
Конструкционные стали специального назначения
5. Конструкционные стали специального назначения
5.1. Криогенные стали (стали для криогенной техники)
К криогенным сталям относятся стали, используемые в машинах и оборудовании для получения, хранения и транспортировки сжиженных газов с температурой кипения от –80 до –269 °С. Температуры кипения сжиженных газов: кислорода –183 °С, азота –196 °С, водорода –253 °С, гелия –269 °С, сжиженных углеводородов (метана, бутана и др.) в интервале –80 ... –180 °С.
Основные требования к криогенным сталям:
1. Гарантированный запас пластичности и вязкости разрушения при температурах эксплуатации.
2. Отсутствие склонности к хрупкому разрушению при низких температурах; порог хладноломкости должен быть ниже рабочих температур.
3. Малая чувствительность к концентраторам напряжений.
4. Хорошая коррозионная стойкость.
Рекомендуемые материалы
5. Хорошая свариваемость.
Аустенитные криогенные стали
Аустенитные хромоникелевые стали не имеют порога хладноломкости (решетка г.ц.к.). Благодаря сохранению высокой пластичности и вязкости в широком температурном интервале, коррозионной стойкости в сочетании с хорошими технологическими свойствами они в настоящее время являются наиболее распространенным конструкционным материалом для криогенной техники. Наибольшее применение нашли хромоникелевые стали с содержанием 18-20 % Cr и 8-12 % Ni (типа 12Х18Н10Т). Эти стали сохраняют аустенитную структуру вплоть до криогенных температур. Однако аустенит таких сталей метастабилен, т.е. способен при отрицательных температурах под влиянием пластической деформации превращаться в мартенсит деформации: g®e®a² (мартенсит деформации). При этом наблюдается повышение прочности и снижение пластичности, увеличение размеров деталей. Хромоникелевые аустенитные стали имеют невысокую прочность при комнатной температуре, особенно по пределу текучести (s0,2 = 250-300 МПа). Для работы при криогенных температурах их упрочняют холодной пластической деформацией, однако при этом уменьшается пластичность, особенно у сталей с нестабильным аустенитом, содержащих 8-10 % Ni. В тех случаях, когда требуется сохранить пластичность до температур абсолютного нуля без образования мартенситных фаз увеличивают содержание никеля до 14-25 % при содержании хрома 18-25 % (например, стали 08Х18Н20; 10Х20Н25Т). Увеличение содержания никеля и хрома в аустените снижает точки Мн и Мд, тем самым повышая его стабильность и полностью подавляя мартенситные превращения в процессе холодной пластической деформации и при эксплуатации изделий. Хромоникелевые стали, несмотря на монотонное снижении ударной вязкости с понижением температуры испытания (при отрицательных температурах), сохраняют вязкий излом и значения KCU не менее 1,0 МДж/м3 вплоть до температуры кипения жидкого гелия (–269 °С). Вследствие высокого сопротивления хрупкому разрушению аустенитные хромоникелевые стали применяют до температуры –269 °С.
Высокая стоимость и дефицитность никеля привела к созданию сталей, в которых он полностью или частично заменен марганцем. Марганец, как и никель, увеличивает стабильность аустенита относительно мартенситного превращения при охлаждении и холодной пластической деформации, снижая температуры точек Мн и Мд. Для повышения прочностных свойств, а также во избежание хрупкого разрушения, свойственного многим марганцевым сталям при отрицательных температурах, аустенитные стали на хромомарганцевой основе дополнительно легируют никелем или азотом или тем и другим. Примерами таких сталей являются: 10Х14Г14Н4Т, 10Х18Г10Н9Т, 10Х13АГ19 (с азотом), 07Х21Г7АН5.
Хромомарганцевые стали, содержащие азот, можно рассматривать как криогенные стали повышенной прочности. Введение азота в Cr-Ni-Mn стали позволяет более, чем в 1,5 раза повысить уровень предела текучести при комнатной температуре. С понижением температуры эффективность влияния азота как элемента внедрения, блокирующего движение дислокаций, возрастает. Элементы замещения Cr, Ni и Mn оказывают меньшее влияние на прочностные свойства, их роль определяется обеспечением заданной аустенитной структуры. Аустенитные хромомарганцевые и хромоникельмарганцевые стали рекомендуется применять в криогенном машиностроении при температурах эксплуатации не ниже –196 °С.
Ферритные криогенные стали
Широкое распространение в качестве материала для криогенной техники получили ферритные низкоуглеродистые железоникелевые стали, содержание 3,5-9 % Ni и менее 0,1 % углерода. Эти стали более технологичны и имеют более высокие прочностные свойства по сравнению с хромоникелевыми аустенитными сталями. Никель, уменьшая энергию взаимодействия дислокаций с атомами примесей внедрения в кристаллической решетке железа, эффективно снижает порог хладноломкости и повышает работу развития трещины в условиях вязкого разрушения (1 % Ni снижает порог хладноломкости примерно на 20 °С). Чем больше содержание никеля в стали, тем ниже ее рабочая температура:
| Содержание никеля, % | 3-4 | 5-6 | 6-9 |
| Температурная область применения, °С | –120 | –150 | –196 |
Практическое применение для изготовления криогенного оборудования получили стали: ОН6 (6-7 % Ni, 0,03-0,06 % С) и ОН9 (8,5-9,5 % Ni, 0,06-0,07 % С). Эти стали обычно подвергают нормализации (Н) и двойной нормализации с отпуском (ДНО). Термическая обработка обычно указывается в маркировке: ОН9Н, ОН9ДНО. Двойная нормализация с отпуском обеспечивает наилучшее сочетание свойств. Она включает в себя: 1) нагрев до 900 °С с целью выравнивания химического состава (гомогенизация g-твердого раствора). охлаждение на спокойном воздухе; 2) нагрев до 700 °С (примерно на 50 °С выше точки Ас3) с целью измельчения зерна, охлаждение на спокойном воздухе; 3) отпуск при температуре 560-600 °С (нагрев в межкритический интервал). В процессе отпуска происходит растворение карбидной фазы и перераспределение углерода и никеля между ферритом и аустенитом. Аустенит обогащается этими элементами и его стабильность повышается. После отпуска в стали присутствует около 12 % аустенита в виде прослоек, стабильного до весьма низких температур. Такая структура обеспечивает низкий порог хладноломкости. Благодаря хорошей свариваемости, достаточной прочности и ударной вязкости ОН6 и ОН9 применяются для изготовления сварных резервуаров для хранения и транспортировки сжиженных газов с рабочей температурой до –160 °С (ОН6) и до –196 °С (ОН9).
5.2. Износостойкие стали
Изнашивание – процесс постепенного отделения частиц материала с поверхности твердого тела под действием сил трения при взаимодействии с другими телами (деталями) или с внешней средой, результатом которого является изменение его массы, размеров и (или) формы.
Детали, подвергающиеся изнашиванию, подразделяют на две группы:
1) детали, образующие пары трения; при этом происходит взаимодействие двух контактирующих поверхностей (вал – втулка, две шестерни в редукторе и т.п.);
2) детали, изнашивание которых вызывает рабочая среда – жидкость, газ, абразивные частицы почвы и т.п.
Характерные виды изнашивания деталей первой группы: абразивное (твердыми частицами, попадающими в зону контакта); окислительное; усталостное; адгезийное; фреттинг-процесс.
Для деталей второй группы характерны виды изнашивания: абразивное (например, истирание почвой); гидро- и газоабразивное (твердыми частицами, перемещаемыми жидкостью или газом); эрозионное (потоком жидкости или газа); кавитационное (от гидравлических ударов жидкости).
В соответствии с условиями внешнего воздействия различают разные виды износа. Рассмотрим некоторые из них.
1. Абразивный износ – износ при контакте поверхности с твердыми частицами. Он связан: 1) с многократным деформированием поверхности абразивными частицами, при котором повышается плотность дислокаций, когда она становится выше критической возникают микротрещины, происходит разрушение микрообъемов поверхности металла и отделение их в виде частиц; 2) с тем, что абразивные частицы обладают большей твердостью, чем металл, и действуют как резцы, срезая поверхностный слой (процесс микрорезания).
2. Окислительный износ связан с тем, что в процессе трения поверхностей деталей одна о другую возникает хрупкая оксидная пленка. Она разрушается, далее возникает новая пленка и опять разрушается. Частицы пленки вызывают абразивное изнашивание.
3. Усталостный износ связан с тем, что локальные объемы поверхности металла при контакте с контртелом пары трения испытывают постоянную упругую и пластическую деформацию, которая повторяется многократно (зубчатые колеса, подшипники и др.), при этом происходит накопление дислокаций, повышается их плотность, в результате чего возникают микротрещины и происходит разрушение микрообъемов металла (как и при абразивном изнашивании).
4. Адгезийный износ происходит в результате взаимодействия двух шероховатых поверхностей. При этом в отдельных пятнах касания (участках контакта) возникают адгезийные мостики сварки. В результате возникающих напряжений происходит разрушение мостиков, вырывается одна часть металла другим.
Высокая твердость поверхности – необходимое условие обеспечения износостойкости при большинстве видов изнашивания. При абразивном, окислительном, усталостном видах изнашивания наиболее износостойки стали и сплавы с высокой исходной твердостью поверхности. Повышение твердости направлено на то, чтобы затруднить пластическую деформацию и исключить микрорезание поверхностей трения.
Для чистого абразивного изнашивания надо иметь сплавы с большим количеством карбидов и высокой твердостью. В отсутствие ударных нагрузок оптимальной структурой для стали является высокоуглеродистый мартенсит со специальными карбидами. В качестве износостойких применяются стали ледебуритного класса Х12, Х12Ф1, Х12М и др.
Из чугунов большей абразивной стойкостью обладают эвтектические или заэвтектические белые чугуны, легированные хромом, марганцем, молибденом, ванадием, вольфрамом, титаном.
Для деталей, работающих без ударных нагрузок применяют белые высокопрочные чугуны типа У25Х38, У30Х23Г2С2Т. В промышленности используют большое количество сложных по химическому составу литых и наплавочных материалов, устойчивых к абразивному изнашиванию. Они представляют собой сплавы с высоких содержанием углерода (до 4 %) и карбидообразующих элементов (Cr, W, Ni). В их структуре может быть до 50 % специальных карбидов, увеличение количества которых сопровождается ростом износостойкости.
В условиях трения и износа в последнее время применяют метастабильные аустенитные стали, обладающие повышенной склонностью к деформационному упрочнению. Под действием абразива в рабочем слое отливки происходит наклеп аустенита и образование мартенсита деформации (30Х10Г5Н4). Чем большей кинетической энергией обладают абразивные частицы, тем больше должно быть в структуре метастабильного аустенита.
Когда имеют место динамические нагрузки, увеличение твердости не даст повышения износостойкости и может наблюдаться обратный эффект. Для изготовления деталей, работающих в условиях ударно-абразивного изнашивания (бронеплиты, траки гусеничных машин, лопатки дробеметов и др.) преимущественно используют аустенитные стали на Fe-Mn и Fe-Cr-Mn основе, имеющие низкую э.д.у. Наиболее широко используется сталь Гадфильда (110Г13Л).
После закалки от 1050-1100 °С в воде фиксируется аустенитная структура и исключается выделение карбидов. Сталь обладает типичными для аустенитных сталей высокими вязкостью и пластичностью. Примерные свойства закаленной стали следующие: sв = 780-980 МПа, s0,2 = 255-390 МПа, d = 35-45 %, y = 40-50 %, НВ180-220. При низкой твердости сталь 110Г13Л обладает необычно высокой износостойкостью при больших сжатиях и динамических нагрузках. Это объясняется повышенной способностью к наклепу, значительно большей, чем у обычных сталей с такой же твердостью. В процессе работы под действием динамических нагрузок рабочая поверхность детали в результате наклепа аустенита приобретает повышенную твердость до НВ550-600, а сердцевина остается пластичной и вязкой (НВ~200-250), что позволяет детали противостоять ударным нагрузкам, не разрушаясь. Причин повышения твердости рабочей поверхности в стали Гадфильда со стабильным аустенитом при ударных нагрузках несколько. Отметим некоторые из них:
1. Стали, подобные 110Г13Л имеют низкую э.д.у., поэтому в процессе деформации наряду с повышенной плотностью дислокаций наблюдается большое количество дефектов упаковки. Они затрудняют процессы поперечного скольжения и переползания дисклокаций, т.к. растянутые дислокации должны стягиваться при переходе в соседнюю плоскость, а затем снова расходиться, на это требуется энергия. При пересечении растянутых дислокаций могут образовываться «сидячие» дислокации типа Ломера-Коттрелла. Всё это затрудняет скольжение дислокаций при пластической деформации, они накапливаются внутри кристаллов, вызывая упрочнение.
2. Возникновение при деформации двойников деформации. С одной стороны, двойники являются эффективными барьерами на пути движения дислокаций и поэтому упрочняют сталь. С другой стороны, они приводят к релаксации внутренних напряжений, предотвращая образование трещин.
3. Влияние большого количества углерода (~1,1 % С). Упрочнение g-твердого раствора при этом обычно связывают с уменьшением подвижности дислокаций в результате их взаимодействия с атомами углерода. А также с тем, что в результате динамического воздействия происходит динамическое старение с выделением дисперсных карбидов, которые также являются препятствием на пути движения дислокаций.
Недостатками стали 110Г13Л являются низкий предел текучести, плохая обрабатываемость резанием вследствие низкой теплопроводности и сильной наклепываемости аустенита, возможность изготовления ограниченного круга деталей, высокое содержание марганца, что ухудшает экологию при выплавке. В условиях преобладания абразивного изнашивания, когда преобладает механизм микрорезания поверхностных слоев абразивными частицами, эта сталь не имеет преимуществ даже перед углеродистыми сталями.
В этом случае значительно более высоким сопротивлением изнашиванию обладают стали с метастабильным аустенитом. Поскольку износостойкость марганцевого аустенита в значительной степени обусловлена его способностью к деформационному упрочнению, выигрыш от применения хромомарганцевых метастабильных аустенитных сталей достигается благодаря эффективному механизму упрочнения вследствие образования достаточного количества мартенсита деформации, кроме действующего в стали 110Г13Л основного механизма наклепа аустенита.
Содержание углерода в хромомарганцевой метастабильной аустенитной стали, обеспечивающее активное действие двух основных механизмов упрочнения, должно находиться в пределах 0,6-1,0 % С при 7-10 % Мn и 2-5 % Сr.
Сталь 60Х4Г10Л (Мн = –50–70 °С) обладает более высокой стойкостью при ударно-абразивном изнашивании по сравнению со сталью 110Г13Л. Было установлено, что образцы стали 60Х4Г10Л за одинаковое число циклов (105) контактно-ударного нагружения (на копре ДСВО-150) претерпевают меньшую деформацию Dh и приобретают в процессе нагружения значительно более высокую твердость, чем образцы стали 110Г13Л. Пластическая деформация вызывает в образцах метастабильной аустенитной стали 60Х4Г10Л развитие g®e®a²-превращения с образованием свыше 30 % a-мартенсита после 105 циклов нагружения, в то время как сталь 110Г13Л сохраняет аустенитную структуру. В сталях 60Х4Г10Л наблюдается аустенитно-мартенситная структура (наклепанный аустенит и мартенсит деформации).
В настоящее время используется достаточно большое количество сталей с метастабильным аустенитом (110Г7Х2Л, 110Г8Л, 80Г7Х3Л и др.). Для этих сталей применяют закалку с температуры 1100 °С и выше в воде. Для интенсификации превращения аустенита в мартенсит деформации его дестабизируют проведением отпуска при 500-600 °С, при этом из аустенита выделяются карбиды и точка Мд повышается.
Дополнительное упрочнение от образования мартенсита деформации обусловлено как собственно более высокой твердостью и дисперсностью мартенсита, так и созданием в зернах аустенита прочного каркаса из пластин мартенсита, препятствующих сдвиговым процессам в аустените. При этом значительная часть энергии, которая передается сплаву абразивными частицами, используется на g®a² превращение (образование мартенсита деформации), а не на разрушение поверхностных слоёв.
Кавитационностойкие стали с метастабильным аустенитом
Кавитация - нарушение сплошности внутри текущей жидкости. В движущемся потоке жидкости при определенных гидродинамических условиях происходит нарушение сплошности потока и образуются полости, каверны. Образовавшиеся пустоты заполняются растворенными в жидкости газами или паром и образуются большие кавитационные пузыри. Когда такой пузырь, перемещаясь с потоком, попадает в область с давлением выше критического, он сокращается и исчезает. При замыкании полостей пузырей поверхность металла, контактирующая с жидкостью, подвергается гидравлическим ударам. Под воздействием многократных гидравлических ударов, локализованных в микрообъемах поверхности, происходит пластическая деформация, а затем и разрушение - эрозия металла.
Многие детали машин, работающие в контакте с быстротекущим потоком жидкостей (например, лопасти турбины гидростанций, судовые гребные винты, лопасти насосов, системы охлаждения различных агрегатов и т.п.) подвергаются кавитационной эрозии. Разрушающей силой является контактирующая среда. Кавитационностойкие стали должны быть и коррозионностойкими.
Кавитационная стойкость находится в прямой зависимости от способности стали к упрочнению в процессе внешнего воздействия рабочей среды. Роль мартенситных превращений в повышении кавитационной стойкости заключается не только в том, что кристаллы мартенсита деформации (более высокодисперсные и прочные) создают высокий уровень упрочнения и обладают повышенным сопротивлением разрушению, но и в том, что в процессе мартенситного превращения происходит релаксация напряжений.
На основе представлений о высоком сопротивлении метастабильного Сr-Мn аустенита кавитационной эрозии И.Н. Богачевым с сотрудниками были разработаны стали типа 30Х10Г10. Более высокая интенсивность упрочнения поверхности и создание упрочненного слоя на большей глубине в стали 30Х10Г10 обеспечивает этой стали значительно большее сопротивление кавитационному воздействию по сравнению с широко применяемыми в гидротурбостроении сталями типа 10Х18Н10Т, 10Х14НД, 08X18Н8 и подобными сталями с аустенитом стабильным в данных условиях нагружения (рисунок 5.1).
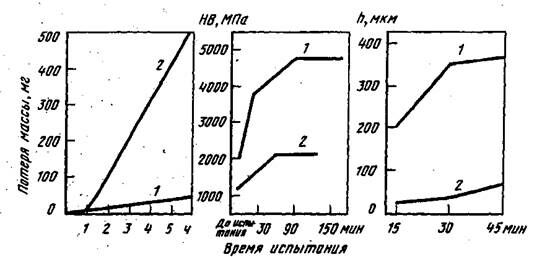
Рисунок 5.1 – Потеря массы, твердость поверхности НВ и глубина h
наклепенного слоя образцов сталей 30Х10Г10 (1) и типа 08X18Н8 (2) в
процессе кавитационного воздействия (И.Н. Богачев, Р.И. Минц)
Равномерная деформация и разрушение поверхностного слоя сталей с метастабильным аустенитом при кавитационном воздействии приводит к тому, что на поверхность выступает новый слой, в котором под действием гидравлических ударов снова образуется мартенсит деформации.
Многократное повторение этого процесса обусловливает очень медленное развитие разрушения, т.е. высокую эксплуатационную стойкость.
Однако сталь 30Х10Г10 имеет недостаточную технологичность при литье, обработке резанием, сварке, наплавке.
Развитие сталей этого класса шло в направлении повышения их пластических свойств, коррозионной стойкости, технологичности. Это привело к созданию стали 0Х14АГ12М, коррозионная стойкость этой стали сравнима с коррозионной стойкостью стали 10Х14НД, широко используемой для изготовления рабочих колес гидротурбин, судовых винтов и других деталей, а кавитационная стойкость стали 0Х14АГ12 значительно выше. Один из перспективных путей дальнейшего усовершенствования кавитационностойких сталей состоит в разработке МАС на Fe-Cr-Mn-Ni основе, сочетающих высокую кавитационную стойкость хромомарганцевых MAC с технологичностью сталей системы Fe-Cr-Ni. Были разработаны стали 20Х13НЗГ4 и 03Х13НЗГ4, кавитационная стойкость которых приближается к кавитационной стойкости сталей 30Х10Г10 и 0Х14АГ12М, соответственно.
Хромомарганцевые метастабильные стали типа 0Х14АГ12М и 30Х10Г10 применяют в литом состоянии, а также в виде электродов и листа для изготовления наплавки и облицовки рабочих поверхностей, подвергающихся кавитационному разрушению и изнашиванию.
5.3. Стали с повышенной обрабатываемостью резанием
Обрабатываемость резанием является важнейшей технологической характеристикой стали. Улучшение обрабатываемости резанием повышает производительность механической обработки и зачастую открывает возможность применения высокопрочных сталей, использование которых тормозилось этим технологическим критерием. Преимуществом способа придания формы путем снятия стружки является возможность получения готовых поверхностей, лежащих в допустимых пределах размеров, а также сложных форм деталей и экономичность производства сравнительно малых партий.
К сталям повышенной обрабатываемости резанием (эти стали называют автоматными) относят стали с высоким содержанием серы и фосфора, а также стали, специально легированные селеном, теллуром или свинцом. Их обозначают буквой «А» (автоматные стали) перед написанием марки стали. В селенсодержащих сталях после наименования марки ставится дополнительно буква «Е», а в свинецсодержащих сталях буква «С» ставится после буквы «А». В сталях с повышенным содержанием серы или фосфора, кроме буквы «А», другие обозначения не предусмотрены. Стали повышенной и высокой обрабатываемости регламентируются ГОСТ 1414-75.
Автоматные сернистые стали А11, А12, А20, А30, А35, А40Г являются углеродистыми, содержат 0,08-0,30 % S и 0,05-0,15 % Р. Для того чтобы не проявлялась красноломкость, в них увеличено количество марганца (0,70-1,55 %).
Сера образует большое количество сульфидов марганца, вытянутых в направлении прокатки. Сульфиды оказывают смазывающее действие. Кроме того, нарушая сплошность металла, они вместе с фосфором, повышающим хрупкость феррита, облегчают отделение и измельчение стружки. Отсутствие налипания металла на инструмент способствует получению гладкой блестящей поверхности резания. Вместе с тем повышенное количество серы и фосфора снижает качество стали. Автоматным сернистым сталям свойственна анизотропия механических свойств – пониженные вязкость, пластичность и особенно сопротивление усталости в поперечном направлении прокатки. Это обстоятельство, а также низкая коррозионная стойкость ограничивают их применение для изготовления ответственных деталей машин. Стали A11, А12, А20 используют для крепежных деталей, а также малонагруженных деталей сложной формы, к которым предъявляются требования высокой точности размеров и чистоты поверхности. Стали А30, А40Г предназначены для деталей, испытывающих более высокие напряжения.
Автоматные селеносодержащие стали подразделяют на углеродистые (А35Е, А45Е) и хромистую (А40ХЕ). Они содержат 0,04-0,10 % Se и 0,06-0,12 % S. Повышение обрабатываемости связано с образованием селенидов и сульфоселенидов. Они обволакивают твердые оксидные включения и, тем самым, устраняют их истирающее действие. Кроме того, селен обеспечивает глобуляризацию сульфидных включений. Глобулярные включения не оказывают отрицательного влияния на свойства стали. Поэтому селенсодержащие и серосодержащие стали по контролируемым свойствам обычно не уступают аналогичным исходным сталям. Стали с Se значительно превосходят чисто сернистые стали по пластическим и вязким свойствам. Se не ухудшает хладостойкости стали. Аналогично Se влияет на свойства стали теллур (Те), однако он значительно дороже Se. Теллуровые добавки составляют обычно около десятых долей соответствующего содержания S, но заметное действие различимо уже при существенно меньших количествах.
Автоматные свинцовосодержащие (0,15-0,35 % Рb) стали подразделяют на углеродистые с повышенным содержанием серы (АС14, АС40, АС35Г2, АС45Г2) и легированные, среди которых имеются низкоуглеродистые (АС12ХН, АС14ХГН, АС20ХГНМ) и среднеуглеродистые (АС30ХМ, АС38ХГМ, АС40ХГНМ). По обрабатываемости эти стали заметно превосходят сернистые. Свинец не растворяется в стали и находится в виде дисперсных частиц, которые вместе с сульфидами действуют как энергичные измельчители стружки. Кроме того, от теплоты резания свинец плавится, «выпотевает» - растекается в виде пленки по обрабатываемой поверхности, эффективно снижая трение между инструментом и деталью.
Введение свинца повышает скорость резания на 30-40 % без снижения стойкости инструмента и в 2-7 раз увеличивает стойкость инструмента при сохранении принятой скорости резания.
Свинец не ухудшает прочностных свойств, вызывая некоторую анизотропию пластичности и вязкости. Свинцовосодержащие стали широко применяют на автозаводах для изготовления многих деталей двигателя. Однако Pb является тяжелым металлом и оказывает неблагоприятное воздействие на окружающую среду.
Висмут (Bi) по воздействию на сталь аналогичен свинцу. Добавки ~0,06 % Ві в разные автоматные стали со свинцом направлены на то, чтобы усилить его действие в сторону дальнейшего улучшения производительности резания и качества поверхности изделия. Новейшими исследованиями установлено, что Рb может быть полностью заменен Ві при соответственно увеличенном содержании ~0,2 %. Это, однако, нужно учитывать, только если стремиться к высокой производительности резания: некоторые причины, относящиеся к изготовлению и применению, исключают использование Рb и (или) Те.
Автоматные кальцийсодержащие (0,002-0,008 % Са) стали (АЦ20, АЦ30, АЦ40Х, АЦ30ХН и др.) с добавлением свинца и теллура предназначены для изготовления термически упрочненных деталей, обрабатываемых твердосплавным инструментом при высоких (100 м/мин и более) скоростях резания. Необходимость использования высоких скоростей обработки диктуется тем, что тугоплавкие кальцийсодержащие включения, образующиеся в этих сталях, способны размягчаться и проявлять смазывающее действие лишь при высоких температурах в зоне резания,
В последнее время начинает играть роль бор (В) как элемент, образующий дисперсные частицы в быстрорежущихся мягких автоматных сталях. В этом случае стремятся к появлению сложной оксидной фазы, связанной с определенными металлургическими условиями, примерно типа В2О3∙МnО, для чего используют незначительные количества бора от 30 до 50∙10–4 %. Включения, преимущественно тонкодисперсные, находятся в матрице в виде частиц размером < 1 мкм, иногда как оболочка на марганцевом сульфиде. При этом, естественно, следует подавать возникновение твердой борнитридной фазы.
5.4. Рельсовые стали
Рельсы являются основным элементом верхнего строения железнодорожного пути, воспринимающего воздействие подвижного состава.
Высокая грузонапряженность, большие нагрузки на оси локомотива и вагонов при растущей массе поездов и скорости их движения определяют тяжелые условия работы рельсов. Работоспособность железнодорожного транспорта, безопасность движения в значительной мере определяется качеством рельсов. При движении поезда рельсы испытывают высокие удельные контактные давления, доходящие до 2500 МПа и знакопеременные напряжения, изгибающие рельсы в вертикальной плоскости и доходящие до 2400 МПа, а также подвергаются воздействию горизонтальных сил на кривых участках пути из-за центробежного ускорения подвижного состава. При качении колес на кривых участках пути происходит также проскальзывание колес, в результате чего происходит износ (смятие и истирание) головки рельсов в вертикальном направлении по боковой поверхности. Наличие стыков и неровностей приводит к возникновению ударных нагрузок.
Основным видом разрушения рельсов в эксплуатации являются контактно-усталостные повреждения. Усталостные трещины возникают на поверхности головки рельсов, где происходит значительная пластическая деформация и наклеп, и затем распространяются вглубь и могут, в конце концов, привести к хрупкому разрушению рельса. Исходя из условий эксплуатации рельсов и анализа причин их разрушения, сталь, используемая для изготовления рельсов, помимо высокой износостойкости и контактно-усталостной прочности, должна обладать живучестью, характеризующейся скоростью роста поперечных усталостных трещин, а также сопротивлением хрупкому разрушению, гарантирующим надежность в эксплуатации. Износостойкость и контактно-усталостная прочность зависит от твердости и прочности стали, а сопротивление хрупкому разрушению - от пластичности и ударной вязкости.
Введенный в Украине новый стандарт ДСТУ 4344:2004 «Рейки звичайні для залізниць широкої колії» устанавливает повышенный уровень требований к рельсам, чем ранее действующий ГОСТ 24182-80. Новые требования по таким важнейшим показателям качества рельсов, как чистота их по вредным примесям и газам, механические свойства, твердость по поверхности катания и по сечению головки, приближены или находятся на уровне требований стандартов зарубежных стран, занимающих ведущие позиции в производстве рельсов. Ужесточены нормы по прямолинейности рельсов и по допустимым видам и размеру строчек оксидных включений, которые служат одной из причин образования контактно-усталостных дефектов и разрушения рельсов.
Согласно ДСТУ 4344:2004 рельсы изготовляют типов Р50, Р65 и Р75. Цифры в обозначении марки стали показывают условно среднюю массовую долю углерода в сотых долях процента (например, 74 – 0,69 – 0,80 % С; 76 – 0,71 – 0,82 % С). Буквы М, К и Э, стоящие перед цифрами, указывают способ выплавки стали: М - мартеновская, К - кислородно-конвертерная и Э - электросталь. Например, М76Ф – сталь мартеновская, микролегированная ванадием. Ванадий вводится в количестве 0,03-0,07 %, а титан – в количестве 0,007-0,0025 %. Максимальное содержание фосфора допускается 0,035 %, а серы – 0,040 %.
По категориям качества рельсы подразделяются на рельсы высшей, первой (I), второй (II) и третьей (III) категорий. Механические свойства металла головки рельса приведены в таблице 5.1.
Таблица 5.1 – Механические свойства рельсов при испытании (ДСТУ 4344:2004)
| Категория рельса | Механические свойства | ||||
| Временное сопротивление, sв, Н/мм (кгс/мм ) | Предел текучести s0,2, Н/ММ~ (кгс/мм ) | Относительное удлинение d, % | Относительное сужение, y, % | Ударная вязкость KCU, Дж/см2 (кгс∙м/см2) | |
| не менее | |||||
| Высшая | 1290(131) | 850(87) | 10,0 | 30,0 | 15(1,5) |
| I | 1196(122) | 800(82) | 8,0 | 25,0 | 25(2,5) |
| II | 1137(116) | 740(76) | 6,0 | 25,0 | 15(1,5) |
| III | 900(92) | — | 5,0 | — | — |
На поверхности катания рельсы высшей категории должны иметь твердость НВ 374-401,1 категории НВ 341-388 и II категории НВ 311-388.
Микроструктура металла головки поверхностно закаленных рельсов представляет собою троостит, троосорбит или сорбит закалки с переходом к сорбитообразному перлиту и исходной перлитной структуре.
Рассмотрим влияние углерода, легирующих элементов и примесей на свойства рельсовых сталей. Содержание углерода в рельсовых сталях по ДСТУ 4344:2004 находится в пределах 0,69-0,82 %. Увеличение содержания углерода в рельсовой стали повышает устойчивость переохлажденного аустенита, перлитное превращение происходит при более низких температурах, т.е. в области образования пластинчатых структур с большей дисперсностью, а следовательно, и твердостью. При этом структура изменяется от сорбита закалки с ферритной сеткой по границам сорбитных колоний до однородного сорбита закалки в стали эвтектоидного состава. С повышением содержания углерода значения характеристик, определяющих прочность и долговечность закаленных рельсов (в том числе контактно-усталостная прочность и износостойкость), повышаются, а характеристики надежности (в том числе работа хрупкого разрушения) несколько снижаются. Однако даже при содержании углерода 0,82 % эти характеристики находятся на достаточном уровне.
Из-за большого химического сродства марганца к кислороду, азоту и сере его используют в качестве раскислителя и десульфуратора. Марганец значиельно увеличивает прокаливаемость стали, сильно сдвигая вправо С-образную диаграмму. Марганец упрочняет феррит, но при содержании его до 1,0 % он практически не понижает пластичность и вязкость. Кремний упрочняет феррит и увеличивает устойчивость переохлажденного аустенита. В литературе показано, что для получения однородной структуры тонкопластинчатого сорбита закалки, имеющего верхний предел по твердости НВ 400, содержание кремния должно быть до 0,45 %, что и учтено в новом стандарте. Микролегирование ванадием и титаном повышает дисперсность структуры (уменьшает межпластинчатое расстояние в перлите и величину зерна) и одновременно приводит к образованию дисперсных карбонитридных фаз, что обеспечивает дисперсионное упрочнение. Поэтому при введении в сталь ванадия и титана заметно повышаются прочностные характеристики. Кроме того, титан проявляет себя и как модифицирующий элемент. В качестве раскислителей и модификаторов в сталь вводят Ва, Са и Mg. Фосфор и сера – вредные примеси. Растворяясь в a-железе, фосфор резко повышает температуру перехода в хрупкое состояние, вызывая хладноломкость стали. Сульфиды в стали имеют форму вытянутых строчек. Такие включения служат концентраторами напряжений, приводящих к контактно-усталостным повреждениям головки рельсов. Поэтому содержание серы в мартеновских и конвертерных рельсовых сталях ограничивают 0,040 %, а в электростали 0,025 %. Содержание фосфора должно быть менее 0,030-0,035 %. Постоянно растущие нагрузки на рельсы требуют повышения их качества. Это достигается во-первых, улучшением металлургического качества рельсовой стали, что обеспечивается выплавкой рельсовой стали в конвертерах и электросталеплавильных печах, ее вакуумирование, совершенствованием технологии раскисления, модифицирования и микролегирования, производством рельсов из непрерывнолитых заготовок и др.
При вакуумировании одновременно эффективно удаляется растворенный в стали водород, и, следовательно, этот процесс можно рассматривать как операцию противофлокенной обработки рельсов.
Одним из основных путей повышения стойкости рельсов из сталей перлитного класса является легирование. В литературе имеются сведения о легировании рельсовой стали хромом, молибденом, ванадием, азотом и др. Однако авторы многих работ считают, что повышение твердости перлитной стали выше НВ 400 отрицательно скажется на другие механические свойства, износостойкость и свариваемость.
Дальнейшее повышение прочности рельсовой стали за счет легирования связывают с переходом на другой тип структуры, в частности, на структуру нижнего бейнита, имеющего высокую твердость (более НВ 400) и образующегося в стали бейнитного класса при охлаждении на воздухе с прокатного или перекристаллизационного нагрева. Бейнитные стали превосходят перлитные по прочности и вязкости, твердости и износостойкости, что открывает перспективное направление по повышению эксплуатационной стойкости рельсов.
Для получения нижнего бейнита необходимо увеличить инкубационный период распада переохлажденного аустенита по перлитной ступени и снизить температуру распада аустенита ниже 450 °С. Это достигается легированием стали марганцем, кремнием, хромом и молибденом при суммарном содержании легирующих элементов 3-4 % и снижением содержания углерода до 0,20-0,40 %. Последнее уменьшает инкубационный период распада по бейнитной ступени. Высокие прочностные свойства при хорошей пластичности, высокой вязкости разрушения и износостойкости были получены на стали следующего состава: 0,40 % С; 1,5 % Si; 0,9 % Мn; 0,8 % Мо и 0,1 % V. Механические свойства этой стали после прокатки составляли: sв = 1326 МПа; s0,2 = 815 МПа; d = 9 %; y = 18 %. После дополнительного отпуска при 550 °С механические свойства повысились: sв = 1455 МПа; s0,2 = 1037 МПа; d = 13 %; y = 38 %.
Для изготовления высокопрочных рельсов рекомендована бейнитная дисперсионно-упрочняемая сталь, состава: 0,30-0,37 % С; 1,4-1,6 % Мn; 1,1-1,3% Si; 1,0-1,1 % Сr; 0,10-0,15 % V; 0,012-0,020 % N; 0,2-0,4 % Мо.
При охлаждении на воздухе с прокатного или перекристаллизационного нагрева в рельсах формируется мелкозернистая структура нижнего бейнита (зерно аустенита № 9-10) и достигается высокое сочетание прочности, пластичности и вязкости. Рельсы из этой стали технологичны, хорошо поддаются правке на роликоправильной машине.
После горячей прокатки рельсы подвергают противофлокенной термообработке, заключающейся в замедленном охлаждении или изотермической выдержке. Для предотвращения образования флокенов можно удалить значительную часть водорода из стали в жидком состоянии путем вакуумирования. Содержание водорода в стали менее 2,0 см на 100 г металла гарантирует отсутствие флокенов.
В настоящее время применяют следующие методы термической обработки рельсов по всей длине:
1. Объемная закалка в масле с температуры нагрева 840¸860 °С и последующий отпуск при 450+15 °С в течение 2 ч на структуру сорбит отпуска.
2. Поверхностная закалка с индукционного нагрева. Метод заключается в нагреве головки рельса в индукторе на определенную глубину и охлаждении водовоздушной смесью. Микроструктура закаленного слоя - тонкопластинчатый сорбит.
3. Поверхностная закалка рельсов с объемного печного нагрева. Метод заключается в нагреве рельсов в проходной роликовой печи до температуры 820¸850° и охлаждении головки рельсов водой, нагретой до 35¸50 °С. После такой обработки микроструктура закаленного слоя неоднородна: на глубине 3¸5 мм от поверхности катания - сорбит отпуска на глубине 5¸8 мм - отпущенный бейнит, далее идет сорбит закалки, переходящий в перлит.
4. 5.5. Коррозионностойкие стали и сплавы
5.
6. Основные понятия и определения.
7.
8. Коррозией называется самопроизвольное разрушение металлов и сплавов вследствие химического или электрохимического взаимодействия их с окружающей средой. Коррозионностойкими называют металлы и сплавы, которые способны сопротивляться коррозионному воздействию внешней среды.
9. Различают два вида коррозии: химическую и электрохимическую. В практике химическая коррозия в основном наблюдается как газовая коррозия при высоких температурах. Стали, противостоящие химической коррозии, рассматриваются как жаростойкие.
10. Коррозионностойкие стали и сплавы в основном эксплуатируются в условиях электрохимической коррозии. Она развивается в жидких электролитах: влажных атмосфере и почве, морской и речной воде, водных растворах солей, щелочей и кислот. При электрохимической коррозии устанавливается коррозионный ток и происходит растворение металла вследствие электрохимического взаимодействия с электролитом.
11.Поверхность металла в электролите электрохимически неоднородна, что приводит к образованию микрогальванического элемента. Электрохимическая неоднородность поверхности металлических материалов связана с различными факторами, главными из которых являются: концентрационная неоднородность сталей и сплавов (например ликвация), наличие структурных составляющих с различной кристаллической решеткой и химическим составом, наличие неметаллических включений, границы зерен, неоднородность пластической деформации и напряжений. Такая неоднородность поверхности приводит к чередованию анодных и катодных участков, что вызывает образование микрогальванической пары в электролите. Эффект коррозии (растворение металла в электролите) наблюдается преимущественно на анодных участках поверхности, имеющих более отрицательный электродный потенциал. Склонность металлов и сплавов к растворению в электролитах определяется их термодинамической устойчивостью, а также возможностью пассивации - перехода в состояние относительно высокой коррозионной стойкости, связанное с торможением растворения анодных участков.
12.Основной способ защиты от коррозии - использования эффекта пассивации. При пассивации повышается электрохимический (электродный) потенциал материала, что приводит к уменьшению скорости растворения анодных участков металла и переводит его в состояние относительно высокой коррозионной стойкости.
13.Возникновение пассивного состояния зависит от природы металла, свойств внешней среды и действия внешних факторов (концентрации раствора, температуры, напряжений и др.). Имеются различные теории пассивации металлов, но наиболее точно объясняет её пленочно-адсорбционная теория, которая связывает их высокую коррозионную стойкость с образованием тонкой и плотной защитной пленки под которой находится слой кислорода, хемосорбированного металлом. Кислород служит переходным слоем от металла к защитной пленке, улучшает их сцепление и переводит металл в пассивное состояние.
14.Легко пассивирующимися металлами являются алюминий, хром, никель, титан, вольфрам, молибден. Легирование ими слабо пассивирующихся металлов, например железа, придает сплавам склонность к пассивации при условии образовании твердых растворов. При переходе в пассивное состояние наблюдается повышение электродного потенциала, который становится более электроположительным. Такое состояние для железа наступает при содержании хрома в твердом растворе свыше 12 %, скорость коррозии снижается, при этом устойчивость пассивного состояния зависит от состава коррозионной среды. Так сталь 08Х13 устойчива в растворах азотной кислоты, но корродирует в соляной и серной кислотах.
15.Основной легирующий элемент в коррозионностойких сталях хром; его содержание обычно находится в пределах от 11 до 30 %. При содержании хрома в твердом растворе около 12,5 % резко возрастает электродный потенциал (от -0,6 В до +0,2В). Следующий скачок электродного потенциала наблюдается при ~25 %Cr. Хром защищает от коррозии в окислительной среде. Никель в сплавах с железом повышает коррозионную стойкость в слабоокислительной или неокисляющей среде (кислотах). Кроме того, никель стабилизирует аустенитную структуру и позволяет создать аустенитные хромоникелевые стали с высокой коррозионной стойкостью. Использование никеля в качестве основы позволяет получить сплавы с высокой коррозионной стойкостью в сильных агрессивных кислотах (соляной, серной).
16.Смещение электродного потенциала сплава в положительную сторону происходит и при введении малых добавок благородных металлов (Cu, Pt, Pd), имеющих положительный электродный потенциал (катодное легирование).
17.По характеру разрушения различают следующие виды коррозии: равномерную, точечную, питтинговую, щелевую, ножевую, межкристаллитную.
18.Межкристаллитная коррозия (МКК) – один из наиболее опасных и распространенных видов коррозии. МКК проявляется преимущественно в разрушении сталей и сплавов по границам зерен, что приводит к резкому падению прочности и пластичности и может вызвать преждевременное разрушение конструкции.
19.Основная причина МКК – обеднение приграничных областей хромом при выделении богатых хромом карбидов. В результате около карбидов в приграничных областях содержание хрома уменьшается до уровня, не обеспечивающего коррозионной стойкости материала в данной среде. Другими причинами являются выделение по границам зерен фаз с низкой химической стойкостью и образование по границам зерен сегрегаций поверхностно-активных элементов, снижающих стойкость основы в данной среде (B, Si, P, Sb).
20.Легирование стали некарбидообразующими элементами: Co, Ni, Si, Cu способствуют развитию МКК, т.к. эти элементы повышают термодинамическую активность углерода. Напротив, присутствие карбидообразующих элементов способствует понижению термодинамической активности углерода и МКК затрудняется.
21.Одним из направлений понижения склонности сталей к МКК является снижение в них содержания углерода и азота (до 0,02%С), присутствие которых опасно в твердом растворе, но это сложно. Поэтому все способы борьбы с появлением склонности к межкристаллитной коррозии направлены на предотвращение выделений хрома из аустенита. С этой целью в стали вводят более сильный карбидо- и нитридообразующий элемент, который связывает весь углерод и азот в карбиды и карбонитриды, а хром остается в твердом растворе и обеспечивает достаточную пассивность металла против анодного растворения. К таким элементам относятся Ti и Nb, содержание которых должно более чем в 5 и 10 раз, соответственно, превышать содержание углерода.
22.Для сталей, которые не стабилизированы Ti или Nb, существует два способа термообработки, способствующей резкому снижению или полному исключению склонности к МКК.
23.1) Для аустенитных сталей осуществляется нагрев до 1100 °С и резкое охлаждение в воде. Нагрев обеспечивает растворение ранее выделившихся карбидов при неблагоприятных условиях (прокатка, сварка), а ускоренное охлаждение подавляет их повторное выделение и хром остается в твердом растворе, обеспечивая коррозионную стойкость стали.
24.2) Если сталь подвержена короблению, то проводят стабилизирующий отжиг. Для аустенитных сталей при температуре 870-900°С. Цель термообработки – обеспечить коагуляцию карбидов, частичное растворение их в аустените. Тогда карбиды не образуют цепочку, а изолированы друг от друга и склонность к МКК снижается.
25.Ферритные стали в большей степени подвержены МКК. При этом в отличие от аустенитных сталей, закалка от 1100°С не приводит к подавлению МКК. В ферритных сталях диффузия углерода протекает быстрее, чем в аустенитных и охлаждения в воде недостаточно, чтобы исключить образование карбидов по границам зерен. Нагрев на 1100°С приводит к очень сильному росту аустенитного зерна. Главная борьба с МКК в ферритных сталях: существенное снижение углерода и азота до 0,015% (суперферриты) и введение Ti, Nb, связывающих и выводящих C, N из твердого раствора, оставляя хром в нем.
26.В зависимости от структуры коррозионностойкие стали условно делятся на следующие классы при охлаждении на воздухе:
27.1. Мартенсито-ферритный;
Рекомендация для Вас - 39 Противотуберкулезные препараты.
28.2. Мартенситный;
29.3. Ферритный;
30.4. Аустенитный;
31.5. Аустенитно-ферритный;
32.6. Аустенитно-мартенситный.
33.




















