
Основные положения автоматизации
2 Основные положения автоматизации.
2.1 Основные понятия и определения.
2.1.1 Автоматизация (механизация), автоматика и техническая кибернетика.
Автоматизация – это замена физического и умственного труда машиной приводимой в действие внешними источниками энергии и управление человеком. При механизации управление средствами производства осуществляется человеком. В соответствии с ГОСТ 23004-78 под механизацией понимают применение энергии живой природы в технологическом процессе или его составных частях, полностью управляемых людьми. Главные задачи механизации и автоматизации производства состоят в сокращении трудовых затрат, улучшении условий производства, повышении объема выпуска и качества продукции.
Автоматика- это наука о построении и расчете систем автоматического управления.
Кибернетика- наука, изучающая закономерности процесса управления и связи в организованной системе. Кибернетика состоит из двух разделов-
1. теория информации
2. теория автоматического управления
Кибернетика изучает информационные системы ТАУ, САУ и не учитывает энергетическое обеспечение и конструктивного оформления. За счет кибернетики в автоматизированном процессе создается структура САУ и программа работы.
Рекомендуемые материалы
За счет автоматики производится создание технических средств САУ.
За счет АПП повышается эффективность производства.
2.1.2 Единичная, комплексная и интегрированная механизация,
автоматизация.
Развитие процессов автоматизации производства на многих действующих и реконструируемых заводах проходит следующие 4 стадии: единичная (частичная) и комплексная механизация, единичная и комплексная автоматизация.
Согласно ГОСТ 23004-78, ГОСТ 1430982.
Единичная механизация (автоматизация)- это механизация (автоматизация) одной первично составляющей технического процесса или системы технологических процессов исключая (включая) управление.
Единичная механизация - проводится многими заводами и обычно не связана с большими затратами. При ней рабочий освобождается от одного или нескольких приемов, связанных с выполнением данной операции.
Единичная автоматизация заключается в том, что наряду с обычным оборудованием в цехах используются автоматы и п/автоматы.
Комплексная механизация (автоматизация)- это механизация (автоматизация) двух и более первичных составляющих технологического процесса или системы технологических процессов исключая (включая) управление. При комплексной механизации внедряют системы механизированных устройств или машин обеспечивающих выполнение основных и вспомогательных работ (транспортировка, установка снятие заготовок). Применяя механизацию производственных процессов, стремятся облегчить выполнение профессионально-вредных, тяжелых, однообразных работ. Более эффективна полная (комплексная) автоматизация отдельных технологических процессов. Когда система непрерывно работающих, автоматических машин функционирует как взаимосвязанный единый комплекс.
Комплексная автоматизация - высшая форма автоматизации, при которой из технологического и вспомогательного оборудования могут быть cкомпоновы автоматические линии, цеха, заводы, где в едином потоке осуществляются процессы выполнения заготовок, механической обработки, контроля, термообработки, сборки ,окраски, упаковки и консервации.
При комплексной автоматизации кроме ранее перечисленных преимуществ, свойственных автоматизации вообще, обеспечивается возможность непрерывной работы оборудования в едином потоке. Отпадает потребность в промежуточных складах, сокращается длительность рабочего цикла, упрощается планирование производства и учет производимой продукции. Существуют 2 перспективы развития комплексной автоматизации.
1-ближайшая - это более широкое использование автоматизированных и автоматических систем управления сложными технологическими процессами и производствами на основе электронных управляющих вычислительных машин АСУТП.
2-более отдаленная - это создание полностью автоматизированных предприятий, на которых ЭВМ будет использоваться не только для группового и индивидуального управления сложными технологическими комплексами, но и для конструирования изделий и проектирования технологических процессов их изготовления.
Интегрированная автоматизация- автоматизация производственных процессов инженерного труда по проведению научных исследований (АСНИ), по конструированию и разработки изделий (САПР), по технологической подготовке производства (АСТПП) и управлению производством (АСУП, АСУТП).
П/автомат, автомат, автоматическая линия, гибкое производство и электронизация производства.
П/автоматом называют рабочую машину, цикл работы которой в конце выполняемой операции автоматически прерывается. Для возобновления цикла необходимо вмешательство человека, который устанавливает и снимает заготовки, пускает станок и контролирует его работу, меняет и регулирует инструмент.
Автоматом называется самоуправляющаяся рабочая машина, которая при осуществлении технологического процесса производит все рабочие и все холостые ходы рабочего цикла обработки, кроме контроля и наладки.
Автоматическая линия- это система рабочих машин-автоматов, расположенных в технологической последовательности, объединенных автоматическими устройствами и механизмам для обработки, сборки и контроля изделий, транспортирования и хранения их в процессе изготовления с целью выполнения законченной части ли всего технологического процесса изготовления одного или нескольких изделий.
Гибкая автоматизация- это автоматизация, позволяющая на одном оборудовании регулярно переходить на выпуск модернизированных или новых изделий определенного производственного значения. В основе гибкой автоматизации лежит электронизация производства или механотронная техника.
Механотроника- это наука, изучающая взаимодействие механических и электронных устройств. Электронизация- это гибкая автоматизация с использованием электронных устройств ЧПУ и ЭВМ.
2.2 Гибкие производственные системы
В основе Г.П. лежит:
1. Легкопереналаживаемое технологическое оборудование с ЧПУ
2. Промышленные работы
3. Прогрессивная унифицированная технология
(групповая для мелко и средне серийного производства и типовая для крупно серийного и массового типов производства.)
4. Управляющие устройства на базе ЭВМ.
Применение старой технологии и организации производства приводит к повышению себестоимости, качество и производственность находиться на прежнем уровне, а эффективность производства уменьшается, Хотя оборудование поставляют новое. Все это называется, «Обновляющим устареванием производства»: Определимся что такое «Устаревание производства»: т.е. на предприятии 5% времени тратиться на изготовление и на сбор изделии, а остальные 95% времени – это контроль, перемещение от станка к станку и т.д. Все это привело к необходимости объединения оборудования и непрерывность технологического цикла – так возникают ГПС.
Согласно ГОСТ 26.228-85 ГПС термины и основные определения.
Под ГПС понимают совокупность в разных сочетаниях оборудование с ЧЛУ, роботизированных модулей и отделение единиц технологического оборудования и систем обеспечения их функционирования в автоматическом или автоматизированном режиме, обладающим свойством переналадки в определенном диапазоне и встраивания в системы более высокого уровня.
Состав и взаимодействие ГПС.

Рисунок 1- Состав ГПС.
ГПС имеют 3 уровня
1-ГПМ
2-ГПК
3-ГАП или интегрированная автоматизированная система.
2.2.1 Гибкий производственный модуль.
ГПМ - это единица технологического оборудования, предназначенная для производства изделий производственной номенклатуры в пределах установленных значении их характеристик, с программным управлением, автономно функционирующим и имеющим возможность встраивания в ГПС более высокого уровня.
ГПМ состоит из:
1-обрабатывающего центра.
2-системы автоматической смены инструмента
3-системы удаления отходов и подачи СОЖ.
4-системы автоматического контроля параметров изделий и системы диагностирования станка, технологической оснастки.
5-системы автоматической загрузки и выгрузки изготавливаемых деталей.
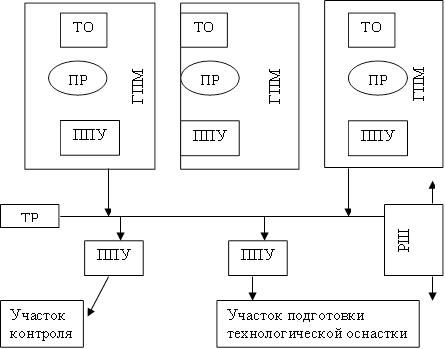
2.2.2 Гибкий производственный комплекс.
 | |||
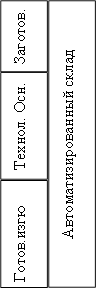 | |||
Рисунок 2- Укрупненная схема ГПК (автоматизированный участок)
где:
ППУ – приемно-перегрузочное устройство.
РШ – робот штабелер.
ТР – транспортный робот.
ПР – промышленный робот.
ТО – технологическое оборудование.
ГПК состоит из нескольких гибких производственных модулей объединенных автоматизированной системой управления и автоматизированной транспортно-складочная системой, автономно функционирующими в течении определенного интервала времени и имеющим возможность встраивания в систему более высокой ступени автоматизации.
В ГПК применяется технологически принцип. «Верни на место»
В данном случае само производство требует увязки технологического оборудования и вспомогательных систем, она основана на прогрессивной технологии и организации производства, с автоматизации основных, вспомогательных и контрольных операции, непрерывно функционирующих и исключающих прослеживание деталей и узлов на складах.
Основные системы ГПК.
Автоматизированная транспортно-складочная система (АТСС) – это система взаимосвязанных транспортно-складных устройств, предназначенных для укладки, хранения и временного накопления в процессе производства предметов труда.
Система автоматизированного контроля (САК) – это система, обеспечивающая контроль качества обработки на каждой операции и готового изделия в целом, а также диагностику состояния оборудования и технологической оснастки в процессе производства.
Автоматизированная система инструментального обеспечения (АСУО) – система, обеспечивающая удаление стружки, поставки СОЖ и вспомогательных материалов.
Автоматизированная система удаления (производством или технологическим процессом) – разновидность систем управления, включающая технические средства, которые обеспечивает замену физического и умственного труда человека работой машин для сбора, переработки и вывода информации.
2.2.3 Гибкое автоматизированное производства (ГАП) или интегрированная автоматизированная система (ИАС).
Гибкое автоматизированное производство включает один или несколько гибких производственных комплексов, объединенных автоматизированной системой управления и автоматизированной транспортно-складской системой, осуществляющей переход на изготовления новых изделии исследовании, систем автоматизированного проектирования и автоматизированной системы технологической подготовки производства.
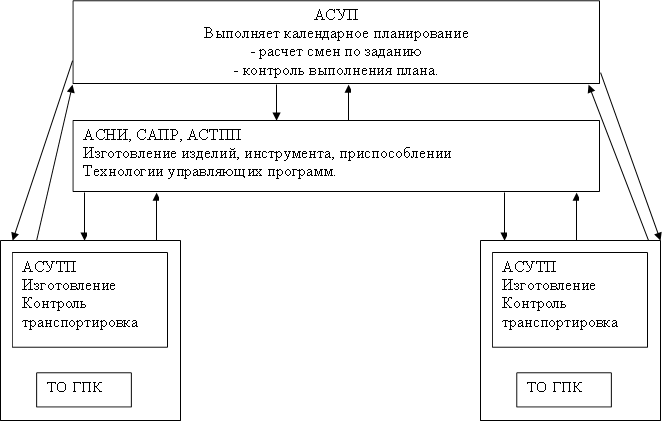
Рисунок 3 - Функциональная схема ГПК.
В недалеком прошлом при внедрении изделии, 99% времени уходило на его научное исследование работы и проектирования и 1% времени на изготовление. Соответственно это заставляло держать большой инженерские состав в конструкторских бюро и научно исследовательские институты. На производстве инженеров было в 3-5 раз меньше. С 60-х годов начали понимать что конструкция, технология и производство взаимосвязано и взаимозависимо и на основе достижения научно-технического прогресса начинает разрабатываться интегрированная система автоматизации. Это система автоматизирует не только производство, но и инженерный труд по проведению НИР, проектирования изделий, подготовки организации и управления производства.
2.3 Организованные технические предпосылки автоматизации.
Автоматизация как основное направление техническое прогресса связанно с улучшением тех или иных технических характеристик, что сопровождается ростом производительности труда.
Какие предпосылки должны иметь предприятия перед автоматизацией.
1. Наличие высоко квалифицированных кадров, ученых, инженеров и рабочих для создания и обслуживания современного производства.
2. Специализация и кооперация производства.
3. Наличие запаса мощностей
4. Системный подход к автоматизации, т. е автоматизация не только производства изделий, но и автоматизация инженерного труда по проектированию технологической подготовки производства по организации и управлению производства.
5. Применение оптимального планирования и управление производством на базе использования математических методов и ЭВМ, т.е. применение АСУП и АСУТП – это должно обеспечить бесперебойность работы систем в течение года.
6. Создание высокотехнологичных конструкций позволяющих автоматизировать операции по изготовлению, контроля и транспортировки. ГОСТ 14.201-83 обеспечение технологической конструкции.
7. Применение в производстве общетехнических принципов конструирования изделии.
Общетехнические принципы
1 – проектирование изделий параметрическими радами на основе базовой модели.
2 – агрегатно-модульный принцип проектирования изделий.
3 – унификация, стандартизация изделий, узлов, деталей и их элементов.
4 – рациональное ограничение размеров, предельных отношений, элементов конструкции, применяемых материалов.
5 – технологически метод проектирования.
Проектирования конструкции изделия одновременно с проработкой технологии его изготовления.
8. Применение в автоматизированном производстве унифицированных, прогрессивных технологий (типовые, групповые, модульно-групповые ТП)
2.4 Научно-технические проблемы автоматизации.
1. Необходимость создавать и производить в необходимой номенклатуре и количества элементов автоматических систем (механические, электромеханические, гидравлические, пневматические, электронные.)
2. Необходимо создавать и наладить производства в необходимом количестве типовых автоматизированных устройств, (транспортные, ориентирующие, подающие, средства контроля - которые можно встраивать в любую автоматическую систему.)
3. Необходимость создавать высокопроизводительные машины и станки на базе целевых модулей.
4. Создание программно совместимой системы управления техническим оборудованием с ЧПУ.
5. Применение информационной технологии для накопления и обработки данных на базе ЭВМ. Создание, изготовление в необходимой количестве интеллектуальных, экспериментальных систем по обработки знания и применению решении (АСНИ, САПР, АСТПП, АСУП, АСУТП),а также создание информационных ресурсов и распределение банков данных по сетям ЭВМ.
2.5 Техническая политика при автоматизации.
При внедрении автоматизации в конкретных условиях необходимо руководствоваться следующим основным принципами.
1й – достижение конкретных технико-экономических результатов.
2й – комплексность подхода к автоматизации, на более высоком уровне.
3й – соблюдать принцип необходимости, т.е. автоматизацию надо применять не там где ее можно приспособить, а там где она необходима.
4й – использование и внедрение только до конца продуманных технических решении.
2.5.1 Современная тенденция в развитии автоматизированного производства.
1й – Повышение гибкости средств автоматизации.
2й – Переход к много инструментальной и многошпиндельной обработки и сборки.
3й – Создание унифицированных конструкций на базе целевых модулей вместо специально разработанных в каждом конкретном случае.
4й – переход от отдельных не связанных между собой станков с ЧПУ с несовместимыми микро процессами к автоматизированным комплексам управляемыми от главной ЭВМ т.е. переход от канальной к комплексной автоматизации.
2.6 Методы автоматизации производства.
"20 Правовые последствия выполнения работ ненадлежащего качества" - тут тоже много полезного для Вас.
Автоматизация производиться в 2 случаях.
1 – Когда необходимо исключить вредные или тяжелые условия труда.
При этом затраты на автоматизацию отчисляются из средств на охрану труда и окружающей среды.
2 – Когда необходимо повысить эффективность производства, т. е снизить себестоимость продукции, повысить производственность и качество, в данном случае средства выделяются из экономического эффекта, т. е автоматизация окупает себя. В настоявшем времени научно-технические достижения таковы, что возможна автоматизация любого типа производства, но в каждом производстве свои технологические процессы, средства автоматизации и своя организация производства.
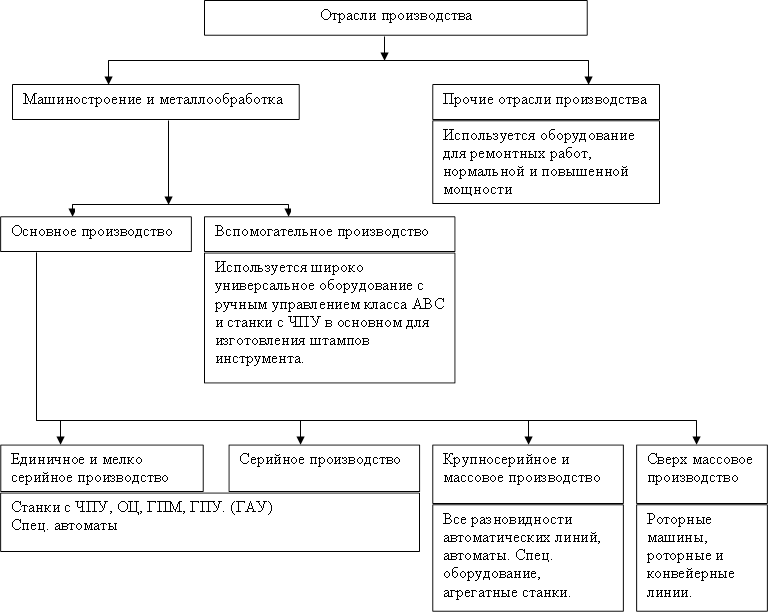
Рисунок 4- Отрасли производства.




















