
Экономическая эффективность автоматизации производства
3 Экономическая эффективность автоматизации производства.
3.1 Уровни и ступени автоматизации производства, их количественная оценка.
Ступень внедрения механизации или автоматизации по ГСТ 14309-83 обозначается цифрами от 1-10
1 – единичная технологическая операция.
2 – законченный технологический процесс
3 – система технологических процессов, выполняемых на производственном участке.
4 - система технологических процессов, выполняемых в пределах цеха.
5 - система технологических процессов, выполняемых в пределах группы технологических однородных цехов.
Рекомендуемые материалы
6 – система технологических процессов, выполняемых в пределах предприятия.
7 – система технологических процессов, выполняемых в пределах производства фирм или научно-производственных объединении.
8 - система технологических процессов, выполняемых в пределах территориально-экономического региона.
9 - система технологических процессов, выполняемых в пределах отрасли промышленности.
10 - система технологических процессов, выполняемых для всей промышленности страны.
При механизации и автоматизации процессов часть времени расходуется на выполнение процессов машиной без участия рабочего и часть времени – с участием рабочего.
Отношение машинного времени к общему времени выполнение операции называют коэффициентом механизации.
К=
В состав времени  входит время РХ и иногда ХХ, перекрываемых машинным временем.
входит время РХ и иногда ХХ, перекрываемых машинным временем.
 быстрый подвод инструмента к деталям.
быстрый подвод инструмента к деталям.
Чем меньше времени затрачивается на вспомогательные переходы, тем больше производительность станка.
Для повышения коэффициента механизации нужно сокращать
 ручное время на заточку, смену, установку и т.д.
ручное время на заточку, смену, установку и т.д.
При механизации и автоматизации многих операций ТП, определяют основные показатели уровня механизации и автоматизации процессов.
Расчет основных показателей уровня в случаях механизации или автоматизации от одной операции (1-я ступень) до системы процесса выполняемых на производственном участке (3-я ступень), производиться по показателям времени живого труда или времени выполнения процесса 
Расчет производиться по формулам, (3.2 – 3.3) и называется хронометрическим.

Где:  - сумма машинного времени при механизации или автоматизации процесса, не перекрытого ручным временем (мин, час)
- сумма машинного времени при механизации или автоматизации процесса, не перекрытого ручным временем (мин, час)
 - сумма всего штучного времени (мин, час)
- сумма всего штучного времени (мин, час)
 - сумма всего машинного времени при механизации или автоматизации (мин, час)
- сумма всего машинного времени при механизации или автоматизации (мин, час)
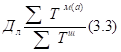
Для 4-10й ступени объем работ по расчетам времени получается очень громоздким, и поэтому пользуются показателями уровня механизации и автоматизации, определяемыми по объемам выполняемых работ, называемых эргамическими.
Расчетная формула имеет вид.
(омега) 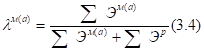
Где:  - сумма полезной работы машин при механизации. Или автоматизации, кВт ч
- сумма полезной работы машин при механизации. Или автоматизации, кВт ч
 сумма полезной ручной работы людей, кВт ч.
сумма полезной ручной работы людей, кВт ч.
Категория механизации и автоматизации является характеристикой ступени влияния механизации и автоматизации на состояние технологических процессов в зависимости от величины основного показателя уровня мех и автоматизации. Различают 8 категории механизации и автоматизации.
0 л – нулевая - отсутствие механизации или автоматизации.
1 л – низкая - 0.01 до 0.25
2 л – малая - 0.25 до 0.45
3 л – средняя - 0.45 до 0.60
4 л – большая - 0.60 до 0.75
5 л – повышенная - 0.75 до 0.90
6 л – высокая - 0.90 до 0.99
7 л – полная - 0.99 до 1
Для удобства использования данных о механизации и автоматизации. определенного объекта применяют информационную модель, которая содержит данные в такой последовательности ступень комплектности вид. Уровень.
Выполнена единичная автоматизация ТП на участке мех цеха с основным показателем уровня до 0.32.
Модель строиться так: ступень комплексности соответствующая участку мех цеха, обозначается цифрой 3, вид произведенной автоматизации буквой а. Основной показатель уровня 0.32 соответствует «малой» категории автоматизации и находится между 0.25-0.45 и обозначается цифрой 2. Вид модели 3А2.
Если модель имеет вид 3КМ3, то расшифровать так: ТП на участке 3 имеет комплексную механизацию (КМ), состояние которой среднее (3) т. е свыше 0.45 до 0.60.
М (А) – единичная механизация (автоматизация)
КМ (А) – комплексная механизация (автоматизация)
Следует стремиться к применению оптимальных ступеней, вида и категории механизации и автоматизации ТП, соответственно экономическим показателем эффективности мех и автоматизации.
3.2 Показатели и критерии экономической эффективности автоматизации.
При проведении расчетов по механизации, автоматизации в машиностроении необходимо уделять внимание повышение эффективности капитальных вложении. При подсчете экономической эффективности определяют абсолютную и относительную экономическую эффективность, а также срок окупаемости капитальных вложений. Существует типовая методика расчета экономической эффективности.
В этой методике два основных экономических критерия.
1 срок окупаемости капитальных вложений на механизацию, автоматизацию.
2 годовой экономически эффект.
 срок окупаемости, (лет)
срок окупаемости, (лет)
Где:  капитальные вложения на внедрение нового варианта из существующего.
капитальные вложения на внедрение нового варианта из существующего.
 себестоимость изготовления годового выпуска продукции соответственно для существующего и нового варианта.
себестоимость изготовления годового выпуска продукции соответственно для существующего и нового варианта.
 нормативный срок окупаемости (6,5 лет)
нормативный срок окупаемости (6,5 лет)
Годовой экономически эффект.
Э =  тенге (3.6)
тенге (3.6)
Где:  нормативный коэффициент экономической эффективности, для машиностроения 0,15
нормативный коэффициент экономической эффективности, для машиностроения 0,15
Если нормативный срок окупаемости <или> установленного, то его расчет производиться по формуле (3.7)

При сравнении вариантов внедрения, для выбора наиболее эффективного определяют суммы приведенных затрат.
 (3,8)
(3,8)
Где:  приведенные затраты по каждому варианту, отнесенные к году в тенге.
приведенные затраты по каждому варианту, отнесенные к году в тенге.
 кап. Вложение по каждому варианту, тенге
кап. Вложение по каждому варианту, тенге
 - себестоимость продукции за год по каждому варианту, тенге
- себестоимость продукции за год по каждому варианту, тенге
Это были основные показатели и критерии оценки автоматизации, но существуют и частные показатели, например производительность внедряемого оборудования.
Степень автоматизации ТП и т.д
3.3 Производительность труда в автоматизированном производстве.
Основные положения теории производительности.
Основные положения теории производительности были сформулированы Г.А. Шаумяном еще в 1932-33 г.г. С тех пор это научное направление непрерывно развивается, получая развитие в самых различных отраслях производства. Сущность метода предположенного Шаумяном состоит в том, что математически непосредственно связывающие м/у собой технические и экономические показатели. Такие сравнения представляют собой в совокупности математическую модель оборудования автоматов и автоматических линий по производительности и эффективности. Тем самым появляется возможность количественно определить, как влияют любые изменения технико-экономических параметров, анализируемых вариантов на их экономические показатели.





Первичные параметры. Определяющие Константы. Показатели
параметры. экономической
эффективности.
Рисунок 5- Структурная схема математической модели
Первичные параметры, определяющие параметры, константа, показатели экономической эффективности.
Она включает в себя.
А) первичные параметры – характеризующие технологию, конструкцию и компоновку машин, уровень их эксплуатации, так для производительности машин первичными параметрами является.
Режимы и общая длительность обработки - 
Время холостых ходов цикла - 
Потери конструктивных элементов - 
Число рабочих позиции – q и участков, на которые распределяется линия.
Все эти параметры определяют численность, длительность рабочего цикла системы, Т и суммарные внецикловые потери  как характеристику работоспособности.
как характеристику работоспособности.
Б) Определяющие вариационные параметры, которые представляют собой технико-экономические параметры сравниваемых вариантов.
По производительности  (фи)
(фи)
Стоимость  (сигма)
(сигма)
Количеству обслуживающих рабочих. Е
Удельными эксплуатационными параметрами  (дельта)
(дельта)
Срокам службы N
В) постоянные для данной модели параметры, которые входят в формулы как константы:
Нормативные показатели по амортизационным отчислениям  ремонтные затраты
ремонтные затраты  .
.
Г) показатели экономической эффективности.
Производительность труда 
Коэффициент эффективности кап вложении Е
Приведенные затраты 
Важным достоинством такой математической модели является ее «реверсируемость». Так зная значение определяющих параметров, можно определить соответствующие значения экономических показателей и тем самым определять наилучшее. И наоборот.
Таким образом, методы теории производительности позволяют, не зависимо от применяемых примеров экономической эффективности, решать следующие задачи расчета и проектирования.
1) Выбирать наиболее эффективные варианты на основе инженерного анализа технико-экономических параметров сравниваемых вариантов.
2) Определять исходя, из требуемого экономического эффекта, каким сочетанием технических характеристик должны обладать проектируемые автоматы и автоматические линии, качественно оценивать граничные условия автоматизации.
3) Оптимизировать технические характеристики проектируемых машин по экономическим критериям, количественно и качественно анализировать процессы развития науки и техники.
Таким образом, теория производительности является научной основой решения проблемных вопросов автоматизации.
Основные положения теории производительности. Методы расчета и оценки производительности машин и их систем.
Производительность общественного труда оценивается количеством выпушенной продукции, отнесенное к трудовым затратам за определенной интервал времени.

Где:  - производительность труда.
- производительность труда.
 - выпушенная продукция /выпушенная за некоторый промежуток времени.
- выпушенная продукция /выпушенная за некоторый промежуток времени.
Т – суммарные трудовые затраты, необходимые для выпуска продукции.
Качество выпушенной продукции зависит от того, сколько времени эксплуатируется оборудование. При постоянной производительности оборудования.
W=
Где:  - годовой выпуск продукции.
- годовой выпуск продукции.
N – Календарное время эксплуатации в годах.
Для того чтобы обеспечить выпуск, ,какой либо продукции необходимо затратить средства на постройку задания, сооружение, покупку оборудования его транспортировку и монтаж. Эти затраты необходимо произвести предварительно, до пуска их в эксплуатацию кроме того в процессе эксплуатации техники необходимы дополнительные текшие затраты как на зарплату инструмент электроэнергию и т.д. величина этих затрат непрерывно возрастает в течение срока таким образом общая величина трудовых затрат является величиной переменной в зависимости от срока службы оборудования.

Где: Т суммарно трудовые затраты.
 единовременные затраты прошлого труда, на оборудования, здания и т.д.
единовременные затраты прошлого труда, на оборудования, здания и т.д.
 годовые текущие затраты прошлого труда на материалы, инструменты и т.д.
годовые текущие затраты прошлого труда на материалы, инструменты и т.д.
 годовые текущие затраты живого труда при обслуживании оборудования.
годовые текущие затраты живого труда при обслуживании оборудования.
N – календарное, текущее время эксплуатации техники в годах с момента пуска в годах.
Подставим значение W и Т в формулу (3/9)

Это формула показывает, что производительность труда, которую обеспечивает новое оборудование, также является величиной переменной. Это зависимость для величин W, T и
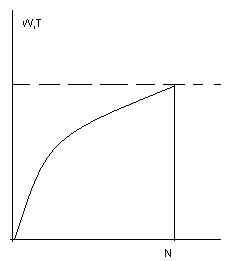
Рисунок 6- График зависимости величин W, T и
Представленный характер изменения производительности, В времени показывает, что при малых сроках службы рост производительности труда довольно интенсивен, затем замедляется и при больших сроках службы практически прекращается, приближаясь к своему пределу.

Из этого можно сделать 2 вывода:
1 – производительность труда при данном уровне техники имеет свои пределы, выйти за которые можно только непрерывно совершенствуя технологию и оборудование.
2 – срок службы оборудования определяется не только их физическим износом, но и характером зависимости производительности труда от сроков службы т. е сроками морального износа оборудования.
Преобразуем формулу (3.12) производительности труда разделив все трудовые затраты на т.е взяв в качестве масштаба трудовых затрат затраты живого труда, вводя коэффициенты К и т.


Где: N коэффициент технической вооруженности живого труда, характеризующий отношение единовременных затрат осуществленного труда на создание средств производства  годовым затратам живого труда.
годовым затратам живого труда.
Т коэффициент энергоматериалоемкости живого труда характеризующих отношение годовых текущих затрат осуществленного труда на инструмент, электроэнергию ремонт годовым затратам живого труда.
Так если один рабочий обслуживает машину или систему машин  , Действительности он работает не один чтобы выпускать продукцию в течении года. используется концентрированный труд к человеку, из которого затрачивается в год к /N человек /прошлого труда. При этом еще М человек обеспечивает этого одного рабочего всем необходимым /материалами, инструментами и т.д./ Без чего производство невозможно.
, Действительности он работает не один чтобы выпускать продукцию в течении года. используется концентрированный труд к человеку, из которого затрачивается в год к /N человек /прошлого труда. При этом еще М человек обеспечивает этого одного рабочего всем необходимым /материалами, инструментами и т.д./ Без чего производство невозможно.
Следовательно:

Таким образом, суммарные затраты общественного труда в, К=N(m+1) раз больше затрат живого труда.
Подставляя значение, Т из формулы (3.14) в зависимость (3.12) получаем.

Уровень производительности труда можно определить с учетом различных масштабов производства.
Если оценивать производительность труда данного производства в данной отрасли, то в текшее эксплуатационные затраты необходимо включать наряду с инструментом, электроэнергией, стоимость сырья, заготовок и т.д. Стоимость материалов включает в себя затраты на живой и прошлый труд на всех предыдущих операциях, начиная с добывающей промышленности и металлургии. Поэтому в данном случае производительность труда оценивается при обработки изделий в цехах.
Если необходимо оценить уровень производительности труда на данной операции, а следовательно, прогрессивность данной машины, в текущих эксплуатационных затратах необходимо учитывать лишь издержки эксплуатации машины.
Наконец возникает задача определения уровня производительности труда на данном рабочем месте, производительности труда обслуживающих рабочих. В этом случае затраты прошлого труда не учитываются.
Полученная величина представляет собой уже производительность не общественного, а живого труда, т. е выработку на одного производств рабочего. Чем выше степень технической оснащенности (выше N и T), степень автоматизации производства, тем меньше рабочих занято непосредственно у оборудования и тем больше количество их находятся не зримо. В этом заключается историческая тенденция развития техники в любой отрасли производства. Для оценки прогрессивности новой техники, в том числе автоматов и автоматических линии, необходимо по уровню производительности труда сравнивать различные варианты.
Затем сравнить базовый проектный варианты и дать заключение о целесообразности его внедрения. Предпочтение отдают тому варианту, который обеспечивает наибольшие рост производительности труда и гарантирует выполнение планируемых темпов на ее роста на весь срок службы оборудования.
Где:  - коэффициент роста производительности труда.
- коэффициент роста производительности труда.
 - производительности труда, которую обеспечивает базовый вариант
- производительности труда, которую обеспечивает базовый вариант
 - производства труда, которое обеспечивает проектный вариант.
- производства труда, которое обеспечивает проектный вариант.
Производительность труда базового варианта определяют по формуле.
Есть оба сравниваемых варианта, вводятся в действие одновременно, то производительность труда второго
 рост производительности труда рассчитывается по формуле.
рост производительности труда рассчитывается по формуле.

Ведем ряд безразмерных коэффициентов, характеризует тех эконом показатели обоих вариантов производства.
 - коэф. роста производительности средств производства, показывающих во сколько раз повышения производительность при втором варианте по сравнению с базовым.
- коэф. роста производительности средств производства, показывающих во сколько раз повышения производительность при втором варианте по сравнению с базовым.
 - коэф. сокращения живого труда, показывающих во сколько раз сокращается живой труд при втором варианте по сравнению с базовым.
- коэф. сокращения живого труда, показывающих во сколько раз сокращается живой труд при втором варианте по сравнению с базовым.
 - коэф. изменения стоимости средств производства.
- коэф. изменения стоимости средств производства.
 - коэф. изменения текущих эксплутационных затрат на ед. продукции (3.19)
- коэф. изменения текущих эксплутационных затрат на ед. продукции (3.19)
Величина текущих эксплуатационных расходов обычно пропорциональна выпуску продукции, поэтому в формуле 3.19 коэффициент отражает изменение масштабов производства.
Определим величину  через безразмерный коэффициент.
через безразмерный коэффициент.
Подставляя значение  и
и  , а также и
, а также и  в формулу 3.18, получаем формулу, в которой рост производительности труда выражен непосредственно через сравнительные технико-экономические показатели обоих вариантов производства, и физически смысл формулы роста производства труда становиться иным, если разделить числитель и знаменатель на Е.
в формулу 3.18, получаем формулу, в которой рост производительности труда выражен непосредственно через сравнительные технико-экономические показатели обоих вариантов производства, и физически смысл формулы роста производства труда становиться иным, если разделить числитель и знаменатель на Е.
Как видно при исходном варианте производства сначала вложен прошлый труд человека, потом в течении нескольких лет, один человек непосредственно при обслуживании машин, а человек обеспечивает его всем необходимым. При втором варианте число людей, вложивших свой труд в создание средств производства, увеличилось в раз. Во время эксплуатации машин кол-во людей, вкладывающих свой труд в эксплантацию, ремонт и т.д. возрастает в раз, а кол-во рабочих, непосредственно занятых обслуживанием машин. Сокрушается в Е раз. Таким образом числитель содержит полные трудовые затраты при первом варианте. А знаменатель при втором, таким образом , для автоматизации произв. Процессов является характерным: рост производительности средств производства разное сокращение числа людей, непосредственно связанных обслуживанием машин.
3.3.2 Производительность автоматизированного оборудования и систем.
Всякая работа осуществляется во время

Где Т – длительность рабочего цикла.
 - время на осуществление рабочих ходов.
- время на осуществление рабочих ходов.
 - время на осуществление вспомогательных холостых ходов.
- время на осуществление вспомогательных холостых ходов.
Длительность рабочего цикла является важнейшим параметром, определяющим производительность машин.
Производительность рабочей машины называется количеством обрабатываемого продукта в единицу времени, зная длительность рабочего цикла, легко определить частоту повторения рабочего цикла, т.е цикловую производительность рабочей машины.
 (шт. мин) (3.22)
(шт. мин) (3.22)
Если за время рабочего цикла изготавливается 1 изделие.
 (шт. мин) (3.23)
(шт. мин) (3.23)
Если за время рабочего цикла изготавливается. Р изделия
где:  - потери времени только рабочего цикла.
- потери времени только рабочего цикла.
Очевидно, если у машины отсутствуют холостые ходы, её цикловая производительность целиком определяется длительностью обработки.
 (шт. мин) (3.24)
(шт. мин) (3.24)
Где: К – технологическая производительность, которая характеризует собой возможности технологического процесса, положенного в основу машины.
Величина технологической производительности зависит, прежде всего от трудоемкости детали, методом и последовательностью обработки, степени совмещения операции, режимов обработки.
В автоматах и автоматических линиях непрерывного действия /при  /
/
Цикловая производительность = технологической, в остальных случаях она меньше её. То формула 3.35. Подставляя значение  в формуле 3.22 цикловой производительности получим.
в формуле 3.22 цикловой производительности получим.
 (шт. мин) (3.25)
(шт. мин) (3.25)
Где: n (эта)– коэф. производительности, который характеризует степень непрерывности протекания технологического процесса и технологической производительности станка к технической производительности или отношению времени рабочих ходов и периода цикла.
Технологическое производство. К=10 шт./мин
В действительности из-за наличия холостых ходов можно выпустить только 4 детали  4 шт./мин
4 шт./мин
Согласно формуле
Полученная величина говорит о том, что на станке лишь 40% времени расходуется на обработку детали, а 60% времени холостые, следовательно, возможно, заложенные в технологическом процессе, использованы на 40%.
Изобразим графически основное уравнение цифровой производительности 3.25
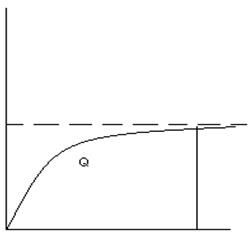
Рисунок 7- Основное уравнение цифровой производительности
Максимум производительности рабочей машины при  const
const

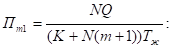
Из 3.27 и графика 3.2 следует, что чем меньше значение тем выше предел производительности и тем больше возможность её повышения за счет увеличения технологической производительности К. Если уменьшается время холостых ходов. Приближаясь к нулю, то производительность стремиться к технологической.
Рисунок 8 – показатель производительности
Вывод
 Если К ∞ и 0, то предел повышения производительности не имеется, если увеличивать только технологическую производительность при const, то всякая работа машины имеет предел повышения производительности.
Если К ∞ и 0, то предел повышения производительности не имеется, если увеличивать только технологическую производительность при const, то всякая работа машины имеет предел повышения производительности.
Если одновременно с увеличением технологической производительности сокращать время на холостые, вспомогательные ходы, то производительность машин можно увеличивать беспредельно, следовательно, производительность машин предела не имеет.
3.3.3 Фактически производительность автоматического оборудования и внеплановые потери. Баланс производительности.
Фактически производительность это производительность реальной машины в реальных условиях эксплуатации и учета всех потерь.

Где: С точки зрения теории производительности любого времени в течение, которого не происходит технологических процессов обработки, сборки и т.д. является потерянным временем.
Поэтому холостые ходы и внецикловые потери, несмотря на различную их природу, рассматриваются как потери. Цикловые и внецикловые потери могут быть следующих видов.
Цикловые потери: потери I-го вида: подача заготовок, транспортировка, зажим, разжим, подводы и отводы рабочих органов, переключение отдельных механизмов и т.д.
Внецикловые потери, потери II-го вида: смена, установка и регулировка инструмента, хождение за инструментами, его заточка и т.д.
Потери III-го вида: регулирование и ремонт механизмов машины, ожидание рем мастера, получение запасных изделии, и т.д.
Потери IV-го вида, уборка стружки, сдача деталей, получение заготовок, сдача смены, отсутствие рабочего и т.д.
Потери V-го вида: брак изделий.
Потери VI-го вида: переналадка оборудования при переходе на другое изделие, замена технологической оснастки. Кинематическая настройка и т.д.
Все эти потери можно разделить на 2 категории.
1 – потери, прямо и косвенно связанны с режимом работы оборудования – собственные потери. К ним относятся потери по ремонту регулированию устройства.
2 – потери функционально не связанные с режимом работы и вызванные внешними причинами – дополнительных потерь. К ним относятся, прежде всего, потери по организационным причинам: отсутствие заготовок, опоздание работника, брак, и т.д.
Если потери первой группы, в какой то мере неизбежны, поскольку не существует вечного инструмента, то потери второй группы могут и должны быть доведены до минимума.
Ещё посмотрите лекцию "9 Тяговые и механические характеристики электромагнитов постоянного и переменного тока" по этой теме.
3.3.4 Пути повышения производительности в автоматизированном производстве
Рассмотренные основные положения теории производительности труда позволяют анализировать влияние различных факторов непроизводительность труда, намечать основные пути повышения производительности, а, следовательно, пути автоматизации. Анализируя влияние совершенствования отдельных показателей на производительность труда, можно оценить перспективность различных путей технического прогресса.
Первый путь уменьшение затрат живо труда за счет сокращения числа рабочих, непосредственно занятых в процессе производства т. е увеличения Е. это достигается путем многочисленного обслуживания. Когда благодаря изменению организации труда или автоматизации машин один рабочий одновременно обслуживает несколько станков.
Второй путь уменьшение затрат живо труда и прошлого за счет повышения производительности средств производства, т. е роста . Это достигается путем разработки новых технологических процессов и создание высоко производительных средств производства.
Трети путь сокращение затрат прошлого труда за счет снижения стоимости средств производства, стандартизации и унификации механизмов, узлов и деталей машин обеспечивающих снижение их себестоимости. Для этого пути характерно развитие агрегатного станкостроения, поточных методов производства нового оборудования. А также унифицированных средств автоматизации.
Характерной чертой автоматизации производственных процессов является повышение производительности живого труда, т. е количество выпускаемой продукции, приходящейся на одного производственного рабочего.


















