
Ферритные стали
Ферритные стали
Ферритные стали 08Х18, 12Х17, 15Х25Т и др. имеют низкое содержание углерода (до 0,15 %) и большое количество хрома (от 17¸18 до 30 %). Кроме того, в них могут присутствовать сильные карбидообразующие и нитридообразующие элементы: титан, ниобий, реже – ванадий, а также молибден.
Эти стали имеют высокую коррозионную стойкость в азотной кислоте, водных растворах аммиака, смеси азотной, фосфорной и фтористоводородной кислот, горячих растворах щелочей. Они обладают наибольшей прочностью при коррозии под напряжением. Коррозионная стойкость этих сталей тем больше, чем больше в них хрома и меньше углерода и азота, т. к. присутствие последних увеличивает склонность к межкристаллитной коррозии (МКК), высокой коррозионной стойкостью обладают супперферриты типа 015Х18М2Б (0,015 %С).
Применяются ферритные стали для изготовления оборудования заводов пищевой и лёгкой промышленности, консервных заводов, предметов домашнего обихода и кухонной утвари, теплообменного оборудования в энергомашиностроении.
Недостатками сталей ферритного класса являются:
1. Склонность к сильному росту зерна при температурах выше 870 °С В связи с отсутствием полиморфного превращения рост ферритного зерна – необратимое явление. Крупнозернистые стали более склонны к МКК.
2. 475 – градусная хрупкость. Развивается после нагрева и выдержки при температурах 350¸540°С. Считают, что это связано с образованием в приграничных участках зёрен зон упорядоченного α/ – твёрдого раствора. а при длительных выдержках – с расслоением твёрдого раствора на упорядоченные α/ и неупорядоченные α участки по всему объёму зёрен. Области высокохромистой α/ фазы препятствуют перемещению дислокаций. Для устранения 475 - градусной хрупкости сталь следует кратковременно нагреть при температуре, превышающей область развития хрупкости, т. е. более 550 °С, и быстро охладить в интервале температур 540¸350 °С, где развивается этот вид хрупкости.
3. Хрупкость вследствие выделения из α-твёрдого раствора s-фазы (сигматизация) в интервале температур 550-850°С при длительной выдержке.
s-фаза – интерметаллидное соединение FeCr (содержит 45% Сr). Эта фаза отличается высокой твёрдостью и хрупкостью. Выделение s-фазы обедняет твёрдый раствор хромом и снижает коррозионную стойкость стали. В связи с этим s-фаза является вредной фазой и её нужно избегать. Холодная пластическая деформация способствует выделению s-фазы. Для устранения s-фазы нужно сталь нагреть до 870¸950°С с выдержкой 1 час. а затем охладить в воде, чтобы исключить попадание в опасный интервал.
Рекомендуемые материалы
4. Склонность к МКК. МКК связана с обеднением приграничных районов хромом при выделении карбидов и карбонитридов хрома по границам зёрен. Мелкозернистые стали менее склонны к МКК, т.к. у них больше протяжённость границ и меньше карбидов и карбонитридов типа (FeCr)23(CN)6 приходится на единицу поверхности. Уменьшается и доля вредных примесей P, Sb, Pв.
Рекомендация для Вас - 17 Применения автокорреляционной функции.
Для борьбы с МКК снижают содержание углерода и азота в твёрдом растворе до 0,010¸0,015 %С, вводят в сталь сильные карбидообразующие элементы Тi и Nb, которые связывают С и N в карбиды и карбонитриды Nb(CN); Ti(CN), а Cr остаётся в твёрдом растворе и обеспечивает требуемую коррозионную стойкость.
При термической обработке необходимо учитывать опасные температурные интервалы, в которых происходит охрупчивание, и избегать нагрева в этих интервалах. Существует два вида термообработки ферритных хромистых сталей (рисунок 5.2).
|
|
| рисунок 5.2 - Схема термической обработки хромистых ферритных сталей. |
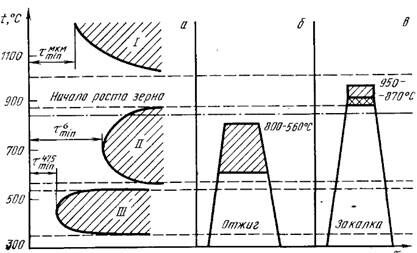
Первый вид термообработки – стабилизирующий отжиг при 560¸800°С с учётом временных характеристик τsmin и τ475min, охлаждение на воздухе. Отжиг ставит целью: 1) уменьшение внутренних напряжений; 2) борьбу с 475°- хрупкостью; 3) уменьшение склонности с МКК, т. к. при отжиге происходит коагуляция карбидов хрома и их частичное растворение, а также выравнивание состава феррита по хрому и ликвидация обеднённых хромом участков за счёт диффузионных процессов.
Второй вид обработки – закалка с нагревом в интервале 870-950 °С в течение 1 часа с охлаждением в воде. Такая обработка: 1) устраняет хрупкость при выделении s-фазы, т. к. при нагреве s-фаза растворяется, а при быстром охлаждении не успевает выделиться; 2) уменьшает склонность к МКК за счёт частичного растворения карбидов хрома и перевода углерода в специальные карбиды титана и ниобия.




















