


Метод полной взаимозаменяемости
2. Метод полной взаимозаменяемости
Он предусматривает обеспечение требуемой точности сборки без какой-либо регулировки или дополнительной обработки.
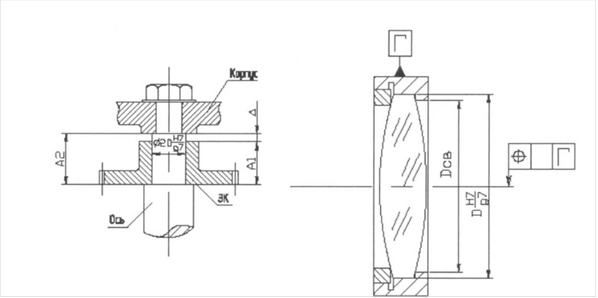 |
рис.1. Сборка по методу полной взаимозаменяемости
а). зубчатого колеса; б). линзы в оправе
Этого достигают изготовлением собираемых деталей с соответствующей точностью. Например, если при сборке втулки ЗК (рис. 1) и оси по Ø20 необходимо обеспечить гарантированный зазор, соответствующий легкоходовой посадке 7-го квалитета, достаточно обрабатывать валы по Ø20g7, а втулки по Ø20Н7. Тогда любые две детали из партии осей и ЗК, обработанные с указанной точностью, обеспечат требуемую точность соединения.
При сборке ЗК должен быть обеспечен некоторый осевой зазор Δ. Величина этого зазора зависит от точности изготовления ЗК по размеру А1 и оси по размеру А2. Эти три размера Δ, A1, А2 - составляют размерную цепь и размер Δ является замыкающим звеном.
Если допуск на замыкающее звено δ = 0.02 мм, то сумма допусков на размеры A1 и А2 должна быть равна 0.02 мм. Допуск замыкающего звена определяется:

Рекомендуемые материалы
Где TAi - допуск i-гo составляющего звена цепи
8 Этническая социология - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
Величина замыкающего звена Δ будет увеличиваться при увеличении размера А2 и уменьшением размера А1, поэтому для сборки узла по методу полной взаимозаменяемости необходимо назначить такие допуски на размеры А1 и А2 , чтобы даже в худшем случае (когда на сборку попадут детали с наибольшим размером А2 и наименьшим размером А1) зазор не превышал заданной величины Δ. Для определения допусков на размеры А1 и А2 можно воспользоваться теорией размерных цепей, из которой известно, что величина допуска замыкающего звена равна сумме абсолютных значений величины допусков всех составляющих звеньев.
Например, если допуск на замыкающее звено δ = 0.02 мм , то сумма допусков на размеры А1 и А2 должна быть равна 0,02 мм поскольку номинальные размеры А1 и А2 равны между собой (пусть А1= А2=40 мм), то допуски на них можно принять одинаковыми по абсолютной величине: А1=40.0,01, А2=40+0,01 . Детали, обработанные с такими допусками, обеспечат полную взаимозаменяемость соединения.
Hо точность линейных размеров указанных деталей соответствует примерно 5-му квалитету точности, обработка таких деталей связана с большими технологическими трудностями. Требуется другой метод обеспечения точности.
Очевидно, что метод полной взаимозаменяемости, с одной стороны
упрощает процесс сборки, а с другой - требует точного изготовления деталей при жестких требования к точности сборки. Поэтому его экономически
целесообразно применять в массовом и крупносерийном производстве, где затраты на изготовление точных деталей окупаются простотой и малой трудоёмкостью сборочных операций.


















