
Выбор и классификация автоматизированных систем инструментального обеспечения
Лекция 5
Выбор и классификация автоматизированных систем инструментального обеспечения (АСИО)
1. Назначение и функции АСИО
Автоматизированная система инструментального обеспечения (АСИО) – система взаимосвязанных элементов, обеспечивающая подготовку, хранение, транспортирование, автоматическую установку и замену инструментов.
Основными функциями развитых АСИО являются:
è Ввод в ГПС новых инструментов;
è Хранение и учет режущих и вспомогательных инструментов, а также инструментальных комплектов;
è Контроль состояния инструментов и оценка их пригодности для дальнейшего использования;
Рекомендуемые материалы
è Сборка и разборка инструментальных комплектов;
è Размерная настройка инструментальных комплектов;
è Автоматическое транспортирование и распределение инструментальных комплектов по рабочим местам (станкам);
è Автоматическая смена инструментальных комплектов в магазинах станков;
è Статистический учет ресурса стойкости и расхода режущих инструментов.
2. Классификация и характеристики АСИО
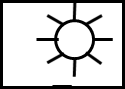
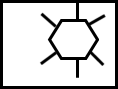
Все разнообразие АСИО может быть сведено к трем основным типам (рисунок 1):
§ Тип 1 – с инструментальными магазинами при станках, когда все инструменты, необходимые для обработки заданной номенклатуры деталей, размещаются в инструментальных магазинах станков;
§ Тип 2 – с индивидуальной подачей инструментов к каждому рабочему месту;
§ Тип 3 – со сменой инструментальных магазинов, которые резервируются в накопителях возле каждого станка, либо транспортируются из общего склада магазинов.
 | |||
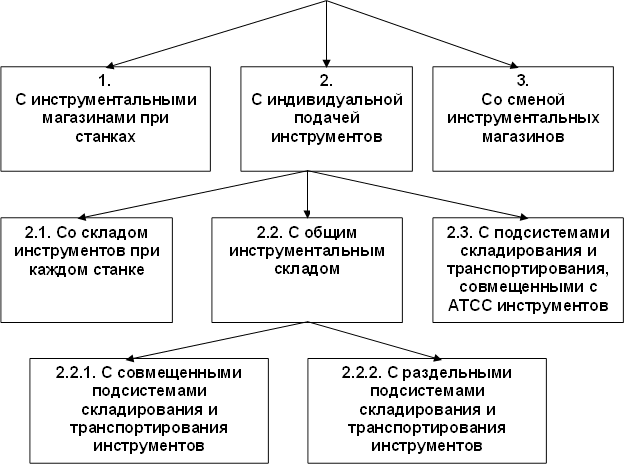 |
Рисунок 1 – Классификация АСИО
Наибольшее распространение получили АСИО второго типа, отличающиеся наибольшей гибкостью с точки зрения номенклатуры и вида изготовляемых деталей, типов и количества инструментов и обслуживаемых станков. В свою очередь, они могут быть разбиты на три группы:
1. Со складом инструментов (дополнительные магазины, стеллажи, накопители) при каждом станке ГПС. Смена инструментов осуществляется поштучно посредством устройств обмена типа автооператоров, промышленных роботов.
2. С общим для всех станков инструментальным складом. Группа имеет две разновидности: с совмещенными и раздельными подсистемами хранения и доставки инструментов к рабочим местам.
3. С подсистемами складирования и транспортирования инструментов, совмещенными с автоматизированной транспортно-складской системой заготовок и деталей (АТСС).
Таким образом, можно выделить шесть разновидностей систем инструментального обеспечения, обозначаемых соответственно типами 1, 2.1, 2.2.1, 2.2.2, 2.3, 3.
Главной характеристикой систем типа 1 является вместимость (емкость) инструментальных магазинов станков. С увеличением емкости расширяются технологические возможности станка, номенклатура изготовляемых деталей. При этом отсутствуют причины, порождающие очередь станков, ожидающих обслуживания выставляемых заявок на инструмент; система инструментального обеспечения становится простой в техническом отношении. Ввиду автономности работы каждого станка существенно повышается надежность системы.
Вместимость инструментальных магазинов станков весьма различна – от 6 до 160 штук и даже выше. Наименьшую вместимость имеют револьверные головки, а наибольшую – барабанные и цепные магазины. Следует иметь в виду, что с увеличением емкости магазина растет металлоемкость станка, его стоимость, время поиска инструмента. Предельно рациональной следует считать емкость не более 60 инструментов, которой достаточно для производства без переналадок относительно небольшой (4-5 наименований) номенклатуры деталей, простых в технологическом отношении. В целом, тип 1 имеет ограниченные возможности и в “чистом” виде используется редко.
Системы второго типа имеют общие преимущества:
· снимаются ограничения на число инструментов для детали-установки в пределах вместимости магазина;
· по мере увеличения номенклатуры деталей число инструментальных комплектов сокращается, поскольку для обработки различных деталей может использоваться один и тот же инструмент; кроме того, возможен обмен инструментов между станками в процессе их функционирования;
· возможна непрерывная обработка детали, инструментальная емкость которой превышает вместимость магазина станка;
· смена инструментов осуществляется в процессе работы станка, в результате обеспечивается непрерывная обработка заготовок разных наименований и повышается коэффициент использования станка.
Общим недостатком АСИО второго типа является сложность программного обеспечения ГПС в части автоматического контроля стойкости каждого инструмента, усложнение в целом системы управления.
Тип 2.1 со складом инструментов при каждом станке требует повышенного количества (по числу станков) устройств автоматического обмена инструментов. Кроме того, требуется значительное количество инструментов-дублеров. К преимуществам следует отнести практически неограниченную емкость склада при каждом станке, свободный доступ к инструментам, удобство обслуживания и визуального контроля, более простую конструкцию инструментального магазина станка, многообразие структурно-компоновочных схем. Системы типа 2.1 наиболее целесообразны для гибких производственных модулей или в ГПС с небольшим количеством станков. Вариант АСИО типа 2.1 показан на рисунке 2:
 | |||||||||||
 | |||||||||||
 |  | ||||||||||
 | |





 |  | ||||||
 |  | ||||||
С1, С2 – станки; ИС1, ИС2 – инструментальные склады; РО – роботы-операторы
Рисунок 2 – Схема АСИО типа 2.1
Тип 2.2 имеет общий для всех станков инструментальный склад.
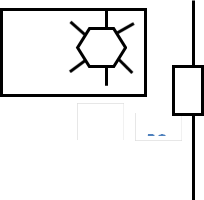
В разновидности 2.2.1 робот-оператор выполняет функции складирования, транспортирования и смены инструментов (рисунок 3).
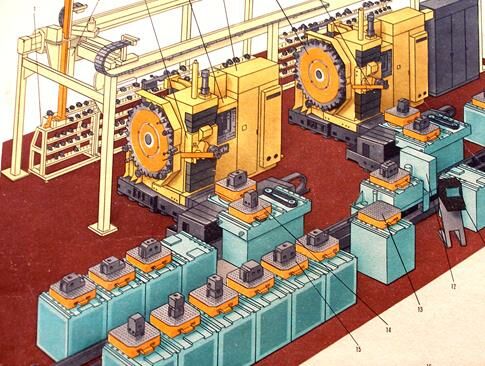
Рисунок 3 – АСИО типа 2.2.1
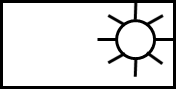
В варианте 2.2.2 инструментальный склад с роботом-оператором и подсистема транспортирования инструмента посредством промышленного робота или иного транспорта разделены, в результате могут обслуживаться более напряженные потоки инструментов (рисунок 4).
 | |||||||||||||||||||||
 |  | ||||||||||||||||||||
 |  | ||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 |  | ||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 ТС – транспортное средство доставки инструментов к станкам;
ТС – транспортное средство доставки инструментов к станкам;
ППВ - позиция приема-выдачи инструментов
Рисунок 4 – АСИО типа 2.2.2
Оба типа отличаются высокой универсальностью, гибкостью, однако требуют повышенной надежности функционирования системы, т.к. при отказах или выходе из строя центрального инструментального склада ГПС не работает. Кроме того, не всегда может быть немедленно обслужен станок из-за наличия очередности заявок на инструмент, следовательно, возможен простой оборудования.
Тип 2.3 с едиными подсистемами складирования и транспортирования инструментов, заготовок и деталей позволяет получить компактное структурно-компоновочное решение ГПС. Применяется при невысоком коэффициенте загрузки АТСС и ненапряженных инструментальных потоках.
Третий тип АСИО со сменой инструментальных магазинов дает следующие преимущества:
a изготовление деталей широкой номенклатуры, причем возможна работа по принципу “одно наименование детали – один инструментальный магазин”;
a возможность заранее подготовить инструмент в нужной технологической последовательности, в результате при переходе с одного инструмента на другой требуется минимальное время;
a резкое сокращение интенсивности работы транспортных и приемно-передающих устройств АСИО;
a простота контроля за состоянием и стойкостью инструмента.
Построение системы данного типа возможно в двух вариантах: с доставкой инструментальных магазинов из общего склада магазинов и использованием накопителя инструментальных магазинов при каждом станке. В первом варианте инструментальные магазины доставляются каким-либо транспортным устройством из склада магазинов к устройству смены инструментальных магазинов многоцелевого станка. Во втором варианте по окончании обработки детали магазин инструментов автоматически перемещается со станка в свободную позицию накопителя, после чего на станок перемещается другой магазин. На рисунке показан один из вариантов данного типа АСИО:

Основные недостатки систем инструментального обеспечения третьего вида:
€ Потребность в большом числе магазинов, а также в специальных средствах доставки и установки магазинов на станок;
€ Конструктивная сложность, громоздкость, дороговизна, необходимость использования специализированных станков;
€ Ограниченная вместимость отдельных магазинов, которой может оказаться недостаточной для полной обработки детали-установки;
€ Отсутствие возможности обмена инструментами между станками в процессе их работы, необходимость в дополнительных инструментах-дублерах, повторяющихся при обработке разных деталей.
3. Выбор типа АСИО
Основными факторами, влияющими на выбор той или иной разновидности АСИО, являются номенклатура, сложность и станкоемкость изготовляемых деталей, количество используемых инструментальных комплектов. Как уже отмечалось, от принятого типа АСИО в большой степени зависят компоновочное решение ГПС, степень автоматизации производственного процесса, технико-экономические показатели работы.
Для формализации выбора типа АСИО разработан алгоритм, в основу которого положены следующие отличительные признаки системы инструментообеспечения: количество циркулирующих в системе инструментов КИН, емкость инструментальных магазинов станков ЕМСI, номенклатура изготовляемых деталей Z, коэффициенты загрузки КРО и ККШ транспортных устройств АСИО и АТСС, стоимость G отдельных типов АСИО.
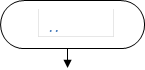
Алгоритм действует по следующей схеме (рисунок 5). При небольшом количестве инструментов, циркулирующих в системе, когда емкость всех инструментальных магазинов станков достаточна, реализуется выбор типа 1 (блоки 3, 10). При широкой номенклатуре изготовляемых деталей предпочтение отдается типу 3 (блоки 4, 15). Если коэффициент загрузки робота-оператора не превышает установленного значения, то проверяется возможность совмещения АСИО с АТСС (блоки 6, 7). При допустимом значении суммарного коэффициента выбирается тип 2.3, в противном случае нужно принять тип 2.2.1 (блоки 8, 11, 12). Если же коэффициент загрузки робота-оператора выше предельного значения, производится сравнение стоимости типов 2.1 и 2.2.2 и выбирается система наименьшей стоимости (блоки 9, 13, 14).
 | |||||||||
 | |||||||||
 | |||||||||
 | |||||||||
 |











































4. Расчет характеристик инструментального склада
Основной расчетной характеристикой инструментального склада является емкость, которая определяется числом инструментов, необходимых для обработки заданной программы деталей-установок. Расчеты проводятся после определения состава оборудования ГПС на основе исходных данных по деталям.
Суммарное число инструментов, необходимых для обработки месячной номенклатуры деталей-установок, рассчитывается по формуле
КИН = КНАИМ (К1 + КД ) (1)
где КНАИМ – число наименований деталей-установок, определяемое по соответствующей формуле для АТСС;
К1 – число инструментов для обработки одной детали-установки, находится по формуле
 , (2)
, (2)
Тср – средняя станкоемкость обработки одной детали-установки;
Тин - среднее время работы одного инструмента;
- среднее время работы одного инструмента;
КS - число типоразмеров инструменов, требуемых для полной обработки детали-представителя;
m – число деталей-установок технологического процесса изготовления детали-представителя;
КД - число инструментов – дублеров на одну детале-установку.
Дублеры необходимы для инструментов с малой стойкостью (сверла, особенно небольшого диаметра, развертки и т.п.). В расчетах можно принимать КД = 2 – 3.
Инструменты, входящие в состав АСИО, хранятся не только в центральном инструментальном складе, но и в инструментальных магазинах станков. Поэтому емкость центрального инструментального склада определяется как
 , (3)
, (3)
где Емсi – емкость инструментального магазина i – того станка;
S – число станков ГПС.
Габаритные размеры склада определяются в зависимости от найденного значения емкости и способа размещения инструментов (инструментальных комплектов).
Если инструменты (инструментальные комплекты) располагаются в отдельных ячейках склада, то размеры склада рассчитываются исходя из принятого шага расположения ячеек (t = 120..200 мм).
Если же инструменты (инструментальные комплекты) хранятся в какой-либо таре (например, в инструментальных кассетах), то размеры склада рассчитываются исходя из принятых значений емкости и размеров тары и ячеек стеллажного склада. В этом случае расчет проводится по аналогии с определением размеров склада АТСС.
5. Расчет загрузки транспортных средств АСИО
Работа АСИО требует подвижных устройств для доставки инструментов к станкам, его смены, ввода-вывода из ГПС. Для выполнения указанных функций могут использоваться роботы-операторы, которые имеют одно или два захватных устройства. Наличие двух захватных устройств усложняет конструкцию, однако повышает производительность робота-оператора и дает возможность производить замену инструментов в гнезде, уже занятом другим инструментом.
Для расчета количества роботов-операторов (коэффициента загрузки) необходимо знать суммарное время их работы:
 , (4)
, (4)
где Тро - суммарное время работы робота-оператора в течение месяца, ч;
Fро – месячный фонд времени работы робота-оператора, ч.
В свою очередь, суммарное время работы робота-оператора будет зависеть от типа системы инструментообеспечения.
Так, в АСИО типа 2.2.2 (рисунок 6) действует два робота-оператора:
 |  | |||||||||||||||||||||||||||||
 | ||||||||||||||||||||||||||||||
|  |  | ||||||||||||||||||||||||||||
 |  | |||||||||||||||||||||||||||||
 |  |  | ||||||||||||||||||||||||||||
 | ||||||||||||||||||||||||||||||
|  | |||||||||||||||||||||||||||||
 | ||||||||||||||||||||||||||||||
 | ||||||||||||||||||||||||||||||
Рисунок 6 – Расчетная схема для определения загрузки транспортных средств АСИО
Первый робот-оператор РО1 выполняет следующие переходы:
1. Подойти к позиции ППВ приема-выдачи инструментов и взять инструмент.
2. Подойти к гнезду с кодовым датчиком КД и поставить в него инструмент (кодовый датчик необходим для идентификации инструмента или инструментального комплекта).
3. Взять инструмент из гнезда с кодовым датчиком (после считывания кода инструмента).
4. Повернуть захватное устройство на 1800 , подойти к нужной ячейке инструментального склада ИС и взять инструмент.
5. Повернуть захватное устройство на 1800 и поставить в освободившуюся ячейку инструментального склада инструмент, взятый из гнезда с кодовым датчиком.
6. Подойти к позиции ППВ приема-выдачи инструментов и поставить инструмент, взятый со склада.
Тогда время ввода-вывода одного инструмента будет складываться из времени выполнения шести вышеназванных переходов и времени считывания кода инструмента:
Tвв = Т1 + Т2 + Т3 + Т4 + Т5 + Т6 + Тчк (5)
В свою очередь:
Т1 = Тк + Тпод + Тв;
Т2 = Тк + Тпод + Тп;
Т3 = Тк + Тв;
Т4 = Тк + Тпод + Тпов + Тв; (6)
Т5 = Тк + Тпов + Тп;
Т6 = Тк + Тпод + Тп.
Следовательно,
Tвв = 6Тк + 4Тпод + 2Тпов + 3 (Тп + Тв) + Тчк , (7)
В этих формулах:
Тк – время передачи управляющей команды от системы управления к роботу-оператору; зависит от быстродействия системы управления и колеблется в пределах 0,02…0,15 мин.;
Тпод - среднее время подхода робота-оператора к заданному месту; определяется по аналогичной формуле, приведенной при расчете транспорта АТСС;
Тпов - время поворота захватного устройства на 1800; принимается равным 0,02…0,05 мин.;
Тв - время выполнения роботом-оператором перехода “Взять инструмент”;
Тп - время выполнения роботом-оператором перехода “Поставить инструмент”;
Тчк - время считывания информации об инструменте с кодового датчика.
Обычно Тв = Тп ; оно зависит от цикловой автоматики робота-оператора и составляет в среднем 0,12…0,25 мин.
Второй робот-оператор РО2 выполняет следующие переходы (команды):
1. Подойти к позиции ППВ приема-выдачи инструментов и взять инструмент.
2. Подойти к гнезду магазина станка и взять из него инструмент.
3. Повернуть захватное устройство на 1800 и поставить в освободившееся гнездо инструмент, взятый с позиции ППВ приема-выдачи.
4. Подойти к позиции ППВ приема-выдачи и поставить инструмент, взятый в магазине станка.
Тогда время смены одного инструмента определится как:
Tсм = Т1 + Т2 + Т3 + Т4 (8)
где Т1 = Тк + Тпод + Тв;
Т2 = Тк + Тпод + Тв;
Т3 = Тк + Тпов + Тп; (9)
Т4 = Тк + Тпод + Тп.
Следовательно,
Tсм = 4Тк + 3Тпод + Тпов + 2 (Тп + Тв) . (10)
В результате суммарное время работы робота-оператора в течение месяца будет равно:
 ;
;  . (11)
. (11)
Пользуясь формулой (4), рассчитаем коэффициенты загрузки обоих роботов-операторов:
 ;
;  . (12)
. (12)
Теперь можно определить коэффициенты загрузки роботов-операторов для других типов АСИО.
В системе 2.2.1 функции ввода-вывода и смены инструментов выполняет один робот-оператор, для которого:
5.3 Вопросы для самоконтроля и резюме - лекция, которая пользуется популярностью у тех, кто читал эту лекцию.
 . (13)
. (13)
Для робота – оператора системы типа 2.1:
 . (14)
. (14)
При двухрядной компоновке инструментального склада часть времени работы робота-оператора РО1 тратится на перекладку инструментов из второго, наиболее удаленного от станков ряда, в первый. В этом случае формула (12) примет вид:
 ; , (15)
; , (15)
где a - коэффициент, учитывающий долю инструментов, перекладываемых из второго ряда в первый; a = 0,2…0,5.



















