Производство меди и никеля
10 Производство меди и никеля
10.1 Сырье для производства меди и никеля. вспомогательные материалы
10.1.1 Классификация рудного сырья
В зависимости от вида присутствующих минералов руды цветных металлов классифицируются на 4 типа:
1) сульфидные, в которых металлы присутствуют в форме сульфидов (медные, медно-никелевые и другие полиметаллические руды);
2) окисленные, в которых металлы находятся в форме кислородсодержащих соединений — оксидов, гидроксидов, карбонатов и т. д. (никелевые и медные руды);
3) смешанные, в которых металлы могут находиться как в сульфидной, так и в окисленной форме (медные руды);
Рекомендуемые материалы
4) самородные, содержащие металлы в свободном состоянии (медные руды). В самородном состоянии в природе встречаются также золото, серебро и платина.
Сульфидные руды по типу оруднения делятся на сплошные и вкрапленные (порфировые). Как следует из самого названия, в сплошных рудах основную массу составляют сульфиды, содержание же в них компонентов пустой породы (SiO2, СаО, Аl2Оз и др.) незначительно (10—20%). Во вкрапленных рудах картина обратная — основную массу руды составляет пустая порода, а содержание сульфидов в них невелико.
По числу присутствующих в рудах металлов их классифицируют на монометаллические и полиметаллические (комплексные). Большинство руд цветных металлов являются полиметаллическими и содержат до 10 и более ценных компонентов. Наиболее сложными по составу являются медно-цинковые, медно-свинцово-цинковые, медно-никелевые, медно-молибденовые, медно-кобальтовые руды. Включая в название ведущий ценный спутник, определяют тем самым тип руды со всем комплексом ценных составляющих.
Руды меди и никеля, как правило, очень бедные и содержат всего несколько процентов, а часто и доли процентов основного металла. Концентрация в них ценных элементов-спутников обычно еще меньше. Однако многие сопутствующие элементы по ценности даже превосходят основные компоненты руды. Важнейшими ценными спутниками меди в рудах являются золото, серебро, селен, теллур, цинк, свинец, кадмий, таллий, висмут, сурьма, молибден, рений и др., включая серу сульфидных руд. Одновременное присутствие в рудах всех перечисленных ценных элементов не является обязательным. Они присутствуют в разных сочетаниях, свойственных данному типу руды или месторождения.
Характерными спутниками никеля в медно-никелевых рудах являются кобальт, платина, палладий, золото, серебро, осмий, иридий, родий, рутений и некоторые другие элементы.
При оценке рудного сырья необходимо также учитывать характер присутствующей пустой породы. По этому признаку руды подразделяют на кислые и основные. В кислых рудах пустая порода в основном представлена кремнеземом; при пирометаллургической переработке эти руды требуют добавки основного флюса — известняка. Основные руды, наоборот, требуют кислых, кремнистых флюсов.
10.1.2 Медные руды
Кларк меди, т. е. ее содержание в земной коре, равен 0,01%. Однако, несмотря на низкое содержание в земной коре, она образует многочисленные месторождения руд — естественные скопления рудных медных минералов. Характерным для меди является наличие в природе руд всех четырех рассмотренных выше типов.
Известно более 250 медных минералов. Большинство из них встречаются сравнительно редко, некоторые представляют собой драгоценные камни. К наиболее распространенным медным минералам, имеющим промышленное значение при получении меди, относятся прежде всего соединения меди с серой и кислородом. Наибольшее количество меди в земной коре (около 80%) входит в состав сернистых соединений. Ниже приведены важнейшие сульфидные минералы меди:
Минерал Си, %
Ковеллин CuS 66,5
Халькозин Cu2S 79,9
Халькопирит CuFeS2 34,6
Борнит Cu5FeS4 63,3
Кубанит CuFe2S3 23,5
Талнахит* CuFeS(i,e-2) 36—34,6
Кроме того, довольно распространены медно-мышьяковистые (энаргит Cu3AsS4) и медно-сурьмянистые (тетраэдрит Cu3SbS3) минералы.
Сульфидные медные минералы имеют как гидротермальное, так и магматическое происхождение. При высоких температурах и давлениях вода, выделяющаяся при застывании магмы, наряду с сульфидами меди растворяет сульфиды, селениды и теллуриды многих других металлов и прежде всего железа, цинка, свинца, мышьяка и сурьмы. В растворе содержатся также благородные металлы, висмут и редкие металлы. При охлаждении термальных вод из них выкристаллизовывается целый комплекс ценных минералов: халькопирит CuFeS2, сфалерит ZnS, галенит PbS.
Основными компонентами пустой породы являются пирит FeS2 и кварц. Соотношение между ценными минералами может „меняться в широких пределах. Совместная кристаллизация минералов, особенно если она протекала сравнительно быстро, часто приводит к очень-тонкому их прорастанию, что крайне затрудняет разделение ценных минералов при обогащении. Поскольку температура кристаллизации различных минералов неодинакова, состав, руды меняется по глубине месторождения. Меняются также стехиометрический состав однотипных минералов и содержание в них примесей.
Магматические месторождения, содержащие медь, образуются при кристаллизации ультраосновных пород. В этих месторождениях важнейшими спутниками меди являются никель, кобальт, платиновые металлы. Железо кристаллизуется в виде пирротина FeS,никель в основном в виде пентландита (Fe, Ni)S, но частично он может входить изоморфно и в состав пирротинов. Таким образом, и в магматических месторождениях медь встречается в комплексе со многими другими ценными элементами.
В природных условиях первичные сульфидные минералы могут подвергаться воздействию атмосферных агентов (кислорода, СОг, воды) и претерпевать изменения (выветриваться). Очень часто ковеллин и халькозин являются продуктом превращения первичных минералов. Более глубокое превращение приводит к образованию кислородных соединений меди.
Старейшей рудной провинцией является Урал. По восточному склону Уральского хребта с севера на юг полосой протяженностью около 800 км разбросана большая группа медных месторождений, приуроченных к так называемым зелено-каменным породам. К этой группе относятся месторождения Турьинской группы, районов Кировграда, Красноуральска, Среднеуральска, Медногорска, Гая, Сибая, Карабаша.
Руды восточного склона Уральского хребта относятся к категории медно-цинковых сульфидных руд. Основными спутниками меди в них являются цинк, свинец, золото, серебро, часто присутствуют висмут, германий, кадмий, индий, таллий, селен, теллур. Руды подвергают селективному обогащению с получением медного, цинкового и пиритного концентратов. Они являются основной сырьевой базой для медных заводов и комбинатов Урала: Красноуральского, Среднеуральского, Карабашского и Медногорского.
На западном склоне Уральского хребта в так называемых пермских песчаниках расположёны многочисленные, но небольшие по мощности месторождения преимущественно окисленных медных руд. Некоторые из этих месторождений были базой медной промышленности в XVII—XVIII вв. В настоящее время их практически не используют. В целом Урал, занимавший когда-то ведущее положение в производстве меди, свое главенствующее положение утратил. Запасы уральских медных руд постепенно истощаются. Центр тяжести в производстве меди перемещается в Казахстан и Заполярье.
Важными источниками медного сырья в Казахстане являются Коунрадское, Саякское и Джезказганское месторождения. Они обеспечивают рудой Балхашский и Джезказганский горно-металлургические комбинаты. Руды данных месторождений относятся к категории вкрапленных. Основной вмещающей породой этих руд является кварц, т. е. они относятся к кислым породам. Ценными спутниками меди во вкрапленных рудах являются молибден и рений. Содержание благородных металлов невелико.
Отличительной особенностью казахстанских месторождений являются их большая мощность и залегание вблизи земной поверхности. Поэтому разработку месторождений ведут открытым способом с использованием мощной современной техники, что обусловливает относительно низкую стоимость руды.
Вкрапленные руды легко обогащаются, а полученные при этом концентраты характеризуются высоким содержанием меди (так, джезказганские концентраты содержат до 40% меди). Большие масштабы производства, применение дешевых методов добычи руды и хорошая их обогатимость позволяют вовлекать в эксплуатацию руду с содержанием 0,3% меди. Кроме Джезказганского и Коунрадского месторождений, в Казахстане имеется еще несколько крупных месторождений такого же типа, например Бощекульское.
Наряду с вкрапленными рудами в восточном Казахстане имеются месторождения пиритных медно-цинковых руд, близких по составу к уральским (Орловское, Николаевское, Белоусовское и др.). В Казахстане имеется также большое количество (около 1000) мелких месторождений окисленных руд, которые пока не вовлекают в эксплуатацию.
Крупнейшим центром производства меди за последнее время стало Заполярье. Сырьем этого района являются медно-никелевые руды Кольского полуострова и уникальные месторождения района Норильска (полуостров Таймыр). Ценными спутниками меди в рудах этого типа являются никель, кобальт, сера, селен, теллур, металлы платиновой группы, золото и серебро, причем на долю платиновых приходится значительная часть общей стоимости ценных компонентов руды. Медно-никелевые руды в основном магматического происхождения; встречаются как сплошные сульфидные, так и вкрапленные руды. Содержание пустой породы в сплошных рудах составляет всего 15%, остальное — сульфиды.
Основными медными минералами являются халькопирит, кубанит и талнахит, а основным сопутствующим минералом — пирротин. Никель встречается преимущественно в виде пентландита (Ni, Fe) S. Некоторое количество никеля находится также в виде твердого раствора в пирротинах. Высокое содержание в рудах этого района благородных металлов, меди, никеля и кобальта делает их переработку экономически очень выгодной, несмотря на удаленность региона и тяжелые климатические условия Заполярья. В ближайшие десятилетия основные капиталовложения и основное увеличение производства меди и никеля ожидаются именно в этом районе.
Медные руды добывают также в Средней Азии (район Алмалыка) и в Закавказье (Армения), где имеется ряд месторождений сульфидных пиритных руд. Уникальное месторождение вкрапленных медных руд (Удоканское) разведано в Забайкалье.
Вследствие низкого содержания медилексного характера медных руд в большинстве случаев их непосредственная металлургическая переработка невыгодна, поэтому их предварительно подвергают, как правило, селективному флотационному обогащению. При обогащении медных руд основным продуктом являются медные концентраты, содержащие до 55% меди (чаще от 10 до 30%). Извлечение меди в концентраты при флотации колеблется от 80 до 95%. Кроме медных, при обогащении руд часто получают пиритные концентраты и концентраты ряда других цветных металлов (цинковый, молибденовый и т. д.). Отходами обогащения являются отвальные хвосты.
Флотационные концентраты представляют собой тонкие порошки с частицами крупностью менее 74 мкм и влажностью 8—10%.
В металлургии меди и никеля роль предварительного обогащения очень велика. От содержания ценного компонента в перерабатываемом сырье зависят производительность металлургических агрегатов, расход топлива, электроэнергии и вспомогательных материалов, трудовые затраты, потери извлекаемых компонентов и в конечном итоге себестоимость готовой продукции.
Предварительное обогащение рудного сырья, значительно более дешевое, чем непосредственная металлургическая переработка, обеспечивает:
- снижение затрат на последующие металлургические операции и себестоимости конечного продукта в первую очередь за счет сокращения объема перерабатываемых материалов;
- возможность переработки бедных руд, непригодных для прямой металлургической переработки, т. е. расширение запасов природного сырья;
- в ряде случаев повышение комплексности использования исходного сырья за счет выделения ценных компонентов в отдельные концентраты, пригодные для дальнейшей самостоятельной металлургической переработки.
Медные руды и получаемые при их обогащении концентраты имеют одинаковый минералогический состав и отличаются лишь количественными соотношениями между различными минералами.
Следовательно, физико-химические основы их металлургической переработки будут совершенно одинаковы.
Значительные осложнения возникают при обогащении сложных по составу, труднообогатимых полиметаллических руд, например уральских медно-цинковых руд. При их селективном обогащении, кроме медного, цинкового и пиритного концентратов, в значительном количестве получается так называемый промпродукт, содержащий часто 8—10% меди и до 16—18% цинка. Он резко снижает извлечение меди и цинка в одноименные концентраты и создает огромные трудности в его металлургической переработке. Переработка промпродукта традиционными металлургическими методами даже с удовлетворительными технико-экономическими показателями фактически невозможна. Если же при обогащении идти по пути сокращения выхода промпродукта или полностью предотвратить его получение, это резко ухудшит качество основных концентратов, что отрицательно повлияет на работу металлургических переделов. Для переработки сложных по составу промпродуктов в настоящее время разрабатывают новые технологические процессы.
10.1.3 Никелевые руды
Основным сырьем для получения никеля являются окисленные никелевые и сульфидные медно-никелевые руды. В небольших количествах за рубежом его получают из мышьяковистых руд.
В России доля никеля, получаемого из сульфидных медно-никелевых руд, по сравнению с окисленными никелевыми рудами непрерывно возрастает. За рубежом наблюдается обратная тенденция.
Окисленные (силикатные) никелевые руды являются рудами вторичного происхождения. Они образовались в результате выветривания главным образом змеевиков и состоят из простых и сложных гидратированных силикатов магния и железа и алюмосиликатов, содержащих никель.
Окисленные никелевые руды содержат незначительное количество никеля — от десятых долей до 1,5—3%. Только в некоторых рудах содержится до 5% и более никеля. В основном эти руды состоят из пустой породы. В рудах обязательно содержится кобальт. Отношение никеля к кобальту в них составляет (25—40): 1. В значительных количествах (до 0,02%) в рудах может присутствовать медь, практически во всех случаях руды содержат хром (до 1—2% и более).
Основными никельсодержащими минералами в окисленных рудах являются гарниерит (Ni, Mg) О- SiO2 • 2Н2О, ревдинскит и непуит 3(Ni, Mg)O*2SiO2*2Н2О и нонтронит nNiO • (Al, Fe)2O3X X4SiO2 • 4Н2О. Никелевые минералы в рудах находятся в тонко-диспергированном состоянии. Пустую породу составляют серпентин 3MgO • 2SiO2 • 2Н2О, каолинит А12О3 • 2SiO2 • 2Н2О, тальк 3MgO • 4SiO2 • 4Н2О, кварц и некоторые другие минералы. Железо в таких рудах находится в форме оксидов и гидроксидов, в которых присутствует никель.
По соотношению между содержаниями важнейших компонентов окисленные никелевые руды классифицируют на несколько промышленных типов, среди которых можно выделить следующие основные виды: железистые (более 30% Ре2Оз), железисто-кремниевые (менее 30% Fе2Оз), железисто-магнезиальные (6—11% MgO), магнезиальные (до 20% MgO) и кремнистые (до 50% SiO2).
Силикатные руды отличаются высоким содержанием влаги — в среднем 20—25%, а иногда до 40%. Характерной особенностью этих руд являются также их высокая неоднородность и исключительное непостоянство химического состава по содержанию как никеля, так и пустой породы. Колебания состава наблюдаются даже в массиве одного месторождения. Возможные пределы концентраций компонентов руды следующие, %: 0,5—5,0 Ni; 0,04—0,16 Со; 15-50 SiO2; 15-65 Fe2O3; 2-25 MgO; 5-16 А12О3; 0,5-2 CaO.
По внешнему виду окисленные никелевые руды похожи на глину. Для них характерны пористое, рыхлое строение, малая механическая прочность кусков, высокая гигроскопичность, рассеянность никеля почти по всем минералам и тесное прорастание одних минералов в другие. Такое физико-химическое состояние окисленных никелевых руд делает невозможным механическое вскрытие индивидуальных минералов, содержащих никель, и следовательно, их отделение от пустой породы при обогащении традиционными методами.
Среди возможных путей обогащения окисленных никелевых руд следует назвать метод, сочетающий их предварительное пирометаллургическое сульфидирование в трубчатых вращающихся печах с последующим флотационным выделением образовавшихся сульфидов из измельченного спека. Такой способ прошел проверку в производственных условиях и показал положительные результаты. Однако промышленного применения он не нашел.
Из-за отсутствия рациональных методов обогащения окисленные никелевые руды в настоящее время поступают непосредственно в металлургическую переработку.
В Советском Союзе промышленные месторождения окисленных никелевых руд расположены на Урале, в Казахстане и на Украине, а за рубежом — в Новой Каледонии, на Кубе, в США, Бразилии и Греции.
Сульфидные медно-никелевые руды частично уже были рассмотрены в предыдущем разделе. В сульфидных рудах никель присутствует главным образом в виде пентландита, представляющего собой изоморфную смесь сульфидов никеля и железа переменного соотношения, и частично в форме твердого раствора в пирротине. Значительно реже в природе встречается чистый никелевый сульфид — миллерит NiS. Из других природных сульфидов можно отметить очень редкие минералы — полидимит и природный ферроникель.
Основным спутником никеля в сульфидных рудах является медь, содержащаяся главным образом в халькопирите, кубаните и талнахите. С учетом высокого содержания меди в этих рудах их и называют медно-никелевыми. Кроме никеля и меди, в медно-никелевых рудах обязательно присутствуют кобальт (до 3% от содержания никеля), а также металлы платиновой группы (платина, палладий, родий, рутений, осмий и иридий), золото, серебро, селен и теллур. Таким образом, сульфидные медно-никелевые руды являются полиметаллическим сырьем очень сложного химического состава. При их металлургической переработке извлекают 14 (включая серу) ценных компонентов.
По структуре медно-никелевые руды могут быть сплошными, жильными и вкрапленными. Чаще встречаются два последних типа руд. В зависимости от глубины залегания рудных тел их добывают как открытым, так и подземным способом.
В отличие от окисленных никелевых руд сульфидные медно-никелевые руды характеризуются высокой механической прочностью, негигроскопичны. Основную часть медно-никелевых руд подвергают предварительному обогащению.
В России месторождения сульфидных медно-никелевых руд находятся в северных районах страны — на Таймырском и Кольском полуостровах. За рубежом запасы медно-никелевых руд сосредоточены в Канаде и Австралии.
Основным способом обогащения сульфидных медно-никелевых руд является флотация. Иногда флотационному обогащению предшествует магнитная сепарация, направленная на выделение пирротина в самостоятельный концентрат. Возможность проведения магнитной сепарации обусловлена относительно высокой магнитной восприимчивостью пирротина. Получение пирротинового концентрата, содержащего до 1,5% никеля, не всегда оправдано, так как возникает необходимость в организации его специальной переработки с целью извлечения никеля, серы и платиноидов.
Флотационное обогащение может быть коллективным или селективным. При коллективной флотации ставится задача отделить пустую породу и получить обогащенный продукт — медно-никелевый концентрат. Селективная флотация позволяет не только освободиться от пустой породы, но и выделить большую часть никеля и меди в самостоятельные концентраты. Полного разделения меди и никеля при селективной флотации провести не удается, и второй продукт селекции по существу является медно-никелевым концентратом, отличающимся от руды значительно более высоким отношением Ni/Си. На практике такой концентрат обычно называют просто никелевым.
Таким образом, при обогащении сульфидных медно-никелевых руд в зависимости от принятой схемы обогащения могут получаться коллективные медно-никелевые, медные, никелевые и пирротиновые концентраты.
Медные концентраты с высоким соотношением меди и никеля, равным примерно 20:1, перерабатывают на медеплавильных заводах.
Кроме окисленных никелевых и сульфидных медно-никелевых руд, сырьем для получения никеля могут служить мышьяковистые руды, которые представлены типичными жильными образованиями. В этих рудах арсениды никеля тесно ассоциированы с арсенидами кобальта, сульфидами меди и других металлов. Наибольшие запасы мышьяковистых руд имеются в Марокко, Иране, Франции, Канаде и Бирме. Вследствие ограниченности запасов мышьяковистые руды не имеют большого значения в производстве никеля.
10.2 Электроплавка окисленных никелевых руд.
Основным способом переработки окисленных никелевых руд являлась их плавка в шахтных печах на штейн. Однако этот способ сопряжен с высоким расходом кокса и флюсов и характеризуется низким извлечением никеля и кобальта в штейн. Рост потребности в легированных никелем сталях явился стимулом для применения других более простых и высокоэффективных процессов переработки окисленных никелевых руд. К таким процессам, получающим в последние годы все большее развитие, относится восстановительная электроплавка руд на ферроникель. Получение ферроникеля в электропечах обеспечивает высокое извлечение никеля, кобальта и железа из руды и значительно упрощает технологию ее переработки по сравнению с плавкой в шахтных печах на штейн.
При плавке на ферроникель в электропечах перерабатывают агломерированную или предварительно прокаленную в трубчатых печах руду. Иногда процесс прокалки руды совмещают с ее предварительным восстановлением. Прокалка, обеспечивающая удаление гигроскопической и конституционной влаги, а также частичное восстановление руды способствуют значительному снижению расхода электроэнергии при последующей электроплавке. В зарубежных странах при электроплавке окисленных никелевых руд в основном стремятся извлечь никель, в связи с чем плавку ведут на богатый ферроникель. В отличие от зарубежной практики в России при плавке получают бедный ферроникель, что обеспечивает наряду с извлечением никеля высокое извлечение кобальта, а также более полное извлечение железа из руды.
В процессе восстановительной электроплавки окисленных никелевых руд, кроме никеля, кобальта и железа, в сплав переходят также некоторые количества углерода, кремния, хрома, фосфора и серы. Поэтому для получения кондиционного ферроникеля требуется проведение дополнительных операций для удаления указанных примесей.
Поведение компонентов шихты при восстановительной электроплавке на ферроникель
Железо, никель, кобальт. При восстановительной электроплавке окисленные соединения железа, никеля и кобальта, восстанавливаясь, переходят в сплав. Чем больше восстановителя в шихте, тем больше восстанавливается железа и тем беднее по содержанию никеля и кобальта будет получаемый сплав, но зато тем выше будет их извлечение из руды в этот сплав.
Следует отметить, что скорости плавления шихты, восстановления железа и взаимодействия его с силикатным расплавом при заданной мощности печи зависят еще от целого ряда факторов, среди которых решающее значение имеют составы исходной шихты и образующихся в результате плавки сплава и шлака. Отсутствие в настоящее время данных об активностях компонентов сплава не позволяет пока рассчитывать оптимальные составы шлака и сплава, обеспечивающие минимальные потери никеля со шлаками. Однако совершенно очевидно, что получение при плавке сплава с минимальным содержанием кремния может обеспечить максимальное извлечение никеля в сплав.
Кремний. Хотя SiO2 восстанавливается значительно труднее, чем окислы железа, никеля и кобальта, все же благодаря высокой его концентрации в шихте при электроплавке окисленных никелевых руд образуется некоторое количество кремния, часть которого реагирует с окислами железа, никеля и кобальта, восстанавливая их до металлов, образующих сплав, а часть растворяется в образующемся сплаве.
Восстановление кремнезема окисью углерода по реакции
SiO2 + 2CO=Si + 2C02 (5)
маловероятно с точки зрения термодинамики, так как даже при температуре 1727°С кремний окисляется до SiO2 газовой фазой, содержащей тысячные доли процента углекислого газа.
В присутствии железа, являющегося растворителем кремния, равновесие реакции восстановления SiO2 твердым углеродом смещается вправо.
Восстановление SiO2 в условиях избытка углерода возможно также с образованием карбида кремния:
SiO2 + 3C = SiC + 2CO. (9)
Однако в присутствии железа процесс предпочтительнее идет с образованием кремния, растворенного в жидком железе.
При восстановительной плавке окисленных никелевых руд имеет место окисление кремния закисью железа шлака:
Si + 2FeO=SiO2 + 2Fe
Данные полупромышленных и промышленных плавок окисленных руд на ферроникель показывают, что равновесное распределение кремния между продуктами плавки достигается только при шлаках, содержащих менее 50% (мол.) SiO2 и 17% (мол.) MgO или не более 55% SiO2 (мол.) при высоком содержании в них MgO (25—30% мол.). Дальнейшее увеличение содержания кремнезема в шлаках приводит к повышенному (против равновесного) переходу кремния в сплав. С уменьшением основности шлаков, когда сокращается число свободных ионов кислорода и структура кремнекислородных анионов заметно усложняется, массоперенос кислорода в жидких шлаках резко уменьшается, а следовательно, и уменьшается скорость окисления кремния, что способствует его повышенному переходу в сплав.
Учитывая отмеченные особенности поведения кремния при восстановительной электроплавке, необходимо для получения чистого по кремнию ферроникеля регулировать состав отвального шлака путем шихтовки разных типов руд и загрузки в печь флюсов. Кроме того, необходимо менять количество восстановителя при изменении состава руд.
Углерод. Поведение углерода при электроплавке окисленных никелевых руд определяется составом сплава и расходом восстановителя. При увеличении расхода восстановителя увеличивается содержание кремния в сплаве, что приводит к снижению растворимости в нем углерода. Кремний и никель снижают растворимость углерода в железе, хром оказывает обратное действие.
Хром. В процессе электроплавки окисленных никелевых руд присутствующая в исходной шихте окись хрома восстанавливается по реакции
Cr2О3 + 3C = 2Cr + 3CO, (11)
начиная с температуры примерно 1100° С. Переход хрома в сплав в значительной степени определяется извлечением в него железа: чем выше извлечение железа, тем выше переход Сг в сплав.
Сера и фосфор. Сера в процессе электроплавки вводится исходной рудой и восстановителем, фосфор — в основном рудой. В случае предварительного обжига руды 28% серы переходит в газы и пыль. При электроплавке примерно 26% серы переходит в сплав, 24,5% — в шлак и около 50% — в газы; 50% фосфора переходит в сплав и 50% — в газы.
10.3 Электроплавка сульфидных медно-никелевых руд и концентратов
Электроплавка сульфидных медно-никелевых руд и концентратов получила широкое распространение в металлургии никеля. Электропечи применяют на всех медно-никелевых предприятиях. На отечественных предприятиях электроплавке подвергают руды и агломерированные или гранулированные, прокаленные на агломерационной ленте медно-никелевые концентраты. На заводах в электропечах перерабатывают обожженные в печи кипящего слоя концентраты в смеси с кварцевым флюсом. Кроме твердой шихты, в электропечах перерабатывают жидкий конвертерный шлак, однако доля этого оборотного материала в шихте рудной электроплавки на отдельных предприятиях различна и зависит главным образом от характера исходной твердой шихты и наличия на заводе печей для отдельной переработки конвертерных шлаков. Для получения бедных по содержанию никеля и кобальта шлаков в шихту электроплавки вводят небольшие количества восстановителя — коксовой или угольной мелочи.
Первоначально отечественные предприятия вели бесфлюсовую плавку тугоплавких руд и концентратов с повышенным содержанием в них окиси магния и кремнезема и пониженным содержанием железа.
Конструкция рудно-термических печей, применяемых для переработки сульфидных медно-никелевых руд и концентратов, аналогична конструкции печей медной плавки. На медно-никелевых заводах в настоящее время применяют электропечи с площадью пода от 58 до 184 м2 и мощностью установленных на них трансформаторов 18 000—50 000 кВА. Большинство печей оборудовано гидравлической системой перепуска и перемещения электродов. Шлаковый пояс электропечей отечественных заводов охлаждается заложенными в футеровку медными холодильниками, а подина — воздухом, нагнетаемым по каналам, проложенным между бетонной подушкой и футеровкой.
Содержание меди, никеля, и кобальта в шлаках. Важным вопросом электроплавки медно-никелевых руд и концентратов является снижение потерь меди, никеля и кобальта с отвальными шлаками. Многочисленные исследования, проведенные на отечественных заводах, дали возможность установить факторы, влияющие на содержание этих металлов в электропечных шлаках. В частности, подтвердилось, что с повышением содержания FeO в шлаке он становится богаче медью, никелем и кобальтом. Также подтвердилось, что конвертерные шлаки обедняются до состава отвальных только в случае, если их заливают в электропечь в небольшом количестве (примерно до 10% от массы твердой шихты). При заливке больших количеств конвертерного шлака увеличивается содержание FeO в печном шлаке и потери меди, никеля и кобальта с ним возрастают.
Содержание цветных металлов в штейне в значительной степени влияет на их содержание в отвальном шлаке и, кроме того, металлизированные (содержащие свободное железо) штейны обладают способностью обеднять богатые (в том числе и конвертерные) шлаки, в особенности по кобальту. Это объясняется тем, что равновесие в системе
Fe + MeO ↔FeO + Me (2)
сдвинуто вправо в большей степени, чем в системе
FeS + MeO ↔FeO + MeS. (3)
В процессе работы на металлизированных штейнах было установлено, что при температуре штейнов 1200—1250°С предельное содержание в них металлического железа не должно превышать 20%, в противном случае избыток железа будет выпадать из расплава и образовывать настыли, затрудняющие нормальный выпуск штейна из электропечи.
Согласно исследованиям А. В. Ванюкова, увеличение отношения Сu : Ni в штейне оказывает влияние на увеличение механических потерь цветных металлов со шлаками вследствие снижения величины межфазного натяжения. Вместе с ростом содержания меди в штейнах несколько снижается степень их металлизации, что также приводит к увеличению потерь металлов со шлаками. Для повышения межфазного натяжения необходимо увеличение содержания SiO2 в электропечных шлаках.
10.4 Конвертирование никелевых и медно-никелевых штейнов
10.4.1 Термодинамика основных реакций процесса
Никелевые штейны, являющиеся продуктом восстановительно-сульфидирующей плавки окисленных никелевых руд, по своим свойствам существенно отличаются от медных и медно-никелевых штейнов. Никелевые штейны не расслаиваются на сульфидную и металлическую фазы и при любом содержании серы могут при соответствующей температуре находиться в виде однородной жидкости.
Результаты минералогического и химического анализов застывших штейнов шахтной плавки окисленных никелевых руд показывают, что основными их составляющими являются сульфидная фаза, а также твердый раствор железа, никеля и кобальта. Содержание металлической фазы в штейне может достигать 30—40%. В ней присутствует около 40—60% Ni; 60—70% Со и 30—40% Fe от общего содержания этих металлов в штейне. В никелевых штейнах находится около 2—3% магнетита, с которым ассоциирована небольшая часть кобальта (~10%). Остальные металлы образуют сульфидную фазу. Присутствие металлической фазы в никелевых штейнах отражается на особенностях процесса конвертирования и на его тепловом режиме.
Медно-никелевые штейны по фазовому составу отличаются от никелевых повышенным содержанием дополнительной сульфидной составляющей Cu2S и металлической меди. Количество магнетита в этих штейнах зависит от способа плавки исходного сырья. В штейнах электроплавки при наличии углерода в шихте его мало. Электропечные штейны могут содержать 10—20% металлической фазы.
При подаче дутья в штейновую ванну конвертера с кислородом прежде всего будут взаимодействовать металлы по схеме 2 Me + О2 = 2 МеО.
Очевидно, в первую очередь будет окисляться металлическое железо с образованием FeO и Fe304. Вслед за железом может происходить окисление кобальта, а затем никеля. Однако образующиеся СоО и NiO при определенных условиях передают часть кислорода неокислившемуся металлическому железу:
(СоО) + [Fe] ↔ (FeO) + [Со], (15)
(NiO) + [Fe] ↔ (FeO) + [Ni]. (16)
Кроме того, NiO и СоО могут реагировать с FeS штейна:
3 (NiO) + 3 [FeS] + O2 = [Ni3S2] + 3 (FeO) + S02, (18)
(CoO)+ [FeS] == [CoS] + (FeO). (19)
Из-за отсутствия необходимых термодинамических данных для Ni3S2 Л. М. Шалыгин произвел оценку возможного хода взаимодействия закиси никеля с сульфидом железа применительно к упрощенной реакции
(NiO) + [FeS] = [NiS] + (FeO). (20)
Из экспериментальных данных следует, что пока в штейне присутствуют металлическое железо и FeS, степень окисления никеля и кобальта будет невелика. Тем более это справедливо для меди, поведение которой при конвертировании было рассмотрено ранее.
По мере снижения концентрации металлического железа при продувке штейна наступает равенство значений химических потенциалов или парциальных
молярных величин изменения энергии Гиббса реакций окисления FeS и металлического железа. В этих условиях термодинамически вероятно одновременное протекание обеих указанных реакций. Из сульфидов цветных металлов вначале должен окисляться сульфид кобальта и последним — сульфид меди. В реальных условиях заметное окисление кобальта начинается при содержании железа в сульфидном расплаве 12—13% .
Окислительным агентом при конвертировании является не только кислород дутья, но и сернистый газ. Исследования А. А. Вольского и В. И. Смирнова показали, что реакция
3FeS + 2S02 = Fe304+ 2,5S2 (21)
протекает с выделением элементарной серы. Элементарная сера в конвертере снова окисляется до S02.
Образование магнетита при конвертировании протекает как в результате взаимодействия закиси железа с кислородом дутья, так в результате реакции (21).
При рассмотрении процесса конвертирования никелевых штейнов большой интерес представляет взаимодействие сульфида никеля с закисью никеля:
[Ni3S2] + 4 (NiO) = 7 [Ni] + 2S02. (23)
Однако необходимо иметь в виду, что образующийся металлический никель растворяется в исходном сульфиде, в результате чего в системе возникает фаза переменного состава. При этом активность компонентой реакции (23) существенно изменяется.
Растворение металлического никеля в его сульфиде сдвигает равновесие реакции (23) в правую сторону и обусловливает, по-видимому, ее частичное протекание при обычных температурах конвертирования с получением металлизированного никелевого файнштейна.
При постоянном давлении рассматриваемая система является моновариантной и равновесный состав расплава однозначно определяется температурой. Расчет по уравнению (25), выполненный С. Е. Вайсбурдом, позволил получить зависимость остаточного содержания серы в расплаве от температуры при атмосферном давлении. Помимо расчета осуществлено экспериментальное определение температурной зависимости состава расплава. При достаточно высокой температуре (~1650° С) можно получать металлический никель с небольшим содержанием серы продувкой сульфидных расплавов. Результаты исследований показывают, что такая температура может быть достигнута при использовании кислородного дутья.
10.4.2 Конвертирование никелевых и медно-никелевых штейнов
В настоящее время на уральских заводах переработку штейнов осуществляют в горизонтальных конвертерах емкостью 20 и 30 т. На заводах Заполярья для конвертирования медно-никелевых штейнов применяют 40- и 80—100-т конвертеры. В качестве холодных материалов используют охлажденный штейн, электропечной шлак и обороты конвертерного передела, которые содержат не менее 5—10% Ni. В отдельных случаях в конвертерах перерабатывают отходы металлообрабатывающих заводов, содержащие от 10 до 40% Ni. Количество холодных присадок, вводимых в конвертер, зависит от состава штейнов и изменяется от 30 до 100% от массы жидкого штейна. Содержание SiO2 в кварцевых флюсах, применяемых при конвертировании медно-никелевых штейнов, составляет 70—75%; при конвертировании никелевых штейнов — не менее 85—90%.
Как известно, особенностью процесса конвертирования никелевых штейнов является наличие периода окисления металлического железа, в течение которого в конвертере развивается высокая температура. Расчеты показывают, что теоретическая температура в факеле может составлять 1650—1700° С. Практически в массе расплава она существенно ниже.
Изменение содержания железа и серы в штейне по ходу конвертирования, по данным В. А. Воробьева, В. Я. Зайцева и др., показано на графике (рис. 18). Из графика следует, что содержание металлического железа сравнительно быстро убывает по ходу процесса. Содержание серы в штейне сначала увеличивается с 19— 20 до 27—28%, держится на этом уровне пять — шесть продувок, а затем снижается к концу операции опять до 18—19%. До снижения содержания серы в продуваемом штейне его металлизация уменьшается, а затем растет, но уже за счет образования металлического никеля.
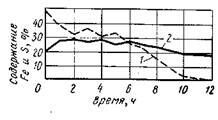
Рис. 18. Изменение содержания железа (1) и серы (2) в штейне по ходу конвертирования
При конвертировании никелевых штейнов из-за высокой температуры, развивающейся при выгорании металлического железа, холодные присадки обычно вводят сразу после заливки свежих порций штейна и подачи кварцевого флюса. В этот период необходимо стремиться к переработке максимального количества холодных присадок. Продувка продолжается 20—50 мин в зависимости от количества и состава поступивших материалов и количества подаваемого в конвертер воздуха. После слива первого шлака конвертер часто снова ставят на дутье и проводят одну или несколько «холостых» продувок с загрузкой кварцевого флюса и холодных присадок. По мере снижения содержания железа в сульфидной массе уменьшается ее объем и создаются более благоприятные условия для приема свежих порций штейна. «Холостые» продувки проходят не менее резким подъемом температуры, так как при этом окисляется сернистое, а не металлическое железо и на 1 кг вводимого кислорода выделяется меньше тепла. Из практики известно, что в период окисления металлического железа за каждую минуту дутья температура в конвертере повышается на 5—10°С, а в период окисления FeS за то же время — на 3°С.
Перед заливкой новых порций штейна богатая масса должна содержать не менее 20% Fe. Это необходимо для получения при конвертировании шлаков с низким содержанием никеля и кобальта, начинающих ошлаковываться по мере обогащения массы в конвертере. Значительный переход никеля и кобальта в шлак происходит при содержании железа в конвертерной массе соответственно менее 8 и 13% .
В практике конвертирования широко применяется работа с переливом, что позволяет увеличить извлечение никеля в файнштейн из-за меньшего выхода богатых конвертерных шлаков. Набор обычно осуществляют на нескольких конвертерах, доводку ведут в одном или двух, конвертерах. Обогащенная сульфидная масса, набранная для доводки файнштейна, содержит 64—74% Ni; 0,7-1,3% Со и 4-6% Fe.
Большое внимание при продувке штейнов уделяют извлечению кобальта в один из продуктов конвертирования. На уральских заводах кобальт стремятся максимально перевести в конвертерный шлак, на заводах Заполярья - оставить в файнштейне. Первый вариант обеспечивается наиболее полным удалением железа из сульфидного расплава (до 0,3%), второй - сохранением в нем некоторой части железа (2,5-3,5%). Для увеличения перевода кобальта в шлак на заводах, перерабатывающих никелевые штейны, проводят так называемое рафинирование файнштейна. Для этого в конвертер заливают свежую порцию штейна (1 -0,5 ковша) и осуществляют кратковременную продувку расплава воздухом (10-15 мин) с загрузкой кварца для .повышения температуры в конвертере и создания тем самым условий для перевода кобальта в шлак. После снижения содержания кобальта в массе до 0,5% приступают к окончательной доводке. Во избежание попадания в файнштейн шлаков при его сливе из конвертера последнюю продувку ведут с избытком кварцевого флюса для получения тугоплавких и вязких шлаков, которые при сливе файнштейна остаются в конвертере.
На заводах, перерабатывающих медно-никелевые штейны, перевод основного количества кобальта в файнштейн обеспечивают неполным удалением из него железа; повторным конвертированием штейнов, полученных при обеднении конвертерных шлаков; переработкой конвертерных шлаков периода доводки файнштейна, особо богатых по кобальту, в конвертерах, работающих во время набора; снижением температуры в конвертере в конце операции до минимальной (1180° С) за счет увеличенного расхода кварцевого флюса. Кроме того, период набора ведут при содержании железа в массе не менее 25%, что обеспечивает минимальный переход кобальта в конвертерный шлак, являющийся единственным полупродуктом, с которым кобальт выводится из процесса конвертирования.
Полученный медно-никелевый файнштейн разливают в специальные изложницы, причем от режима его охлаждения существенно зависят показатели последующего разделения меди и никеля флотацией. Разделительная флотация усложняется при образовании в файнштейне металлической фазы, поэтому снижение температуры в конце операции и неполное окисление железа необходимы также для предупреждения образования металлического никеля. По действующим техническим условиям содержание серы должно быть выше 20%, содержание железа не должно превышать 3,5%.
С целью повышения сортности металлического никеля Л. Л. Чермаком и др. разработан способ получения маложелезистого никелевого файнштейна. Способ основан на том, что с понижением температуры равновесие реакции (16) смещается в правую сторону и соответственно равновесная концентрация железа в файнштейне уменьшается. Жидкий файнштейн медленно охлаждают в открытом неотапливаемом отстойнике с 1250—1300 до 900° С, что на 100° С выше температуры затвердевания сульфидной составляющей файнштейна. Основная масса окислов выделяется в отстойнике, одновременно выкристаллизовывается часть металлической составляющей файнштейна. Эти полупродукты возвращают в оборот. Охлажденный файнштейн выпускают в песочные изложницы. Описанный способ позволяет снизить содержание железа в файнштейне в среднем до 0,24% и получить огневой никель преимущественно марки НЗ.
Вторым жидким продуктом конвертирования является конвертерный шлак. Исследования показали, что состав конвертерных шлаков по ходу процесса существенно меняется. При конвертировании никелевых штейнов содержание SiO2 в шлаках в начале и середине операции в среднем составляет 25—27%, к концу операции оно повышается до 30—32%, что объясняется необходимостью получения файнштейнов с минимальным содержанием железа. Одной из причин лучшего усвоения двуокиси кремния конвертерным шлаком является более высокая, температура по сравнению с конвертированием медных штейнов. Наибольшее содержание магнетита в конвертерных шлаках (18—22%) наблюдается в середине и конце операции конвертирования. В начале процесса, когда осуществляется продувка металлизированных штейнов, содержание магнетита в шлаках составляет 10—12%. Содержание SiO4 и Fe3O4 в конвертерных шлаках, образующихся при конвертировании медно-никелевых штейнов, не отличается существенно от содержания этих компонентов в шлаках медеплавильных заводов.
Содержание никеля и кобальта резко возрастает в шлаках последних сливов, что в свою очередь приводит к понижению концентрации FeS в сульфидном расплаве.
А. В. Ванюков и В. Я. Зайцев отмечают, что металлургические расплавы в процессе конвертирования находятся в состоянии, далеком от равновесия. Недостаточно высокие скорости процессов шлакообразования и восстановления магнетита сульфидами металлов по сравнению со скоростями реакций окисления сульфидов и образования Fe3O4 обусловливают повышенное сверх равновесного содержание в шлаках трехвалентного железа, а следовательно, и растворенных цветных металлов. При конвертирований никелевых и медно-никелевых штейнов содержание растворенных меди и никеля в шлаках периода набора составляет около 50- 70%, кобальта
Если переход меди и никеля в высокожелезистый шлаковый расплав в этот период происходит главным образом вследствие растворения их сульфидов при одновременном переходе в шлак катиона и аниона
[Me] - 2е ↔ (Ме2+),
[S] + 2e↔(S2-),
то растворение кобальта связано с развитием обменной реакции между компонентами штейновой и шлаковой фазы
[Со] + (Fe2+) 4↔ (Со2+) + [Fe].
Наличие в расплаве магнетита вызывает дополнительное растворение кобальта по реакции
3Fe3O4 + CoS ↔9FeO + CoO + SO2.
Так как на конвертирование поступают бедные штейны, то выход шлаков значителен, что отрицательно влияет на величину прямого извлечения никеля и меди в файнштейн. Для улучшения этого показателя при конвертировании никелевых и медно-никелевых штейнов применяют промывку шлака свежей порцией металлизированного штейна, которая может сопровождаться последующим отстаиванием расплавов в течение 3—5 мин. Этот прием позволяет снизить содержание цветных металлов в конвертерных шлаках за счет осаждения крупных штейновых включений, а также цементирующего действия металлического железа и восстановления им части магнетита конвертерного шлака, что приводит к росту межфазного натяжения на границе штейн — шлак. Конвертерные шлаки направляют на переработку для извлечения из них кобальта и других цветных металлов. При окислении металлической фазы никелевых штейнов образующиеся газы не содержат сернистого ангидрида. По мере выгорания металлического железа концентрация SO2 в них растет и к концу продувки достигает 10—13%, что близко к содержаниюSO2 в конвертерных газах медеплавильных заводов. Вместе с тем содержание серного ангидрида в газах, выделяющихся при конвертировании никелевых штейнов, значительно ниже содержания SO3 при конвертирований медных штейнов, поскольку более высокие температуры, развивающиеся при продувке никелевых штейнов, увеличивают степень термической диссоциации SO3.Так, содержание SO3 в отходящих газах конвертеров комбината «Южуралникель» составляет 0,02-0,03% (объемн.), тогда как при конвертировании медных штейнов концентрация S03 в газах достигает 1,0—1,5%.
Запыленность газов перед пылеулавливающими установками при продувке штейнов без добавки сыпучих материалов составляет примерно 1,25г/м3. При загрузке флюсов и других пылевидных материалов она возрастает до 75 г/м3. Абсолютная величина пылевыноса сравнительно невелика и колеблется в пределах 0,5—1,5% от массы перерабатываемого горячего штейна. Примерный состав конвертерной пыли на уральских заводах: 7— 25% Ni; 0,16-0,25% Сu; 0,3-0,7% Со; 13-40% Fe; 11-14% S; 18—22% SiO2, а на заводах Заполярья: 9—12% Ni; 10—15% Сu; 0,3-0,4% Со; 16-25% Fe; 10-12% S; 22-30% SiO2.
10.5 Переработка медно-никелевого файнштейна
10.5.1 Разделение медно-никелевого файнштепна флотацией
Режим охлаждения файнштейна. Медно-никелевый файнштейн имеет ясно выраженное кристаллическое строение и состоит из кристаллов двух видов: кристаллов сульфида никеля с небольшой примесью сульфида медики кристаллов сульфида меди с небольшой примесью сульфида никеля. В файнштейне с малым содержанием серы имеются кристаллы сплава меди с никелем. Структура медно-никелевого файнштейна показана на рис.78.
Исследованиями И. Н. Масляницкого и С. Л. Кричевского было установлено, что для разделения флотацией требуется медленное охлаждение файнштейна. В процессе охлаждения кристаллы каждого сульфида должны обособиться один от другого и вырасти до большого размера.
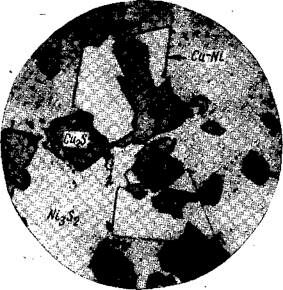
Рис. 78. Структура медно-никелевого файнштейна
Режим охлаждения файнштейна можно разделить на четыре периода. В течение первого периода масса файнштейна остается жидкой, и скорость охлаждения в этом периоде не имеет значения. Второй период начинается с появления первых кристаллов и включает все время кристаллообразования. Размеры кристаллов увеличиваются с уменьшением скорости охлаждения, поэтому для лучшего разделения файнштейна флотацией необходимо во время образования кристаллов охлаждать файнштейн медленно со скоростью не больше 28 град в час. Медленное охлаждение надо начинать с температуры на 60—100 град выше конечной температуры затвердевания файнштейна. Температура начала затвердевания файнштейна, содержащего 50—55% никеля и 20—25% меди, равна примерно 750—780°С, а файнштейна с соотношением Ni : Cu=l : 1 составляет 930° С, так как температура плавления у сульфида меди выше, чем у сульфида никеля. По окончании затвердевания в кристаллах сульфида никеля остается примерно до 2% сульфида меди. Третий период, является периодом превращения β-сульфида никеля в α-сульфид; превращение происходит в интервале температур 598—510°С. Превращение β-Ni3S2 в α-Ni3S2 сопровождается уменьшением концентрации Cu2S в твердом растворе сульфидов никеля. При медленном охлаждении файнштейна сульфид меди вытесняется из кристаллов сульфида никеля и отлагается на кристаллах сульфида меди, при этом кристаллы сульфида никеля Ni3S2 становятся более чистыми. На практике для лучшего обособления кристаллов сульфидов меди и никеля скорость охлаждения поддерживают в пределах 5 град в час. Соблюдение режима охлаждения в третьем периоде наиболее важно для обеспечения чистоты кристаллов сульфида никеля и сульфида меди в файнштейне.
Четвертым периодом охлаждения файнштейна является период после превращения β-Ni3S2 в α-Ni3S2. Теоретически этот период начинается при 510°С, но, учитывая время, требующееся для окончания превращения одной формы сульфида никеля в другую, медленное охлаждение надо продолжать до температуры, значительно более низкой (примерно до 100°С). Скорость охлаждения файнштейна в этом периоде может быть доведена до 50—60 град в час.
Чистота и степень разделения сульфидов никеля и меди определяются главным образом содержанием серы и железа в файнштейне. При повышении содержания железа ухудшается структура файнштейна и результаты его разделения, так как сульфиды меди и никеля загрязняются сульфидом железа. Исследования Северо-Кавказского горнометаллургического института показали, что при содержании в файнштейне 1—3% железа, охлаждать его следует со скоростью 10 град в час от 600—650 до 400—450° С. Выше и ниже этих температур охлаждение можно производить с большей скоростью.
Содержание серы определяет количество металлической фазы, которая является основным источником загрязнения концентратов, получаемых при флотации файнштейна, другим металлом, т. е. никелевого концентрата медью и медного концентрата никелем. Исследования показали, что при повышении содержания серы в файнштейне улучшается структура файнштейна и его разделение на никелевый и медный концентраты.
Флотация файнштейна. Перед флотацией блоки медно-никелевого файнштейна разбивают и дробят. Разбивку производят стальной бабой с электрокрана или копром. Дробление осуществляют в три стадии до 20 мм в щековых и конусных дробилках. В флотационном отделении файнштейн подвергают мокрому измельчению в две стадии в шаровых мельницах до размера частиц менее 0,04—0,05 мм с целью отделить кристаллики сульфидов один от другого. Отделению помогает то, что при дроблении куски файнштейна дают трещины преимущественно по местам соприкосновения разнородных кристаллов, а не по телу однородного вещества. Файнштейн с высоким содержанием серы хрупок и его дробление и измельчение не вызывает особых трудностей.
Схема флотации медно-никелевого файнштейна предусматривает получение двух конечных продуктов — никелевого и медного концентратов и третьего промежуточного продукта.
Флотацию файнштейна ведут в сильно щелочной среде с получением медного концентрата, всплывающего с пеной, и никелевого концентрата, не всплывающего с пеной. Для флотации применяют два реагента: соду каустическую (3—3,2 кг/т файнштейна), устанавливающую сильно щелочную среду, и ксантогенат калия (1 кг/т файнштейна), создающий условия для всплывания сульфида меди.
Пенный продукт (грубый медный концентрат) и непенный продукт многократно перечищают, в результате получают концентраты высокого качества: никелевый концентрат (68—70% Ni, 3—4% Сu) и медный концентрат (68—73% Сu и 3,5—5% Ni). В никелевый концентрат извлекается 96—97% никеля и около 92% кобальта и переходит около 8% меди, в медный концентрат — 91 — 92% меди и 3—4% никеля. Выход никелевого и медного концентратов зависит от состава файнштейна. Для некоторых файнштейнов выход никелевого концентрата составляет на одном заводе 55%, а на другом 67%, а медного соответственно 45 и 33%.
В отличие от флотационного обогащения руды при разделении медно-никелевого файнштейна флотацией отвальных хвостов не получают. Все металлы — никель, медь, кобальт и платиноиды распределяются между продуктами флотации и извлекаются при последующей переработке. Метод флотационного разделения медно-никелевого файнштейна экономически эффективен и получил широкое распространение.
10.5.2 Обжиг никелевого файнштейна и концентрата. Восстановительная электроплавка закиси никеля.
Теоретические основы окислительного и хлорирующего обжига
Процесс окислительного обжига никелевого файнштейна и концентрата от разделительной флотации сопряжен с известными трудностями, обусловленными спекаемостью материала при низких температурах. Поэтому до недавнего времени применяли двустадийный обжиг. Первую стадию обжига осуществляли в многоподовой печи с механическим перегребанием при умеренных температурах (400-800° С), вторую - в трубчатых вращающихся печах при повышенных температурах (800-1250° С). В настоящее время прогрессивный способ обжига применяют все никелевые заводы России и ряд зарубежных предприятий. При этом на медно-никелевых заводах, подвергающих обжигу никелевый концентрат разделительной флотации, вторая стадия обжига исключена на технологической схемы, а на заводах, перерабатывающих окисленные никелевые руды (в связи с необходимостью проведения промежуточной операции обезмеживания), обжиг файнштейна по-прежнему ведут в две стадии: сначала в печах кипящего слоя, а затем в трубчатых печах. В окислительной атмосфере обжиговой печи протекают реакции окисления составляющих файнштейна или концентрата. В первую очередь происходит окисление металлической составляющей
2Ni+O2 =2NiO
а затем окисление сульфида никеля:
Ni3S2 +3.5O2=3NiO+2SO2
При известных условиях в процессе обжига файнштейна и никелевого концентрата может иметь место образование сульфата никеля устойчивого при сравнительно высоких температурах. Сульфатообразование при обжиге облегчается тем обстоятельством, что закись никеля имеет каталитические свойства и способствует наиболее полному окислению сернистого ангидрида до серного.
Скорость процесса удаления серы из файнштейна увеличивается с повышением температуры, концентрации кислорода в дутье, а также с уменьшением крупности его частиц и степени металлизации. Хлорирующий обжиг является составной частью технологической схемы переработки никелевого файнштейна и предназначен для отделения от никеля небольших количеств меди. Последнее достигается переводом сульфидной и окисленной меди при обжиге в легко растворимые в воде хлориды. Хлорирующему обжигу подвергают никелевый огарок (продукт первой стадии окислительного обжига файнштейна), содержащий 1—3% S Процесс осуществляют в трубчатом вращающемся реакторе при начальной температуре 700—750° С за счет тепла горячего огарка (без отопления). В качестве хлорсодержащего реагента используют поваренную соль или сильвинит, добавляемые к огарку в количестве 10—12% от его массы.
Хлорид натрия разлагается сернистым или серным ангидридом печных газов в присутствии кислорода:
2NaCl + SO2 + O2 = Na2SO4 + C12,
2NaCl + SO2 + 1/2O2 = Na2SO4 + Cl2.
Скорость и полнота разложения поваренной соли увеличиваются с повышением концентрации окислов серы в газах и при наличии в шихте катализаторов (окислов железа и никеля). Выделяющийся при этом газообразный хлор очень активен и интенсивно хлорирует соединения металлов, присутствующих в огарке, в первую очередь соединения меди.
В основном никелевый огарок представлен окислами металлов (для успешного протекания процесса в нем должно содержаться не менее 1—2% S). Как показывают кинетические исследования, скорость хлорирования окислов меди, никеля, кобальта и железа при одинаковых температурных условиях различна. Закись никеля поддается воздействию хлора медленнее, чем окись меди. С еще меньшими скоростями реагируют с хлором окись — закись кобальта и окись железа.
Устойчивость образующихся хлоридов в атмосфере кислорода (воздуха) также различна. При одинаковых температуре и составе газовой фазы сначала идет разложение кислородом хлорида кобальта, а затем хлоридов никеля и меди. Термодинамическая вероятность разложения хлорида железа очевидно еще выше, чем хлорида кобальта. Таким образом, окислы меди хлорируются полнее, чем окислы никеля, кобальта и железа. Хлориды меди при температурах обжига более устойчивы к воздействию кислорода, чем хлориды других металлов, входящих в состав файнштейна. Поэтому медь в огарке хлорирующего обжига в основном присутствует в форме легко растворимых хлоридов и оксихлоридов, а железо, кобальт и никель остаются преимущественно в виде нерастворимых окислов. Лишь незначительная часть кобальт и никеля в огарке содержится в форме устойчивых, хорошо растворяющихся сульфатов. Последние образуются в процессе обжига вследствие наличия в обжигаемом материале больших количеств закиси никеля, являющейся очень хорошим катализатором окисления сернистого ангидрида до серного, сульфатизирующего окислы металлов:
Me О + S03 ↔ Me S04. (62)
Существенное значение при разделении металлов в процессе последующего выщелачивания огарка слегка подкисленной водой имеет хорошая растворимость окислов меди в слабокислых растворах и практически полная нерастворимость в этих растворах «окислов железа, никеля и кобальта.
10.6 Восстановительная электроплавка закиси никеля
Процесс восстановления закиси никеля в электропечи описывается следующими реакциями:
NiO + CO=Ni + CО2
CО2 + C = 2СО
NiO + C = Ni + CO (63)
На основании экспериментального изучения равновесия реакции восстановления закиси никеля окисью углерода В. П. Богацкий вывел следующие уравнения для расчетов убыли энергии Гиббса и константы равновесия этого взаимодействия:
 = 51 000 – 96207Т-1 + 93Т lg Т - 256Т - 0,0203Т2+ 0,00000126Т3 Дж/моль; (64)
= 51 000 – 96207Т-1 + 93Т lg Т - 256Т - 0,0203Т2+ 0,00000126Т3 Дж/моль; (64)
 (65)
(65)
Ниже приведены значения константы равновесия, рассчитанные для различных температур:
Температура, °С: 500 600 700 800 900 1000 1100
Кр 554,6 310,8 192,7 130,9 96,93 73,87 57,2
Реакция восстановления закиси никеля окисью углерода в твердой шихте до ее расплавления относится к типу топохимических превращений, имеющих автокаталитический характер с четко выраженным максимумом скорости реакции на кривой скорость — время в кинетической области взаимодействия. Наличие максимума на кривых восстановления показано в работах Г. И. Чуфарова с сотрудниками. Однако, как известно, наличие максимума скорости еще не является доказательством автокаталитичности процесса и может свидетельствовать лишь о соответствующем изменении величины реакционной поверхности. Более убедительна автокаталитический характер реакции восстановления закиси никеля был показан В. В. Болдыревым и А. С. Ермолаевым. Они установили ускоряющее влияние свежевосстановленного никеля на ход процесса. Каталитическое действие никеля при этом объясняется тем, что он облегчает рост кристаллов новой фазы и вследствие заметного различия параметров решеток окисла и металла деформирует слой окислов и облегчает химический акт восстановления.
Помимо указанных реакций восстановления, при электроплавке может идти растворение закиси никеля в расплавленном металле, науглероживание металла и растворение образующегося карбида в металлической ванне. Вследствие этого имеет место-восстановление закиси никеля в жидкой ванне по реакции
Ni3C+NiO=4Ni+CO (66)
Реакция протекает очень интенсивно, сопровождается обильным выделением окиси углерода и часто приводит к хлопкам и выбросам расплава из печи. Растворимость углерода в жидком металлическом никеле достаточно высока. При науглероживании металла температура плавления никеля уменьшается, снижаясь до 1315°С для эвтектического сплава, содержащего 2,2% С. Поэтому в целях ускорения процесса плавления работают с избытком восстановителя, получая науглероженный металл. В процессе доводки избыток углерода легко удаляется присадкой в ванну закиси никеля.
Перед выпуском расплавленного никеля из электропечи для обессеривания металла в печь добавляют чистый известняк. При этом сера, присутствующая в ванне в форме сульфида никеля переходит в форму нерастворимого в металле сернистого кальция:
Ni3S2 + 2СаО + 2С = 3Ni + 2CaS + 2CO , (67)
который удаляется со шлаком. При наведении известковистого шлака печь работает частично по режиму сопротивления, отчего мощность дуги снижается. Слой шлака, покрывая ванну металла, предохраняет свод от воздействия высокой температуры, создаваемой открытой электрической дугой.
В процессе обезуглероживания ванны металл частично окисляется за счет вводимой закиси никеля. Поэтому при разливке металла в аноды с целью получения более плотных отливок иногда проводят раскисление ванны присадкой кремния. Образующийся при этом кремнезем переходит в шлак, который частично оставляют в печи и свертывают его магнезитовым порошком; после выпуска металла из печи шлак «садится» на лещадь, что приводит к ее наращиванию.
В состав шихты восстановительной электроплавки входят закись никеля, восстановитель, флюсы и оборотные материалы. В качестве восстановителя используют нефтяной кокс или другие углеродистые материалы с низким содержанием вредных примесей (S, Fe, As и т. д.).
Восстановительную электроплавку на отечественных предприятиях проводят в дуговых закрытых трехэлектродних наклоняющихся печах типа РНБ-2250, ДСТ-1300 и ОКБ-892.
Шихту в печь загружают через центральное отверстие в своде с помощью шнекового питателя, имеющего водоохлаждаемую конструкцию (для предотвращения спекания шихты). Газы из печи отводятся через кессонированный патрубок, установленный у края свода, и затем поступают под зонт, расположенный над патрубком.
Организация центральной загрузки позволила перейти на полунепрерывный процесс. Раньше каждая смена начинала плавку на пустой печи. При полунепрерывной плавке печь всегда заполнена металлом, на открытую поверхность которого непрерывно загружают шихту при максимальной токовой нагрузке. Загрузку шихты прекращают лишь в период доводки металла перед разливом никеля. После скачивания шлака заливают один круг изложниц, затем цикл плавки повторяют.
При работе с почти непрерывной загрузкой шихты на жидкую ванну прекратились выхлопы газов и выбросы шихты, сократились непроизводительные простои агрегата, возросли коэффициент использования печи под токовой нагрузкой (до 90% против 70— 75% при прежнем режиме работы) и производительность печи.
В последние годы большинство заводов перешло на плавку предварительно восстановленной закиси никеля, что также способствовало значительному увеличению производительности электропечей и снижению расхода электроэнергии на 1 т металла.
Перевод печи на шихту с предварительно восстановленной закисью никеля улучшил и другие показатели процесса. Уменьшилось газовыделение из печей, а следовательно, и безвозвратные потери металла. Сведены к минимуму выбросы расплава из печи. При повысившейся электропроводности шихты появилась возможность зажигания дуги непосредственно на шихте без обязательной загрузки скрапа, уменьшилось время для набора полной токовой нагрузки в период наплавления ванны. Два последних обстоятельства имеют особенно большое значение для печей, работающих в периодическом режиме.
Ниже приведены основные показатели восстановительной электроплавки закиси никеля:
Расход электроэнергии, кВт • ч/т никеля 1080—1180
Расход материалов, кг/т никеля:
графитированных электродов 15—20
восстановителя 125—170
известняка 5—28
огнеупорного кирпича 28—40
Извлечение никеля из закиси, % 99—99
10.7 Способы получения меди из рудного сырья
За рубежом в настоящее время пирометаллургическим способом производится около 85% от общего выпуска меди. В России на долю меди, производимой гидрометаллургической технологией, приходится менее 1%. Перспектив для значительного развития гидрометаллургии меди на ближайшие десятилетия в нашей стране нет.
Таким образом, переработку медного и никелевого рудного сырья в основном производят пирометаллургическими процессами.
К числу пирометаллургических процессов, применяемых при производстве меди относятся окислительный обжиг, различные виды плавок (на штейн, восстановительные, рафинировочные), конвертирование штейнов и в ряде случаев- возгоночные процессы.
Технологические схемы действующих предприятий по производству меди и никеля в каждом случае имеют свои специфические особенности, связанные с видом перерабатываемого сырья, применяемым металлургическим оборудованием, источниками тепловой энергии и с рядом других местных условий. Однако все они близки по своей структуре и укладываются в рамки принципиальных технологических схем.
С учетом разновидностей перерабатываемых медных и никелевых руд в настоящее время в промышленности используют три принципиальные пирометаллургические схемы.
Пирометаллургическую переработку сульфидных медных руд и концентратов можно вести двумя путями. Первый путь предусматривает полное окисление всей серы перерабатываемого сырья с помощью предварительнего окислительного обжига (обжиг «намертво») при одновременном переводе меди железа в оксидную форму:
4FeS2 + 11О2 = 2Fe2O3 + 8SO2;
2Cu2S + ЗО2 = 2Cu2O + 2SO2.
Продукт обжига (огарок) далее подвергают селективному восстановлению при полном расплавлении материала — восстановительной плавке. При этом медь восстанавливается до металлического состояния, а железо — в основном до вюстита. Оксиды железа совместно с пустой породой руды и оксидами флюсов образуют шлак, который удаляют в отвал. Процесс восстановления описывается следующими основными реакциями:
Си2О + СО = 2Си + СО2,
Fe2O3 + СО = 2FeO + СО2,
FeO+CO=Fe+CO2.
Такой прием получения меди кажется наиболее простым и естественным. Именно поэтому он, по существу, был единственным способом переработки медных руд в XVIII и XIX вв. Однако целый ряд существенных недостатков восстановительной плавки заставил отказаться от ее применения. В настоящее время процесс, близкий к восстановительной плавке, используется лишь для переработки вторичного медного сырья. Важнейшими недостатками этого метода являются:
1. При плавке получается очень грязная (черная) медь, содержащая до 20% железа и других примесей. Это, как известно из теории пирометаллургических процессов, объясняется облегченными условиями восстановления железа в присутствии расплавленной меди. Рафинирование черной меди от большого количества примесёй является очень сложным и дорогим и связано, кроме того, с большими потерями меди,
2. Шлаки, находящиеся в равновесии с металлической медью, получаются очень богатыми, что снижает извлечение меди в товарную продукцию.
3. Плавка осуществляется с большим расходом (до 20% от массы шихты) дефицитного и дорогого кокса.
Второй путь, характерный для современной пирометаллургии меди, предусматривает на промежуточной стадии технологии плавку на""Штейн" с последующей его переработкой на черновую медь. Пустая порода при этом переходит в шлак. Плавку на штейн можно вести в окислительной, нейтральной или восстановительной атмосфере. В условиях окислительной плавки можно получать штейны любого заданного состава. В этом случае преимущественно будут окисляться сульфиды железа с последующим ошлакованием его оксида кремнеземом по реакции
2FeS + ЗО2 + SiO2 = 2FeO • SiO2 + 2SO2. (14)
При плавке на штейн в нейтральной или восстановительной атмосфере регулировать степень десульфуризации невозможно и содержание меди в штейнах будет значительно отличатся от ее содержаниям в исходной шихте. По этой причине для получения более богатых по содержанию меди штейнов при переработке бедных концентратов иногда целесообразно предварительно удалить часть серы путем окислительного обжига, осуществляемого без расплавления материала при 800—900 °С.
Дальнейшую переработку штейнов с целью, получения из них металлургической меди осуществляют путем их окисления в жидком состоянии. При этом вследствие большего сродства железа к кислороду сначала окисляется сульфид железа по реакции (14). После окисления всего железа и удаления получившегося шлака окисляют сульфид меди по суммарной реакции:
Cu2S + О2 = 2Cu + SO2. (15)
Технология, включающая плавку на штейн, позволяет получать более чистый металл, содержащий 97,5—99,5% Си. Такую медь называют черновой. Рафинирование черновой меди по сравнению с черной значительно упрощается и удешевляется.
В последние годы в металлургии сульфидного сырья все большее развитие получают автогенные процессы, осуществляемые за счет тепла от окисления сульфидов при использовании подогретого дутья и дутья, обогащенного кислородом. В этих процессах, являющихся окислительными плавками, в одной операции совмещаются процессы обжига и плавки на штейн.
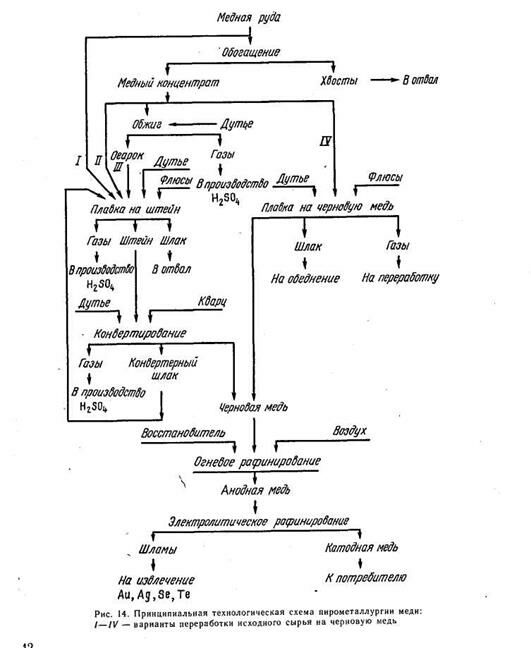
Современная пирометаллургия меди, несмотря на принципиальную общность используемых различными предприятиями технологических схем, предусматривает несколько вариантов (I—IV) ее практического осуществления (рис. 14).
Как следует из рис. 14, технология получения черновой меди характеризуется многостадийностью (за исключением варианта IV, предусматривающего непосредственную плавку концентратов на черновую медь). В каждой из последовательно проводимых технологических операций постепенно повышают концентрацию меди в основном металлсодержащем продукте за счет отделения пустой породы и сопутствующих элементов, главным образом железа и серы. На практике удаление железа и серы осуществляют за счет их окисления в три (обжиг, плавка, конвертирование), в две (плавка, конвертирование) или в одну стадию.
В лекции "29 Использование механизации крыла в полете" также много полезной информации.
Наиболее распространенная до настоящего времени технология предусматривает (см. рис. 14) обязательное использование следующих металлургических процессов: плавка на штейн, конвертирование медного штейна, огневое и электролитическое рафинирование меди. В ряде случаев перед плавкой на штейн проводят предварительный окислительный обжиг сульфидного сырья.
Плавку на штейн медных руд и концентратов — основной технологический процесс — можно проводить практически любым видом рудных плавок. В современной металлургии меди для ее осуществления используют отражательные, руднотермические (электрические) и шахтные печи, а также автогенные процессы нескольких разновидностей.
Удельный вес различных способов производства меди в Советском Союзе выражается следующими примерными цифрами, %: 60—65 — отражательная плавка; 18—22 — шахтная плавка; 10—15 — электроплавка; 8—10 — автогенные процессы; 0,1—0,2 — гидрометаллургия.


 Никель, полученный из окисленных руд, выпускают в гранулированном виде (огневой никель) без дополнительного рафинирования. Это обусловлено тем, что такой никель не содержит в больших количествах вредных для черной металлургии примесей и в основном его используют для легирования специальных сталей.
Никель, полученный из окисленных руд, выпускают в гранулированном виде (огневой никель) без дополнительного рафинирования. Это обусловлено тем, что такой никель не содержит в больших количествах вредных для черной металлургии примесей и в основном его используют для легирования специальных сталей.
Технология переработки очень бедных окисленных никелевых руд, подвергающихся плавке на штейн без предварительного обогащения, очень громоздка и многостадийна, что является ее большим недостатком.