
Высокопрочные дисперсионно-твердеющие стали
3.3.2 Высокопрочные дисперсионно-твердеющие стали
Для изготовления высокопрочных изделий с высокой устойчивостью к повышенным температурам эксплуатации используют стали со вторичным твердением. Эффект вторичного твердения при отпуске закаленных на мартенсит сталей основан на выделении специальных карбидов в интервале температур 550–650 ºС. Дисперсные частицы карбидов повышают предел текучести стали твердость, временное сопротивление стали, так как являются эффективными препятствиями на пути движения дислокаций. Возрастание прочности и твердости сталей при вторичном твердении происходит при определенной объемной доле выделяющихся карбидов. Минимальная концентрация карбидообразующего элемента, при которой наблюдается вторичное твердение, зависит от содержания углерода и типа образуемого карбида.
Содержание углерода в дисперсионно-твердеющих сталях так же, как и в низкоотпущенных сталях, не должно превышать 0,3–0,4 %. Более высокие содержания углерода значительно понижают пластичность высокопрочной стали.
Развитие дисперсионного твердения высокопрочных сталей наблюдается при разных содержаниях легирующих элементов. На рисунке 3.12 показано влияние хрома, молибдена и ванадия на изменение твердости закаленной стали при отпуске.
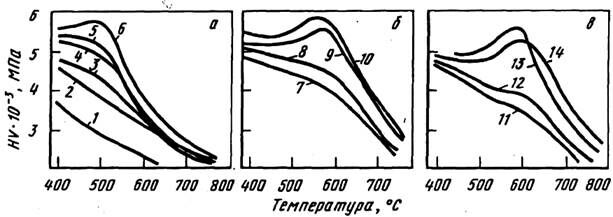
Рисунок 3.12 – Влияние хрома (а), молибдена (б) и ванадия (в) на изменение твердости при отпуске закаленной стали с 0,3 % С:
1 - без хрома; 2 - 2,0 % Сг; 3 - 4,0% Сг; 4 - 6,0 % Cr; 5 - 8,0 % Сг; 6-10,0 % Сг; 7 - 0,47 % Мо; 8 - 0,96 % Мо; 9 - 2,92 % Мо; 10 - 4,60 % Мо; 11 - 0,09 % V;
12 - 0,49 % V; 13 - 0,90 % V; 14-1,99 % V
При легировании хромом эффект дисперсионного твердения наблюдается при содержании его больше 8,0 %. Легирование молибденом и ванадием существенно повышает сопротивление отпуску, а при добавках молибдена больше 1 % и ванадия больше 0,5 % наблюдается эффект вторичного твердения. Однако чрезмерное легирование молибденом (свыше 3,0 %) оказывается нерациональным, так как не дает заметного повышения свойств стали.
Рекомендуемые материалы
При комплексном легировании высокопрочной стали хромом, молибденом и ванадием существенный пик вторичной твердости достигается примерно при содержании в стали 5 % Cr; 1–2 % Мо и 0,5 % V. В этом случае эффект упрочнения обусловлен выделением дисперсных карбидов Ме7С3,Ме23С6 (на базе хрома), Ме2С (молибдена) и МеС (ванадия). Наибольшая роль в упрочнении принадлежит карбидам Мо2С и VC.
Сравнительная роль легирующих элементов в высокопрочных легированных хромом, молибденом и ванадием сталях состоит:
- в повышении склонности к образованию карбидов (Сr < Мо < V);
- в увеличении устойчивости к росту и перестариванию карбидов (Сr7С3 < < Мо2С < VC);
- в повышении температуры максимума вторичного твердения Сг7С3 (500 °С), Мо2С (550 °С), VC (600 °С);
- в замедлении процессов перестройки и аннигиляции дислокаций в мартенсите при отпуске (Сr < Мо < V).
К этому следует добавить, что хром и молибден, переведенные в аустенит при нагреве под закалку, обеспечивают высокую прокаливаемость стали, а частично нерастворимые при нагреве карбиды ванадия сдерживают рост зерна и обеспечивают получение мелкозернистой структуры стали.
Карбид молибдена сравнительно легко растворяется в аустените в больших количествах при невысоких температурах (около 950–1000 °С), что делает удобным проведение аустенитизации. Полезным является легирование высокопрочной стали со вторичным твердением кремнием. Кремний повышает интенсивность вторичного твердения, однако он одновременно ускоряет перестаривание и поэтому содержание кремния ограничивается 0,7–1,0 %. Небольшие добавки ниобия (0,1–0,2 %) способствуют получению мелкозернистой структуры стали, т.к. его карбиды растворяются при очень высоких температурах (выше температуры аустенитизации).
При 5 % хрома и 1–2 % молибдена сталь прокаливается насквозь в весьма больших сечениях (до 200–300 мм). В тех случаях, когда изделия имеют небольшое сечение целесообразно снижать содержание хрома до 3 %.
В настоящее время разработано большое количество высокопрочных дисперсионно - твердеющих мартенситных сталей (состав некоторых из них приведен в таблице 3.8).
Таблица 3.8 –Состав высокопрочных дисперсионно-твердеющих сталей
| Марка стали | Содержание элементов (среднее), % | |||||
| С | Si | Сr | Мо | V | другие | |
| 40Х5М2СФ | 0,40 | 0,90 | 5,00 | 1,30 | 0,60 | – |
| 40Х5М2СФБ | 0,40 | 0,90 | 5,00 | 1,30 | 0,45 | 0,12 Nb |
| 40Х5МФСБ | 0,40 | 0,90 | 5,00 | 0,50 | 0,45 | 0,12 Nb |
Все эти стали являются модификацией штамповых сталей для горячего деформирования. Механические свойства этих сталей приведены в таблице 3.9.
Таблица 3.9 – Механические свойства (средние) высокопрочных
дисперсионно-твердеющих сталей
| Марка стали | t*опт, °С | sв | s0,2 | d | y | KCU МДж/м2 |
| МПа | % | |||||
| 40Х5М2СФ | 600 | 1720 | – | 12,0 | 40 | 0,37 |
| 40Х5М2СФБ | 600 | 1930 | – | 12,0 | 49 | 0,37 |
| 40Х5МФСБ | 600 | 1630 | – | 13,4 | 41 | 0,45 |
* Закалку проводили от температур 1000–1050 ºС
Такие стали обычно подвергают закалке, от температур 1000–1050 ºС, что обеспечивает перевод части карбидной фазы в твердый раствор. Однако зерно аустенита при этом остается мелким, т.к. около половины карбидов ванадия и почти целиком карбиды ниобия остаются нерастворенными и являются барьерами при миграции границ зерен. Отпуск дисперсионно-твердеющих сталей проводят при температурах несколько выше максимума прироста прочностных свойств, а именно, при 600–650 ºС в области некоторого перестаривания, что повышает пластичность и вязкость, т.к. при максимальном развитии вторичного твердения наиболее интенсивно падает ударная вязкость стали.
Одним из важных достоинств всех дисперсионно-твердеющих сталей является сохранение высокой устойчивости против отпуска и, следовательно, высокие механические свойства при повышенных температурах эксплуатации. Дисперсионно-твердеющие высокопрочные стали могут быть использованы для работы при температурах на 100–150°С ниже температуры отпуска, т.е. до 500–550 °С (при не слишком длительных выдержках при эксплуатации).
Особенностью дисперсионно-твердеющих высокопрочных сталей является в ряде случаев отсутствие четко выраженной температурной границы хрупко-вязкого перехода. Резко выраженный порог хладноломкости наблюдается только после отпуска при 650 °С.
Вопросы для самоконтроля
1. В каких случаях используются дисперсиооно-твердеющие стали?
2. Что такое дисперсионное твердение и как оно создается?
3. Каковы принципы легирования дисперсионно-твердеющих сталей и роль каждого легирующего элемента, вводимого в сталь?
4. Какой термообработке подвергаются дисперсионно-твердеющие стали?
Ещё посмотрите лекцию "17.Образы финансистов в творчестве Бальзака и Флобера" по этой теме.
5. Каковы механизмы упрочнения дисперсионно-твердеющих сталей?
6. Каковы преимущества и недостатки дисперсионно-твердеющих сталей?
Литература
1. Гольдштейн М.И. Специальные стали /М.И. Гольдштейн, С.В.Грачев, Ю.Г. Векслер. –М.: МИСИС. – 1999. – 408 с.
2. Пикеринг Ф.Б. Физическое металловедение и разработка сталей / Ф.Б. Пикеринг. – М.: Металлургия. – 1982. – 184 с.



















