессор, с помощью которого рассчитывается перемещение инструмента, необходимое для обработки детали. Эта последовательность перемещений инструмента называется траекторией движения инструмента—эквидистанта.
Результатом работы команда-процессор является массив «CLDATA» — последовательность команд к станку.
«CLDATA» содержит: команды перемещение инструмента
—команды, не связанные с перемещением инструмента (вкл/выкл инструмента, охлаждение)
—справочная информация (название УП модель, станка)
После команды — процессор вызывается команда «ADAPTER». Она конвертирует «CLDATA» в УП в соответствии с постпроцессором каждой конкретной пары станок устройства ЧПУ. Поэтому в модуле ADEM NC должна создаваться библиотека постпроцессоров. Для новой пары станок устройства с ЧПУ необходимо создать новый постпроцессор с помощью модуля ADEM GPP (генерировать пост процессор).
В модуле ADEM GPP методом анкетного диалога вводится информация о станке с ЧПУ и об устройстве ЧПУ.
Система координат в модуле ADEM NC
Существуют две системы координат:
1) СКБД — система координат базы данных
2) ПСК — пользовательская система координат. Она может быть перенесена и расположена по желанию пользователя.
ЗАМЕЧАНИЯ: координаты всех перемещений инструментов в «CLDATA» и УП выражены в ПСК.
5) В ADEM NC есть ещё одно понятие «проект»
ПРОЕКТ — один маршрут обработки.
В ADEM NC существует возможность в одном файле создать несколько проектов и для каждого из них получит свою УП.
ТО можно получить на базе одной геометрической модели различные УП для различных станков.
Кроме того, один проект может быть вызван из другого и вставлен в соответствующее место, т.е. в модуле ADEM NC может быть разработана УП с подпрограммами.
Рекомендуемый порядок работы в модуле ADEM NC
1) создание последовательности ТО (создание МО)
2) расчёт траектории движения инструмента
3) моделирование обработки на экране
4) просмотр траектории инструмента (CLDATA)
5) получение УП
6) просмотр УП
7) запись УП на диск
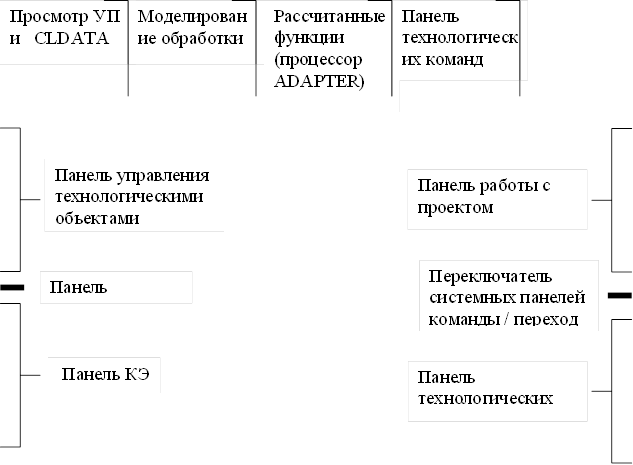
Меню команд
 |
ЗАМЕЧАНИЯ: ТО, что можно с ними делать.
Панель управления ТО:
1) Исключить / Восстановить
2) Вставить
3) Дублировать
4) Изменить
5) Редактировать
6) Удалить
7) Чистить
Панель КЭ:
1) КЛДЦ—колодец
2) УСТП—уступ
3) СТЕН—стенка
4) ОКНО—окно
5) ПЛСК—плоскость
6) ПАЗ—паз
7) ОТВ—отверстие
8) ТОРЦ—торец
9) ОБЛ—область
10) РЕЗБ—резьба
11) СКОС—скос
12) ПЛЕЧ—плечо
13) ПВРХ—поверхность
Панель технологических переходов:
1) КМНД—команды/переходы
2) ФРЕЗ—фрезеровать
3) СВЕРЛ—сверлить
4) ЦНТР—центрировать
5) ЗЕНК—зенкеровать
6) РАЗВ—развернуть
7) РАСТ—расточить
8) НАР—нарезать
9) ТОЧТ—точить
Информация в лекции "Введение" поможет Вам.
10) ПОДР—подрезать
11) ОТРЗ—отрезать
12) РСТ Т—расточить на токарном станке
13) НАР Т—нарезать резьбу на токарном станке
14) ПРОБ—пробить
15) РЕЗ—резать



















